EBM 3Dプリンティングサービス:航空宇宙グレードの超合金部品、卓越した強度を実現
はじめに
電子ビーム溶解(EBM)は、卓越した機械的強度を持つ航空宇宙グレードの超合金部品の製造に特に適した先進的な積層造形技術です。高真空下で電子ビームを使用し、EBMはインコネル718やTi-6Al-4Vなどの超合金から完全に高密度(>99.9%)の部品を製造し、航空宇宙用途に必要な優れた機械的特性と疲労耐性を実現します。
従来の製造方法と比較して、EBM技術は材料の無駄とリードタイムを大幅に削減し、精密な制御と再現性により部品性能を向上させます。
適用可能な材料マトリックス
材料 | 密度 (g/cm³) | 引張強度 (MPa) | 降伏強度 (MPa) | 最高使用温度 (°C) |
|---|---|---|---|---|
8.19 | 1375 | 1100 | 700 | |
4.43 | 950 | 880 | 400 | |
4.43 | 900 | 830 | 350 | |
9.00 | 960 | 480 | 1095 | |
4.65 | 1100 | 1030 | 450 |
材料選定ガイド
インコネル718: 卓越した引張強度(1375 MPa)、クリープ耐性、700°Cまでの温度における酸化安定性により、航空宇宙タービン部品および構造部品に最適です。
Ti-6Al-4V (グレード5): 高い強度重量比と優れた耐食性により、軽量な航空宇宙フレームおよび構造ブラケットに広く使用されています。
Ti-6Al-4V ELI (グレード23): 優れた破壊靭性、疲労耐性、生体適合性を要求する医療および航空宇宙用途に好まれます。
Haynes 188: 1000°Cを超える温度で優れた高温強度と酸化耐性を提供し、タービン燃焼器および排気部品に適しています。
Ti-6Al-2Sn-4Zr-6Mo: 高温下での優れた機械的特性を要求する圧縮機ブレードおよび高性能部品に推奨されます。
プロセス性能マトリックス
特性 | EBM性能 |
|---|---|
寸法精度 | ±0.20 mm |
密度 | >99.9% |
層厚 | 50–100 μm |
表面粗さ | Ra 20–30 μm |
最小特徴サイズ | 0.8 mm |
プロセス選定ガイド
卓越した強度: 完全に高密度で、優れた疲労耐性を持つ高強度部品を要求する重要な航空宇宙用途に最適です。
複雑な設計: 従来の製造方法では実現が難しい複雑な構造、格子設計、内部冷却チャネルを製造できます。
