ステレオ顕微鏡によるQA:表面欠陥の等級付けと再加工判断
はじめに:肉眼を超えて – ステレオ顕微鏡が表面品質管理をデジタル化・体系化する方法
金属積層造形において、表面品質は外観だけでなく、部品の機能性と寿命に影響を与える重要な要素です。ニューウェイの品質エンジニアとして、3Dプリント部品の表面欠陥の多様性と複雑さ、粉末付着やサポート材の残留から微小クラックに至るまでを十分に理解しています。目視検査のみに頼ると、主観性とばらつきが生じます。これらの課題に対応するため、私たちはステレオ顕微鏡検査システムを導入しました。この技術により、表面品質管理は経験に基づく主観的判断から、データ駆動型の客観的評価へと進化し、欠陥の等級付けと再加工判断に科学的根拠を提供します。
ステレオ顕微鏡による表面品質検査とは?
技術的利点:3D焦点深度と立体視
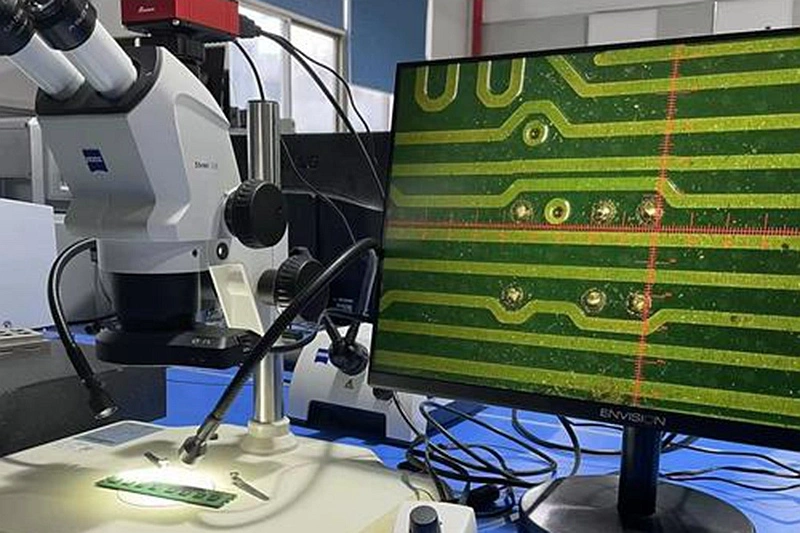
ステレオ顕微鏡は、従来の光学顕微鏡や単純な拡大鏡とは根本的に異なります。その中核的な利点は、実際の奥行き感覚を伴う真の三次元画像を提供することにあります。日常の検査において、この立体視能力により、エンジニアは欠陥の深さ、形態、実際の深刻度を正確に評価できます。例えば、サポート除去痕を検査する際、表面の痕跡を観察するだけでなく、凹みの深さや周辺材料への影響範囲を明確に判断できます。これは2D画像では得られない重要な情報です。
ニューウェイの標準化された検査プロセス
結果の一貫性と比較可能性を確保するため、包括的な標準化されたワークフローを確立しています。まず、固定パラメータのLEDリング照明を使用し、すべての検査で同一の照明条件を維持します。事前に定義された倍率シーケンス(20倍、50倍、100倍)を適用し、欠陥の種類に基づいて適切なレベルを選択します。エンジニアは定義された走査パスに従い、すべての重要表面および一般表面を体系的に検査し、見落としがないことを確認します。最後に、発見された欠陥は、社内評価基準に従って識別、分類、記録されます。
ニューウェイがステレオ顕微鏡を表面QAと再加工判断に統合する方法
欠陥の識別と精密な分類
ステレオ顕微鏡下では、異なる表面欠陥がそれぞれ特徴的な形態を示します。粉末付着と引っかき傷を正確に区別し、サポート接触痕と熱クラックを識別できます。例えば、部分的に焼結した粉末粒子は通常、ランダムに分布する球状の隆起として現れますが、サポート材の残留物は規則的な幾何学模様と方向性のある分布を示します。このレベルの精密な分類は、その後の判断のための強固な基盤を提供します。
欠陥等級付け基準の確立:許容から不適合まで
長年の経験と実証データに基づき、欠陥に対する科学的な等級付けシステムを開発しました。これは、欠陥のサイズ、密度、位置、および部品の最終使用条件を総合的に考慮します。欠陥は、許容、再加工が必要、廃棄の3つのレベルに分類されます。例えば、非重要領域での軽微な粉末付着は許容と分類される可能性がありますが、シール面での同種の欠陥は再加工が必要とフラグが立てられます。
精密な再加工のガイダンス:最適な後処理方法の決定
ステレオ顕微鏡の所見は、後処理方法の選択を直接的に導きます。軽度の粉末付着には、サンドブラストのみを推奨する場合があります。より深いサポート痕には、研磨または局所的なCNC仕上げが必要になるかもしれません。この診断主導型アプローチにより、最適な修復効果を確保しながら、コストを最小限に抑え、不必要な過剰処理を回避します。
顕微鏡下での典型的なAM表面欠陥とその等級付け
粉末付着と未焼結粒子
ステレオ顕微鏡下では、粉末付着はランダムに分布する球状粒子として現れ、サイズは数十から数百マイクロメートルに及びます。単位面積あたりの粒子数とそのサイズに基づき、これらの状態を3つのレベルに分類します:軽微(<5個/cm²)、中程度(5–15個/cm²)、重度(>15個/cm²)。この定量的アプローチにより、一貫した評価が確保されます。
サポート接触痕と傷跡
