金属3Dプリンティング vs CNC加工:カスタム部品のコスト効率はどちらが優れているか?
はじめに
今日の高度な製造業界において、金属3DプリンティングとCNC加工は、高性能なカスタム部品を製造するための必須技術です。設計者や調達チームは、プロジェクトに最適なプロセスを選択する際、コスト効率性を重要な要素として評価することが増えています。
金属積層造形は比類のない設計の自由度と材料効率を提供し、一方でCNC加工は確立された形状に対して優れた精度と表面仕上げを実現します。生産量、複雑さ、材料要件に応じて、それぞれの技術は異なるコスト上の利点を提示します。
このブログでは、金属3DプリンティングとCNC加工の詳細な比較を行い、様々な製造シナリオにおけるそれぞれのコスト要因を分析します。プロセスの能力、材料利用率、後処理要件に関する洞察を通じて、このガイドはエンジニアや購買担当者がカスタム金属部品を調達する際に情報に基づいた意思決定を行うのに役立ちます。
 金属3DプリンティングとCNC加工の核心的な違い
金属3DプリンティングとCNC加工の核心的な違い
プロセス概要
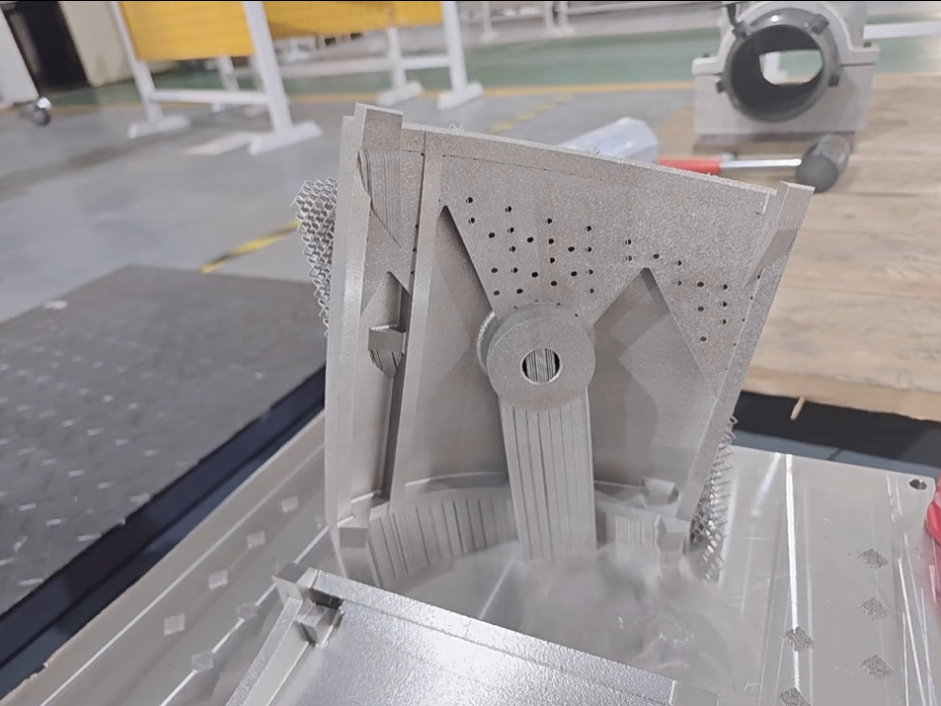
金属3Dプリンティングは、デジタル設計から部品を層ごとに構築する積層プロセスであり、金型を必要とせずに高度に複雑な形状を可能にします。一般的な技術には粉末床溶融結合法や指向性エネルギー堆積法があります。対照的に、CNC加工は、コンピュータ制御の切削工具を使用して固体ブロック(ビレット)から材料を除去する減算プロセスです。
どちらのプロセスもデジタル駆動ですが、材料の流れと幾何学的可能性において根本的に異なります。内部チャネルや格子構造を持つ部品の場合、金属積層造形は比類のない設計の柔軟性を提供します。CNC加工は、明確に定義された表面と厳しい公差を持つ精密部品に優れています。
設計の自由度
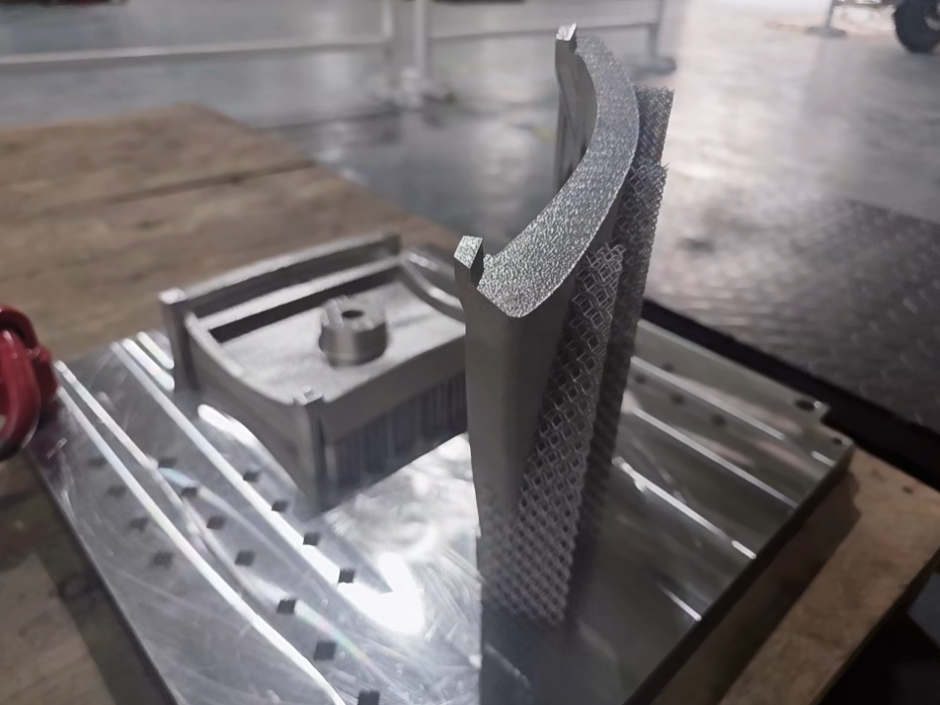
