高密度化:HIPによる強度と信頼性の向上
はじめに
高性能エンジニアリング用途では、内部欠陥(鋳造品や積層造形部品では通常0.5~5%存在する気孔など)が強度、疲労寿命、長期信頼性を著しく損なう可能性があります。微小なボイド(10~100μm)でさえ、繰り返し荷重下で亀裂発生点となることがあります。
ホットアイソスタティックプレス(HIP)は、このような欠陥を除去し、密度を99.9~100%まで高める実証済みのソリューションです。ニューウェイでは、HIPを金属鋳造や3Dプリンティングと共に製造ワークフローに統合し、部品が最も厳しい構造的・信頼性要件を満たすことを保証しています。
ホットアイソスタティックプレス(HIP)とは?
ホットアイソスタティックプレス(HIP)は、高温と均一なガス圧力を適用して金属部品を高密度化する熱力学プロセスです。典型的な工業用HIPパラメータは以下の通りです:
• 温度範囲:900–1250°C(合金による)
• 圧力範囲:100–200 MPa(≈14,500–29,000 psi)
• 保持時間:2–4時間(厚肉部品では6時間以上に延長可能)
• 雰囲気:不活性ガス(アルゴン)
これらの条件下では、材料は塑性変形と拡散接合を起こし、外部形状を変化させることなく内部気孔を閉鎖し、収縮欠陥を除去します。
金属部品における密度の重要性
密度と機械的性能の関係は直接的かつ計測可能です:
• 気孔率が1%増加すると、疲労寿命は最大30~50%減少する可能性があります
• 完全に高密度な材料(≥99.9%)は、多孔質構造と比較して疲労強度を2~5倍向上させることができます
• 圧力部品の漏れ率は、HIP処理後、10⁻³から10⁻⁹ mbar·L/s以下に低下します
• 引張強度は一般的に5~15%向上します
• 疲労亀裂発生寿命は300%以上増加する可能性があります
安全性が重要な用途では、ほぼゼロの気孔率を達成することは選択肢ではなく、必須です。
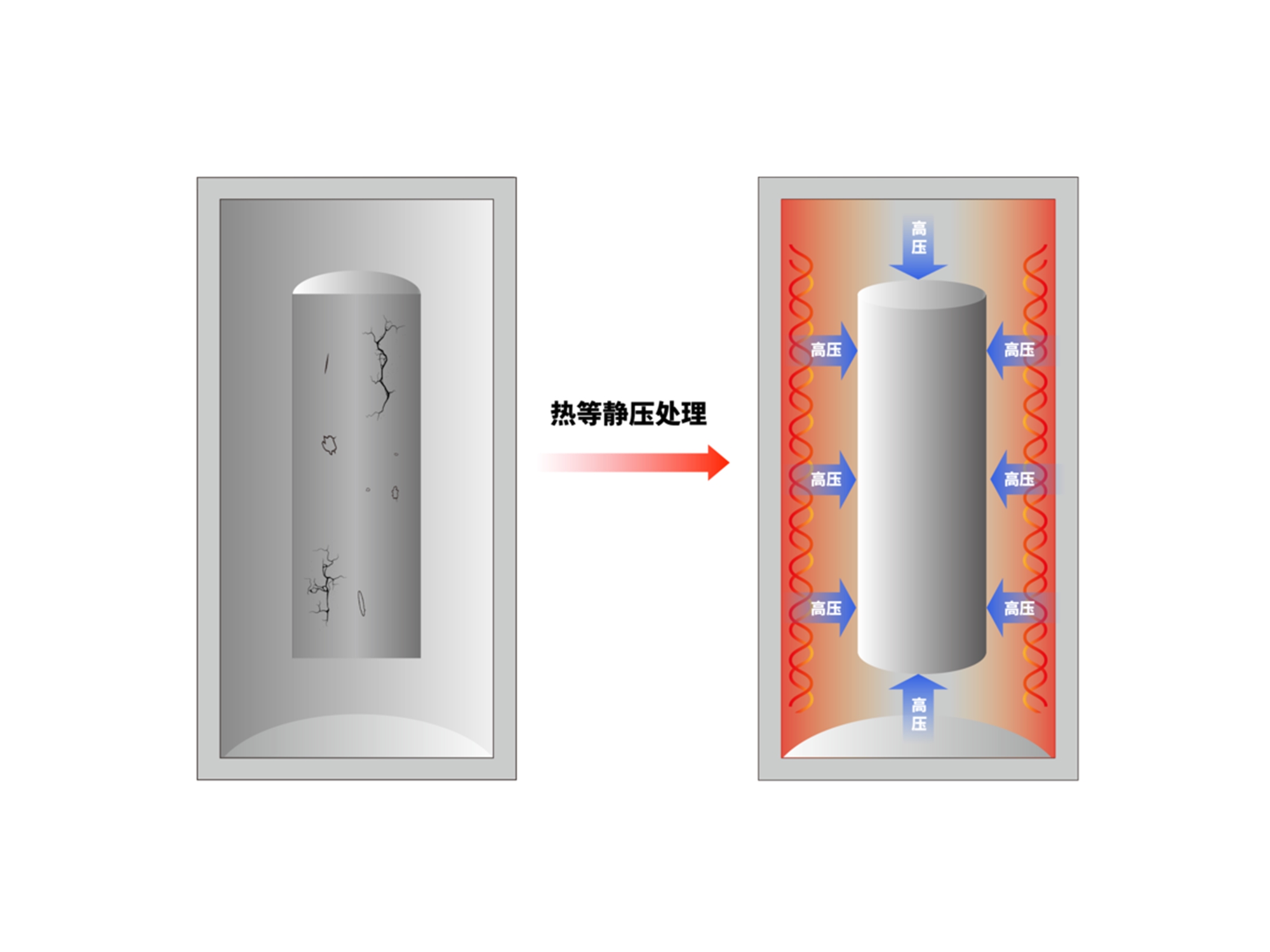
HIPの仕組み:プロセスの基本原理
HIPプロセスは、熱と圧力駆動の拡散メカニズムが結合した状態で作動します:
• 外部圧力が等方性圧縮応力を適用します
• 高温が原子拡散を活性化します
• 内部ボイドはクリープと拡散により崩壊・結合します
• 粒界が修復され、微細構造の均一性が向上します
• 残留応力が30~70%低減されます
制御冷却により歪みが防止され、寸法安定性が維持されます。
鋳造部品へのHIP適用
鋳造プロセスでは、プロセス制御と合金に応じて、典型的な気孔率レベルは0.5%から2%の範囲です。アルミニウムダイカストなどの高圧プロセスにおいても、微小気孔やガス巻き込みが発生する可能性があります。
HIP処理は測定可能な改善をもたらします:
• 気孔率低減:約1~2% → <0.05%
• 疲労強度向上:+50%から+200%
• 気密性向上:透過率が最大10⁶倍低減
• 降伏強度向上:典型的に+5~10%
これは、圧力ハウジング、自動車構造部品、流体システムにとって重要です。
積層造形へのHIP適用
金属積層造形プロセス(例:LPBF、WAAM)では、融合不良欠陥や閉じ込められたガスにより、気孔率レベルが0.1~1.5%となることがよくあります。
