Inconel 713C 3D プリント超合金部品における亀裂、変形、薄肉の管理
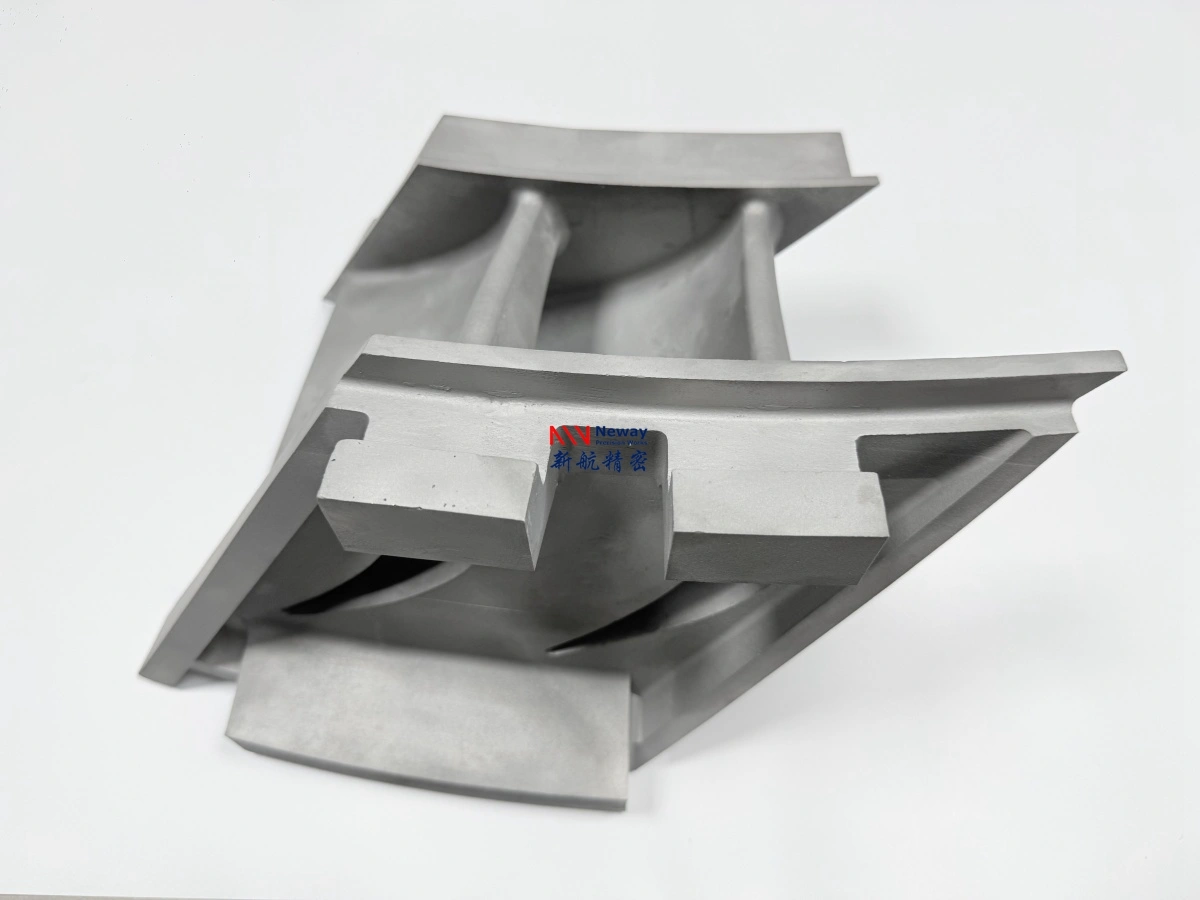
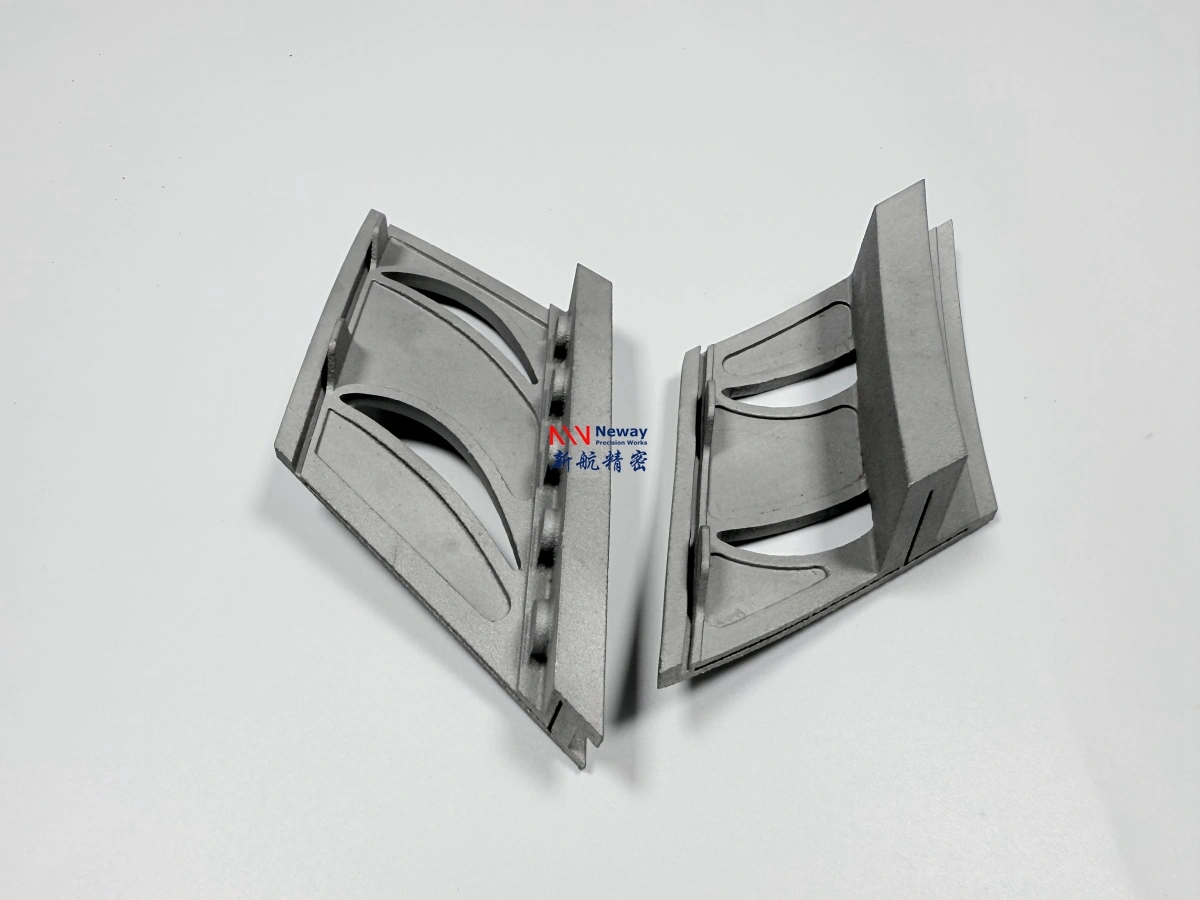
Inconel 713C / GH4099 クラスのニッケル基超合金は、タービンブレード、ノズルガイド部品、高温部ブラケット、ガスパスプロトタイプ、および高温試験部品に魅力があります。しかし、Inconel 718 などのより一般的にプリントされる合金と比較して、Inconel 713C の 3D プリント部品は、はるかに慎重なプロセス制御を必要とします。
主な課題は高温性能だけではありません。積層造形においては、亀裂感受性、残留応力、熱変形、薄肉変形、サポート除去、粉末洗浄、後加工余量、および検査計画がより重要な懸念事項です。これらの問題が印刷前に検討されない場合、部品は製造中に失敗するか、印刷後に過度な手直しを必要とする可能性があります。
したがって、タービンブレード、ノズル、および薄肉の高温部部品については、Inconel 713C の 3D プリンティングは工学的実現可能性プロジェクトとして扱うべきです。成功する結果は、DfAM レビュー、ビルド方向、サポート戦略、熱処理、オプションの HIP 評価、CNC/EDM 仕上げ、および非破壊検査の組み合わせにかかっています。

Inconel 713C にプロセス制御が必要な理由
Inconel 713C は、高温用途向けに開発された析出強化型ニッケル基超合金です。その合金系は強度、耐酸化性、およびクリープ特性を提供しますが、レーザーベースの積層造形中の熱応力に対して材料をより敏感にもします。
粉末床溶融結合法による 3D プリンティング中、材料は急速な溶融、凝固、および繰り返しの熱サイクルを経験します。713C クラスの合金では、これにより特に薄肉構造や複雑なタービン形状において、高温割れ、残留応力の蓄積、および変形のリスクが高まる可能性があります。
これが、Inconel 713C を標準的な印刷可能合金のように扱えない理由です。設計、ビルド方向、サポート構造、熱流動、加工余量、および検査計画はすべて、生産前に検討する必要があります。
亀裂と変形のリスクを高める設計要因
多くの亀裂および変形の問題は部品形状に関連しています。合金粉末や印刷パラメータが適切であっても、特定の設計特徴は高い熱応力、不良な放熱、または困難なサポート除去を引き起こす可能性があります。
一般的なリスク要因には以下が含まれます:
十分な構造的サポートがない非常に薄い壁
鋭い内部角または急激な断面変化
薄い翼型断面に直接接続された厚いボス
長いunsupported エッジまたはオーバーハング
