日本語
カスタムオンライン プラスチック 3Dプリンティングサービス
当社のオンライン樹脂部品3Dプリンティングサービスは、FDM、SLA、SLS などの先進技術で高品質な製造を提供します。多様な樹脂材料に対応し、試作・機能部品・量産対応コンポーネントにおいて精度・耐久性・カスタマイズ性を実現します。
- 材料押出(Material Extrusion)3Dプリンティング
- バット光重合(Vat Photopolymerization)3Dプリンティング
- パウダーベッドフュージョン(PBF)3Dプリンティング
- マテリアルジェッティング 3Dプリンティング

無料見積もりのために設計図と仕様をお送りください
アップロードされたすべてのファイルは安全かつ機密扱いです
プラスチックの3Dプリンティング技術
FDM、SLA、SLS、PolyJet などのプラスチック3Dプリンティング技術は、試作から機能部品まで多用途に対応します。熱可塑性樹脂、フォトポリマー、粉末材料などを扱え、複雑形状でも精度・耐久性・コスト効率を両立し、多様な業界・用途に適合します。

プラスチック3Dプリント Materials
プラスチック 3Dプリント部品の主な用途
プラスチック3Dプリント部品は、柔軟から高強度まで多様な特性を実現でき、汎用性とコスト効率に優れます。複雑形状や軽量構造の実現性から、コンシューマ製品、自動車、医療機器など幅広い産業で活用されています。