材料効率: 粉末床の再利用性によりほぼゼロの廃棄物を達成し、材料コストを大幅に削減します。
高温対応能力: 真空溶解による優れた冶金学的特性により、熱安定性を要求する超合金に理想的です。
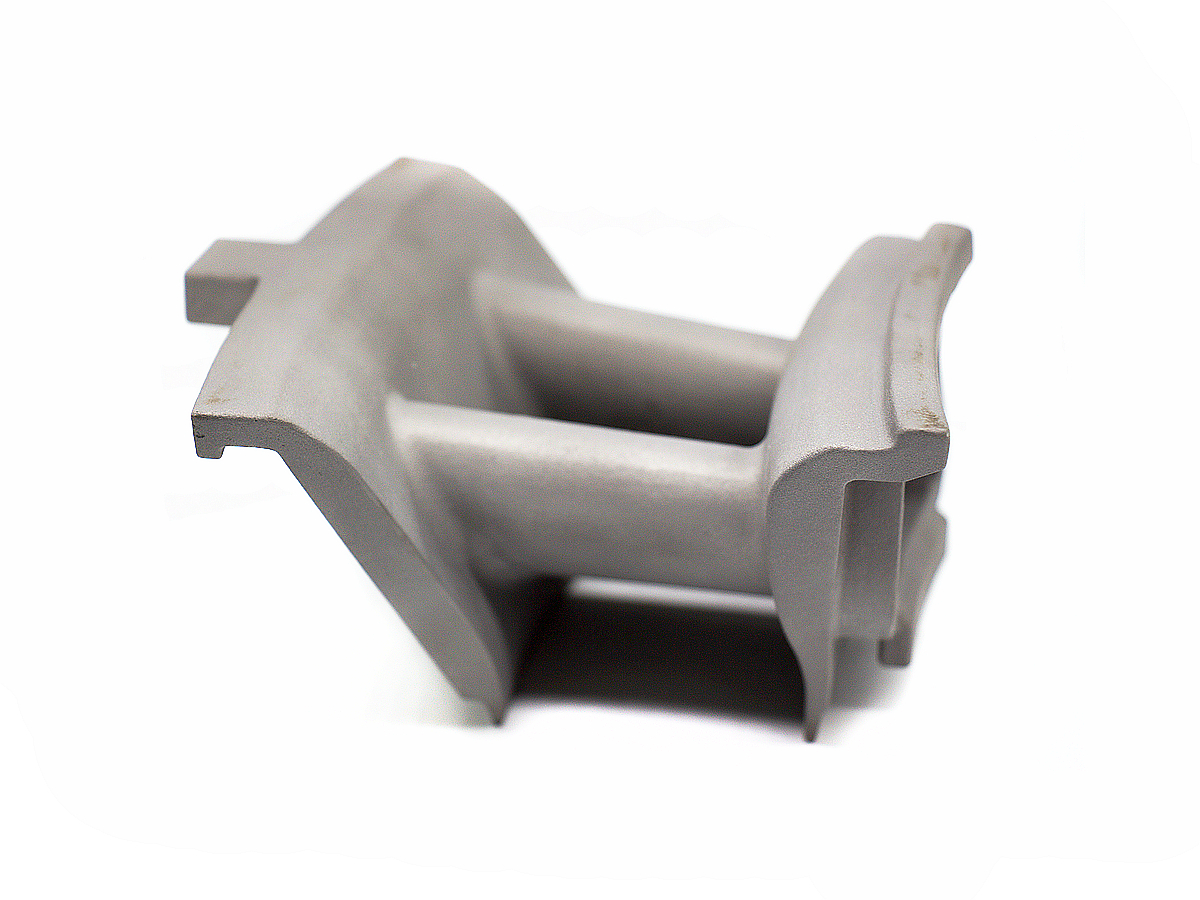
ケース詳細分析:航空宇宙フレーム組立用EBM Ti-6Al-4V構造部品
ある航空宇宙メーカーは、極度の機械的応力と400°Cまでの動作温度に耐えられる軽量構造ブラケットおよびフレームコネクターを必要としていました。当社の先進的なEBM 3DプリンティングサービスとTi-6Al-4Vを活用し、密度99.9%以上、引張強度950 MPa、降伏強度880 MPaを示す航空宇宙部品を納品しました。従来の機械加工と比較して、EBMで製造された部品は重量を40%削減、リードタイムを60%大幅に短縮し、疲労性能を向上させました。後処理には、機械的特性をさらに最適化するための精密なCNC加工と制御された熱処理が含まれました。
産業応用
航空宇宙・航空
高強度タービンブレードおよび圧縮機部品。
軽量構造ブラケットおよびマウント。
最適化された形状を持つ先進的な航空宇宙用ファスナー。
医療・ヘルスケア
生体適合性が強化された患者特注の整形外科用インプラント。
高い耐久性と耐食性を要求する外科用器具。
強度と軽量性を最適化した義肢部品。
エネルギー・電力
最大の熱的・機械的効率を目指して設計されたガスタービンブレード。
原子力発電所向け高温反応器部品。
先進的な再生可能エネルギーシステム向け構造要素。
航空宇宙用途向け主流3Dプリンティング技術の種類
選択的レーザー溶解(SLM): 複雑で高密度の金属部品に適した精密性重視の技術。
直接金属レーザー焼結(DMLS): 卓越した寸法精度を持つ高度に詳細で複雑な金属部品に最適。
指向性エネルギー堆積(DED): 既存金属部品の修理、改修、機能強化に最適。
バインダージェッティング: 中程度の複雑さの部品を経済的にバッチ生産するのに理想的。
ワイヤーアーク積層造形(WAAM): 大規模構造金属部品の効率的なソリューション。
よくある質問
EBM 3Dプリンティング技術で達成可能な最大部品サイズは?
EBMで製造された航空宇宙部品の性能は、従来製造部品と比較してどうですか?
航空宇宙用途においてEBM技術に最も適した超合金は何ですか?
EBMで製造された部品の機械的特性を向上させる後処理方法は何ですか?
少量生産の航空宇宙部品製造において、EBM技術は費用対効果が高いですか?