粉末を閉じ込める密閉空洞
洗浄アクセスのない内部チャンネル
重要な表面がサポート除去の困難な領域にあること
印刷直後に厳密な公差を必要とする特徴
タービンブレードおよびノズルのプロトタイプの場合、最もリスクの高い領域は通常、翼型エッジ、薄い後縁、取り付けルート、内部通路、フランジ、シール面、および厚い部分と薄い部分の間の遷移部です。これらの領域は、製造ルートを確定する前の DfAM ステージで検討すべきです。
設計特徴 | 製造リスク | 推奨レビュー |
|---|---|---|
薄い翼型の壁 | 変形、亀裂、エッジ変形 | 壁厚、方向、およびサポート戦略を確認 |
鋭い角 | 応力集中および亀裂発生 | 機能的に許容される場合に半径を追加 |
厚から薄への遷移 | 不均一な冷却と残留応力 | 遷移形状と熱流動をレビュー |
密閉された内部空洞 | 粉末の閉じ込めと検査の困難さ | 粉末除去穴を追加するかアクセスを再設計 |
厳密な公差の穴またはスロット | 印刷状態での精度が不十分な可能性 | CNC または EDM 仕上げの余量を確保 |
サポート設計とビルド方向
サポート設計は、Inconel 713C の変形制御において最も重要な要素の一つです。サポートはオーバーハングを保持するためだけに使用されるわけではありません。それらはまた、熱伝導を助け、変形を制御し、印刷中に薄い特徴を安定化させます。
タービンブレード、ノズル部品、および高温部プロトタイプの場合、ビルド方向は形状、熱応力、サポートのアクセシビリティ、加工余量、および検査要件に応じて選択すべきです。サポート体積を減らすビルド方向が、常に最良の選択とは限りません。それが翼型の変形を増加させたり、重要なガス流表面にサポートを配置したりする可能性があるためです。
良好なサポートと方向の計画では、以下を考慮すべきです:
印刷中に部品を通じて熱がどのように流れるか
ビルド中に薄肉部分が安定しているかどうか
重要な表面を損傷せずにサポートを除去できるかどうか
内部通路から粉末を完全に除去できるかどうか
印刷後に加工基準面がアクセス可能かどうか
最終検査方法が主要な特徴に到達できるかどうか
多くの Inconel 713C タービン部品にとって、最適な方向性は、印刷性、変形制御、後処理アクセス、および最終的な機能要件との妥協点です。
熱処理と HIP 戦略
印刷後の熱処理は、713C クラスの超合金部品にとって重要です。制御された熱処理サービスを使用して、残留応力を低減し、微細構造を安定化させ、下流の加工または試験のために部品を準備することができます。
一部の用途では、内部気孔率を低減し、材料の完全性を向上させるために、ホットアイソスタティックプレッシング(HIP)も評価される場合があります。ただし、HIP を万能な解決策として扱ってはなりません。決定は、部品形状、適用荷重、温度曝露、欠陥許容度、および検査要件に依存します。
