中文
碳钢可用于 3D 打印服务
我们的 3D 打印服务支持多种碳钢材料,包括 Tool Steel D2、AISI 4130、AISI 4140 和 20MnCr5。这些材料具备高强度、耐磨与耐久性,适用于工装、汽车与工业应用。
发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
碳钢 3D 打印技术
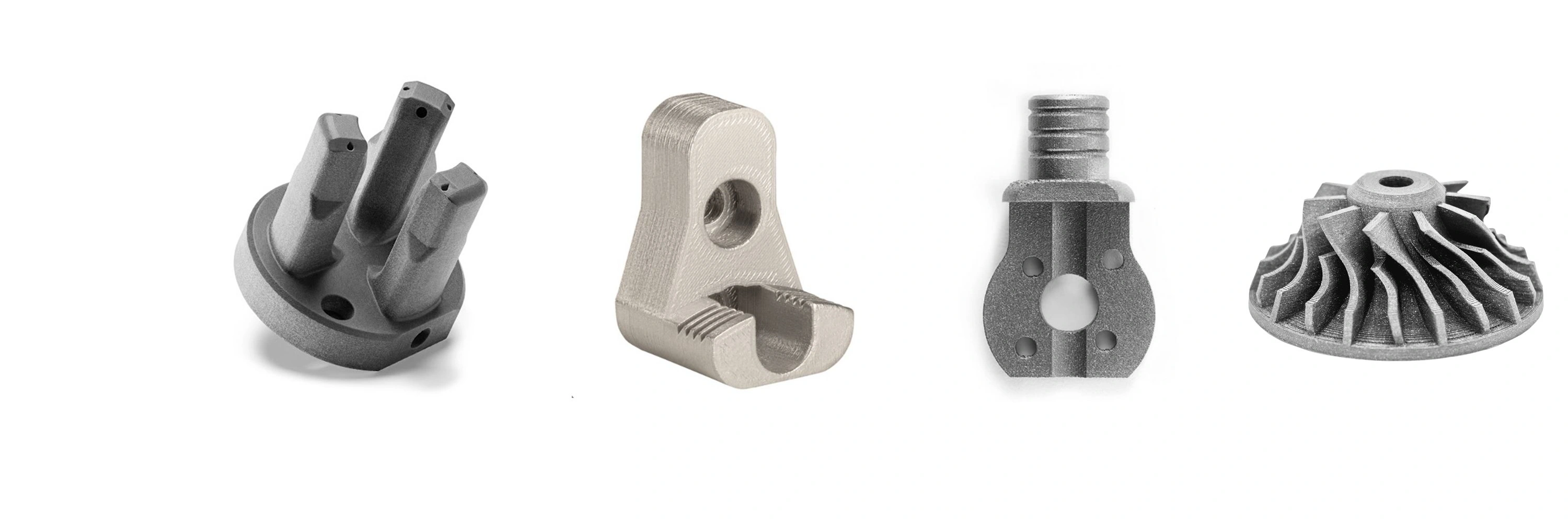
碳钢 3D 打印技术包括 DMLS、SLM、EBM 与粘结剂喷射(Binder Jetting),可为各行业生产高强度与高耐久零件。这些方法具备高精度,适合航空航天、汽车与工业应用,确保优异的力学性能与复杂几何成形能力。
3D 打印常用碳钢材料
3D 打印中的碳基材料具备优异的强度、轻量化与耐热性,适合航空航天、汽车与工业应用。常见类型包括用于高强轻量结构的碳纤维增强复合材料、具备优良导电性的石墨烯增强材料,以及兼具先进力学性能的碳纳米管改性聚合物。这些材料可实现耐用、高性能部件,并强化热与电学性能。
今天就开始一个新项目吧
为 3D 打印选择合适碳钢的建议
选择 3D 打印用碳钢需结合项目对强度、耐磨与后处理要求。工具钢适合切削与成型等高性能工况;AISI 4130、4140 与 20MnCr5 等牌号在结构件中兼顾强度与延展性。选材时可综合考虑抗拉强度、屈服强度、硬度与密度等指标。