金属3Dプリンティングは、統合された冷却チャネル、格子構造、トポロジー最適化部品などの自由形状を可能にします。これらは従来の方法では製造不可能、または非常に非効率な設計です。カスタム部品製造における3Dプリンティング技術を使用するエンジニアは、複数のコンポーネントを単一のプリント部品に統合し、組み立ての複雑さを軽減できます。
逆に、CNC加工は外部表面と鋭いエッジに対して優れた制御を提供し、±0.01 mmの公差を必要とする嵌合部品やアセンブリに理想的です。また、大きな平面を持つ部品や単純な角柱形状の部品を製造するのにも非常に効果的です。
材料互換性
両技術は広範な金属をサポートしていますが、異なる制限があります。金属3Dプリンティングは、チタン、超合金、ステンレス鋼などの高価値材料を効率的に処理します。例えば、炭素鋼3Dプリンティングは、強度対重量比が重要な構造部品に頻繁に使用されます。
CNC加工は、硬化鋼、特殊合金、複合材料などの非金属材料を含め、さらに広範な材料の柔軟性を提供します。加工性、材料硬度、工具摩耗は、3Dプリンティングと比較する際のコスト計算に考慮する必要があります。
まとめ
核心的な違いを比較すると、金属3Dプリンティングは幾何学的複雑さと材料効率において優位であり、一方でCNC加工は確立された部品設計に対して優れた精度とスケーラビリティを提供します。これらの技術の選択は、多くの場合、特定のプロジェクト要件に依存し、次のセクションでさらに探求されます。
金属3Dプリンティングのコスト要因
セットアップと金型コスト
金属3Dプリンティングの主な利点の一つは、最小限の初期投資です。CNC加工や鋳造とは異なり、カスタム工具、金型、治具は必要ありません。これは、少量生産や試作開発において特に価値があります。超合金3Dプリンティングでは、複雑な航空宇宙やエネルギー部品を、大幅に短縮されたリードタイムと立ち上げコストでデジタルモデルから物理部品に移行できます。
この柔軟性により、エンジニアは追加の金型費用を発生させることなく、迅速に設計を繰り返すことができます。これは、俊敏性が重要な産業における重要な要素です。