プロトタイプのタービンブレード、ノズル、およびガスパス部品の場合、熱処理と HIP 戦略は顧客の試験目的と共に議論すべきです。視覚用プロトタイプ、組み立て用プロトタイプ、熱治具、および機能的な高温部試験部品は、異なる後処理レベルを必要とする可能性があります。
後処理 | 主な目的 | 検討すべき時期 |
|---|---|---|
応力緩和 | 印刷後の残留応力を低減 | 薄肉、複雑な形状、印刷後の加工 |
熱処理 | 材料の安定性と性能を向上 | 機能的な高温部プロトタイプまたは試験部品 |
HIP | 内部気孔率のリスクを低減 | より高い内部完全性または熱試験を必要とする部品 |
後加工 | 公差と機能インターフェースの達成 | 取り付け面、シール面、穴、スロット、基準面 |
機能特徴のための CNC および EDM 余量
ほとんどの Inconel 713C 3D プリントタービン部品は、重要な特徴について印刷状態の精度のみに依存すべきではありません。取り付け面、シール面、精密穴、スロット、ブレードルート、フランジ面、および基準領域は通常、後加工を必要とします。
CNC 加工は、平面度、シール面、取り付けインターフェース、および精密基準特徴に一般的に使用されます。放電加工(EDM)は、従来の加工が困難な難削超合金のスロット、小径穴、内部特徴、および複雑なプロファイルに必要となる場合があります。
これらの仕上げ工程をサポートするために、部品は 3D モデルまたは 2D 図面に加工余量を含めるべきです。余量がない場合、サポート痕の除去、変形の修正、または重要な特徴での最終公差の達成が困難になる可能性があります。
CNC または EDM 仕上げを必要とする典型的な特徴には以下が含まれます:
取り付け面およびフランジ面
シール面およびガスケット接触領域
ブレードルートおよび組み立てインターフェース
精密穴、スロット、およびねじ特徴
検査および組み立て用の基準面
制御された形状を必要とする重要なガスパスインターフェース
亀裂、変形、および内部欠陥の検査計画
検査計画は、Inconel 713C 3D プリント超合金部品にとって不可欠です。亀裂、変形、粉末の閉じ込め、および内部欠陥は主要な製造リスクであるため、検査は部品完成後に追加するのではなく、生産前に定義すべきです。
一般的な検査方法には、目視検査、寸法検査、CMM 測定、3D スキャン、X 線、CT スキャン、FAI レポート、および材料証明書レビューが含まれる場合があります。タービンブレードおよびノズル部品の場合、内部チャンネル、密閉空洞、または薄肉部分が関与する場合は、CT または X 線検査が重要となる可能性があります。