サポート材残留欠陥は、拡大下で規則的な幾何学模様を示し、しばしば局所的な裂け目や凹みを伴います。深さと鋭さによって等級付けします:浅い痕(深さ < 50 μm)は一般的に許容されますが、深く鋭い傷跡(深さ > 100 μm)は、応力集中源や疲労クラックの起点となり得るため、通常処理が必要です。
引っかき傷、積層線、ボーリング現象
異なる3Dプリントプロセスは、特徴的な表面性状を生成します。引っかき傷は線状の溝として、積層線は周期的な階段状のパターンとして、ボーリングは不規則な金属球状の突起として現れます。これらの特徴を、その顕著さと部品機能への影響に応じて等級付けし、プロセス最適化のための的を絞ったフィードバックを提供します。
中核製造プロセスにおけるデータ駆動型再加工判断の価値
ステレオ顕微鏡検査システムは、製造効率と品質の堅牢性を大幅に向上させます。第一に、正確な欠陥等級付けにより、不必要な再加工を回避し、後処理コストを約15%削減します。第二に、欠陥形態を深く理解することで、より的を絞った再加工方法を選択し、再加工成功率を30%以上向上させます。最も重要なのは、各部品に対して構築する視覚的品質記録が、航空宇宙などの業界の厳格なトレーサビリティ要件に完全に適合することです。
ステレオ顕微鏡と他の検査技術との相乗効果
内部欠陥検査前の前線ツールとして
当社の検査ワークフローでは、ステレオ顕微鏡評価は、産業用CTおよびX線検査の前の予備段階としてよく使用されます。まず表面関連の問題を除外することで、内部検査リソースをより効率的に集中させ、包括的でありながら合理化された欠陥分析を確保します。
材料分析との相関
表面にクラックや異常が疑われる場合、ステレオ顕微鏡は位置特定において重要な役割を果たします。顕微鏡下で疑わしい領域を正確にマーキングし、その後、金属組織分析のために断面サンプルを調整し、クラックの深さ、伝播経路、根本原因を調べます。
寸法管理との補完
ステレオ顕微鏡は、品質フレームワーク内で3Dスキャニングを補完します。3Dスキャニングはマクロレベルの寸法適合性を確保する一方、ステレオ顕微鏡はミクロレベルの表面完全性に焦点を当てます。これらが連携することで、全体形状から最小の表面特徴に至るまでの包括的な品質管理を実現します。
ケーススタディ:ステレオ顕微鏡検査が高価値インコネル718タービンブレードのロットを救った方法
航空エンジンプロジェクトにおいて、粉末床溶融結合法により製造されたインコネル718タービンブレードのロットが熱処理を受け、最終検査に入りました。目視検査により、翼型の圧力側に微かな痕が確認され、当初は再加工が必要と示唆されました。
私たちは直ちにステレオ顕微鏡を使用した詳細な評価を実施しました。50倍の倍率で、その痕は密集しているが非常に浅いサポート除去痕であることが明確に識別され、深さは20〜30 μmの間で測定され、母材への観察可能な損傷は認められませんでした。さらに、これらの痕は主要な荷重支持領域外に位置していました。社内の受入基準によれば、このような欠陥は許容範囲内でした。
この客観的分析に基づき、「再加工は不要、部品は受入可」と結論付けました。この判断は、顧客に追加のサンドブラストコストを節約しただけでなく、ブレードの形状精度への潜在的な悪影響も回避しました。このケースは、品質判断における科学的検査の決定的な価値を明確に示しています。
結論:細部への卓越性 – 科学的精度で表面品質を守る
ステレオ顕微鏡検査の導入は、ニューウェイの表面品質管理能力の新たなレベルを示しています。私たちは、伝統的に主観的であった「表面仕上げ」の評価を、客観的で定量化可能、かつトレーサブルなデータへと変革しました。各プロジェクトを通じて、明らかな不具合だけでなく、潜在的な品質リスクの微妙な兆候にも焦点を当てています。真の製造の卓越性は、あらゆる細部への妥協なき注意に反映されると信じています。外観と表面完全性に厳しい要件をお持ちのお客様に、私たちの緻密な品質検査サービスを体験していただき、製造品質の完璧さを共に追求することを心からお誘いします。
よくある質問