材料利用率と廃棄物
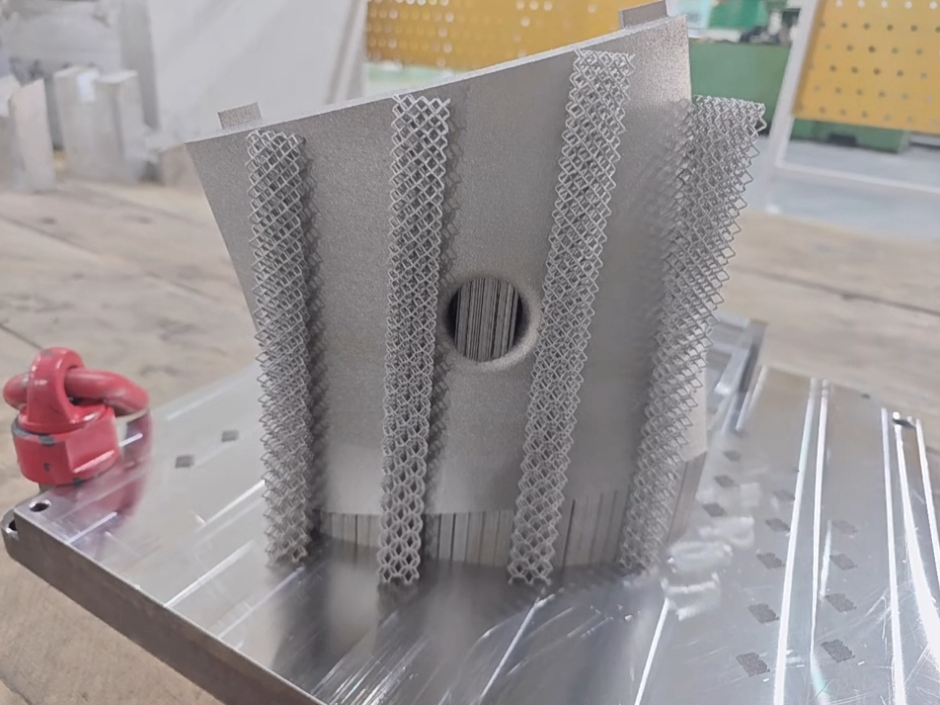
金属積層造形は材料使用において非常に効率的です。粉末床溶融結合法プロセスは通常、未使用の粉末が回収され将来の構築にリサイクルされるため、95%–98%の材料利用率を達成します。対照的に、CNC加工は固体素材から大量の材料を除去し、特に複雑な形状の場合、しばしば50%–70%の材料廃棄物を生み出します。
この材料効率は、チタンやインコネルなどの高価な合金を扱う場合に特に影響が大きく、原材料コストが部品総コストの大部分を占めます。
リードタイムと生産速度
金属3Dプリンティングは、低~中量生産に対して非常に速いターンアラウンドを提供します。部品は多くの場合、3〜7日以内にプリントされ納品され、従来の製造に関連する長いリードタイムを回避できます。これが、航空宇宙や医療などの重要産業におけるラピッドプロトタイピングが金属AMを受け入れている理由です。
1〜100個のカスタム部品の場合、金属3Dプリンティングの単価は、特に設計から生産までのサイクルタイムの短縮を考慮すると、通常CNC加工よりも低くなります。
後処理要件
後処理は金属3Dプリンティングにおける重要なコスト要因です。用途に応じて、部品は必要な機械的特性と表面仕上げを達成するために熱処理、HIP、機械加工を必要とする場合があります。標準的な熱処理は材料性能を最適化するために使用され、ホットアイソスタティックプレス(HIP)は密度と疲労寿命を向上させます。
これらの工程は総コストを増加させますが、CNC加工で使用される二次工程(研削、研磨)に匹敵し、多くの用途では、リードタイムと設計の自由度における利点を考慮すると、部品全体のコストは競争力があります。
CNC加工のコスト要因
セットアップとプログラミングコスト