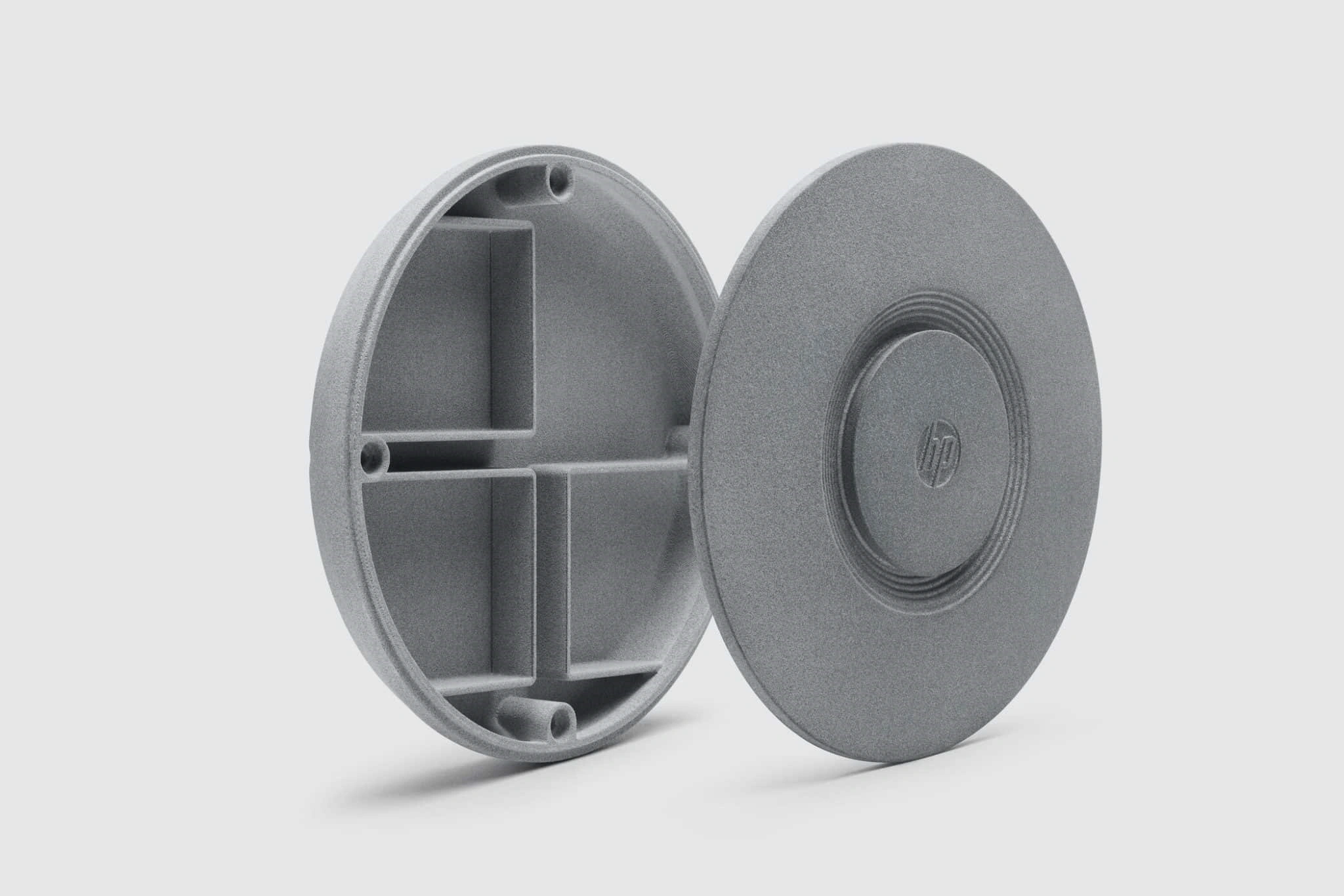
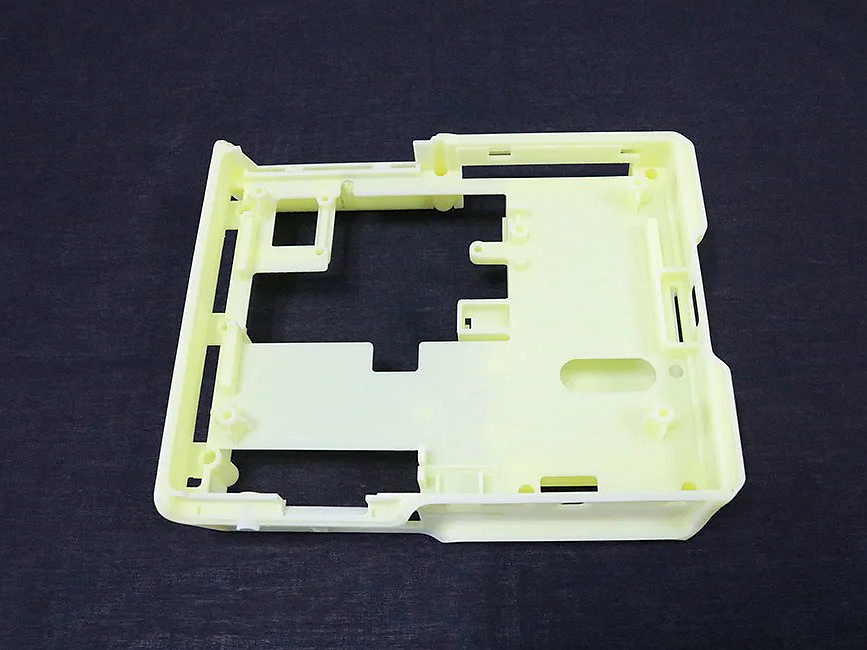
プラスチック 3Dプリント部品ギャラリー
精密に設計された多彩な樹脂部品コレクションで、プラスチック3Dプリンティングの可能性を体感。スタイリッシュな家電用ケースから耐久性のある防護具、精巧なジュエリー、教育ツールまで、デザイン・機能・迅速試作の革新を紹介。効率性と創造性で産業を変革する事例をご覧ください。








本日新しいプロジェクトを開始しましょう
プラスチック 3Dプリント部品の設計上の留意点
樹脂部品の3Dプリント設計では、低い融点、反り対策、造形忠実度の確保が重要です。肉厚・サポート・造形方向の最適化により、樹脂材料の柔軟性と多用途性を効果的に活用します。
プラスチック 3Dプリント部品の製造上の留意点
樹脂3Dプリント部品の品質と機能を高めるには、適切な材料選定、造形環境の制御、効果的な後処理が重要です。これらを最適化することで生産性と最終製品の品質を両立します。
Frequently Asked Questions
関連リソースを探索



Neway Precision Works Ltd.
Lefushan Industry West Road 3番地
中国 東莞市 鳳崗鎮
郵便番号 523000
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.