検査方法 | チェック内容 | 典型的な使用事例 |
|---|---|---|
目視検査 | 表面亀裂、サポート痕、明らかな欠陥 | 初期品質スクリーニング |
CMM 検査 | 重要な寸法と基準整合 | 加工インターフェースと組み立て特徴 |
3D スキャン | 全体プロファイルの偏差と変形 | 翼型、ブレード、および複雑な曲面 |
X 線検査 | 内部欠陥の兆候 | 高温部プロトタイプおよび構造部品 |
CT スキャン | 内部チャンネル、気孔率、粉末の閉じ込め | 冷却通路、ノズル構造、密閉空洞 |
FAI レポート | 初品寸法の確認 | 量産前のプロトタイプ検証 |
航空宇宙および航空分野の 3D プリンティングの場合、検査要件は RFQ ステージで明確に定義すべきです。これにより、部品が単なる嵌合確認、熱試験、流路検証、还是機能認定のためだけなのかという誤解を防ぐことができます。
Inconel 713C 3D プリント部品の DfAM チェックリスト
DfAM レビューは、印刷開始前に亀裂、変形、サポート除去の問題、および後加工の問題を軽減するのに役立ちます。Inconel 713C / GH4099 クラスの超合金部品については、見積もりと生産前に以下の項目をチェックすべきです:
最小壁厚と薄肉の安定性
鋭い角、内部半径、および応力集中領域
厚から薄への遷移と熱勾配のリスク
ビルド方向とサポートのアクセシビリティ
内部空洞またはチャンネルのための粉末除去穴
重要なガスパスまたはシール面上のサポート接触
基準、シール、取り付け、および精密特徴のための加工余量
用途に基づく熱処理および HIP 要件
寸法、亀裂、気孔率、および内部通路の検査基準
見積もり前にエンジニアリングレビューを依頼すべき時期
部品がタービンブレード、ノズルガイド部品、薄肉の高温部構造、燃焼試験部品、または高温治具である場合、エンジニアリングレビューを強く推奨します。これらの部品は、薄肉、複雑な曲線、内部通路、熱曝露、および厳しい組み立て要件を組み合わせていることがよくあります。
見積もり前の製造可能性レビューは、部品が印刷に適しているかどうか、設計変更が必要かどうか、サポートをどこに配置すべきか、どれだけの加工余量が必要か、そして熱処理、HIP、CT スキャン、または CMM 検査を見積もりに含めるべきかどうかを判断するのに役立ちます。
このレビューは、プロジェクトが以下を含む場合に特に重要です:
薄肉のタービンブレードまたはノズル形状
内部冷却チャンネルまたは密閉空洞
高い作動温度または繰り返しの熱サイクル
重要な取り付け、シール、または基準面
投資鋳造前のプロトタイプ検証
試験リグまたは高温部開発用の小ロットタービン部品
FAQ