CNC加工は、プログラミングと治具セットアップの両方に初期投資を必要とします。新しい部品ごとに、工具経路を生成するためにCAM(コンピュータ支援製造)プログラミングが必要であり、複雑な形状の場合、時間がかかることがあります。さらに、特に多軸加工の場合、加工中に部品を確実に保持するためにカスタムのジグや治具がしばしば必要です。
これらのセットアップコストは大量生産で償却されますが、金属3Dプリンティングと比較して、試作品や少量生産ではCNC加工のコスト効率を低下させる可能性があります。
加工時間と工具摩耗
材料硬度と形状の複雑さは、CNC加工コストに直接影響します。例えば、航空宇宙で一般的に使用される超合金であるインコネル718の加工は、加工硬化特性のため、特殊工具と低減された送り速度を必要とします。これにより加工時間が増加し、工具摩耗が加速し、運用コストが高くなります。
さらに、複雑な内部形状やアンダーカットは、複雑なセットアップを必要とするか、全く加工できないことが多く、積層造形と比較してコストをさらに押し上げます。
材料廃棄物と効率
CNC加工は本質的に無駄が多く、特に複雑な部品のビレット材料から始める場合に顕著です。材料除去率により、特に中空形状や有機的形状を持つ部品を加工する場合、原材料の50%–70%が切りくずに変換されることがあります。
対照的に、ステンレス鋼3Dプリンティングプロセスは、最小限の廃棄物でニアネットシェイプ部品を生産するため、高価値材料に対してAMはより効率的です。
表面仕上げと公差
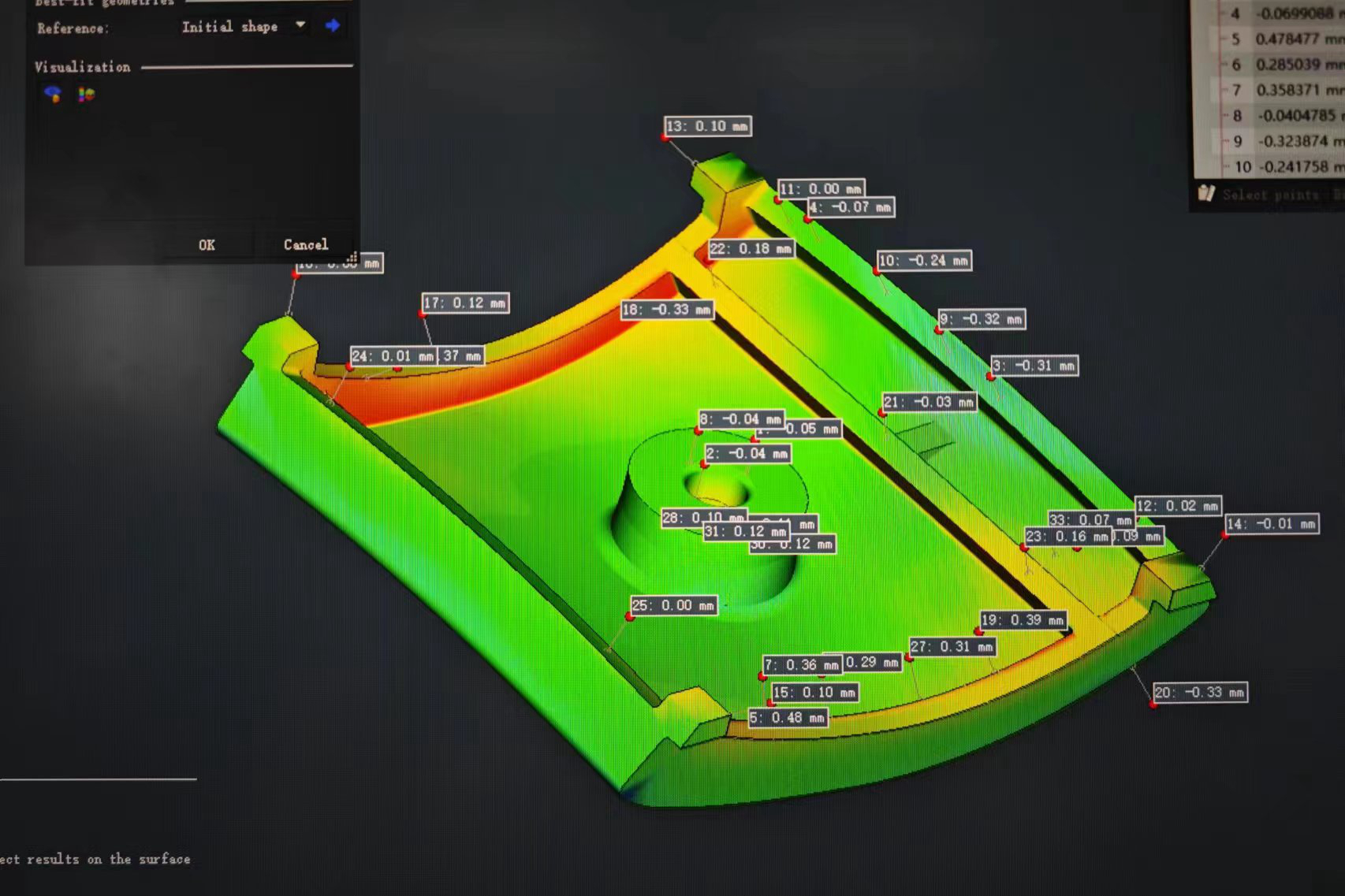
CNC加工は、厳しい公差と優れた表面仕上げを達成することに優れています。標準的なCNC加工は、±0.01 mm以上の寸法精度とRa 0.4–0.8 µmまでの表面仕上げを実現でき、嵌合部品や機能面にとって重要です。
鏡面仕上げや超精密形状を必要とする部品には、しばしば放電加工(EDM)が使用されます。鏡面仕上げのためのEDM加工などの技術は仕上げ品質をさらに向上させますが、処理時間とコストを追加します。

金属3Dプリンティングがよりコスト効率的なのはいつか?
低~中量生産
金属3Dプリンティングは、特に1〜500個の範囲の低~中量生産においてコスト効率的です。金型や治具が不要なため、積層造形はCNC加工に関連する高いセットアップコストを排除します。これにより、追加投資なしにコスト効率的な小ロット生産と迅速な反復サイクルが可能になります。
製品開発段階や限定シリーズ生産では、金属AMによるラピッドプロトタイピングが市場投入までの時間を劇的に短縮し、初期コストを削減します。
複雑な形状
複雑な内部形状、統合された機能、または有機的構造を持つ部品を製造する場合、金属3Dプリンティングは明確なコスト優位性を提供します。CNC加工は、多軸加工、特殊工具、または複数コンポーネントの組み立てが必要となるため、そのような設計に対して苦戦し、法外に高価になります。
航空宇宙や発電などの分野では、金属AMは冷却効率を最適化し部品点数を削減する設計を可能にします。内部チャネルや格子構造を持つカスタム超合金部品は、コストと性能の両方の観点から金属3Dプリンティングが加工を上回る優れた例です。
短いリードタイム
短いリードタイムを必要とする用途では、金属3Dプリンティングは比類のない柔軟性を提供します。部品はわずか3〜7日でプリント、後処理、納品できますが、CNC加工、特に複雑なセットアップを伴う場合、しばしば大幅に長いリードタイムを必要とします。
これにより、金属AMは時間に敏感なプログラム、緊急交換部品、またはスピードが市場成功に重要な初期段階の製品開発において好ましい選択肢となります。
CNC加工がよりコスト効率的なのはいつか?
高量生産
CNC加工は、生産量が増加するにつれてよりコスト効率的になります。初期セットアップとプログラミングが完了すると、高量生産ロットでは部品あたりの限界コストが大幅に減少します。1,000ユニットを超える注文の場合、CNC加工は、より速いサイクルタイムと最適化された材料調達により、部品あたりのコストで金属3Dプリンティングをしばしば上回ります。
さらに、多軸CNCマシンとパレットチェンジャーによる自動化により、連続的で無人加工が可能になり、ユニットあたりのコストをさらに引き下げます。
厳しい公差部品
用途が非常に厳しい公差(通常±0.01 mm以上)を要求する場合、CNC加工は依然として好ましいプロセスです。例えば、医療・ヘルスケア産業で使用される多くのコンポーネント、例えば手術器具や整形外科インプラントは、精密加工によって最もよく達成される厳格な寸法および表面仕上げ基準を満たさなければなりません。
金属3Dプリンティングはニアネットシェイプ部品を生産できますが、そのような微細な公差を達成するには追加の機械加工がしばしば必要であり、コストと時間を追加します。公差が主要な要因である部品の場合、CNC加工の方がコスト効率的です。
標準形状と材料
平板、シャフト、単純な角柱形状などの標準形状を持つ部品の場合、CNC加工は通常よりコスト効率的です。これらの設計は、最小限の廃棄物と工具の複雑さで素材から迅速に加工できます。
炭素鋼、アルミニウム、標準ステンレス鋼などの一般的な材料は、ビレット形状で広く入手可能であり、CNCプロセスに高度に最適化されています。そのような場合、CNC加工はプリンティングよりも高速なスループットと低コストを実現します。
結論:適切なプロセスの選び方
金属3DプリンティングとCNC加工の選択は、設計の複雑さ、生産量、要求公差、材料タイプ、リードタイムなどの複数の要因に依存します。複雑な形状、低~中量、または迅速なターンアラウンドを必要とするプロジェクトでは、金属積層造形が明確なコストと設計上の利点を提供します。
逆に、高量生産、厳しい公差部品、または単純な形状の場合、CNC加工が最もコスト効率的な解決策です。多くの製造業者は現在、ハイブリッドアプローチを採用し、両プロセスの強みを組み合わせて性能とコストを最適化しています。
カスタムステンレス鋼3Dプリンティングなどの新興アプリケーションは、積層技術で達成可能なものの境界を押し広げ続けています。最終的に、トレードオフを理解し、プロジェクトの特定の要件に適したプロセスを選択することが、最良の投資収益率と製品性能を保証します。