ラピッドプロトタイピングワークフローと組み合わせることで、HIPはプリント部品を生産グレードの部品に変革します:
• 密度向上:約98.5~99.5% → ≥99.9%
• 疲労寿命改善:2~4倍の増加
• 融合不良欠陥の除去
• 伸びの改善:+10~25%
• 機械的特性の異方性低減
航空宇宙および医療用途では、ASTM F2924(Ti-6Al-4V)などの認証基準を満たすためにHIPがしばしば必要とされます。
HIP処理後の機械的特性の改善
HIPは複数の材料特性を同時に向上させます:
疲労強度:初期気孔率に応じて50~300%向上
引張強度:典型的に+5~15%
延性:伸びが10~30%改善
破壊靭性:亀裂伝播に対する抵抗性向上
信頼性:バッチ間のばらつき低減(標準偏差が約20~40%低減)
これらの改善は、特に動的荷重を支える用途で価値があります。
HIPと他の後処理方法の比較
HIPは、表面に焦点を当てたプロセスとは異なり、内部欠陥に対処する点でユニークです:
• CNC加工は寸法精度を向上させます(典型的に±0.01–0.05 mm)
• 陽極酸化処理は表面硬度(HV 300–500)と耐食性を向上させます
• 表面コーティングは耐摩耗性と美観を向上させます
• HIPは内部密度と構造的完全性を向上させます
高性能部品では、これらのプロセスは互換性があるというより、補完的です。
HIPの用途
HIPは、故障が許容されない産業で広く採用されています:
• 航空宇宙:タービンブレード、構造ブラケット(疲労寿命は典型的に+200%)
• 自動車:エンジンブロック、トランスミッションハウジング
• 石油・ガス:漏れ率<10⁻⁹ mbar·L/sの圧力容器
• 医療:ほぼゼロの気孔率が要求されるインプラント
• 金型:熱疲労抵抗性が向上した金型
例えば、自動車部品に類似した、自動車システムで使用される高性能アルミニウム部品は、長期耐久性を確保するためにHIPに依存しています。
ニューウェイのワンストップ製造ソリューションにおけるHIP
ニューウェイでは、HIPをワンストップサービスに統合し、鋳造、積層造形、加工、仕上げとのシームレスな組み合わせを可能にしています。
この統合により、測定可能なメリットが得られます:
• リードタイム短縮:複数サプライヤーのワークフローと比較して15~30%
• 欠陥率低減:最大80%
• バッチ間のプロセス一貫性の向上
• 原材料から最終検査までの完全なトレーサビリティ
HIP技術の将来動向
HIP技術は、測定可能な改善と共に進化し続けています:
• サイクルタイム短縮:先進設備により最大20~40%
• 認証生産のための積層造形との統合
• リアルタイム監視とデジタルプロセス制御
• 大型部品(直径>2メートル)への拡大
これらの進歩により、現代の製造におけるHIPの効率と適用性がさらに向上するでしょう。
結論
ホットアイソスタティックプレス(HIP)は、ほぼ完全な密度を達成し、金属部品の機械的性能を最大化するための重要な基盤技術です。内部欠陥を除去し、微細構造の完全性を向上させることで、HIPは強度、疲労寿命、信頼性を著しく向上させます。
ニューウェイでは、HIPを先進的な製造プロセスと組み合わせ、最高のエンジニアリング基準を満たす部品を提供しています。性能と安全性が重要な用途では、HIPは単なる選択肢ではなく、必要不可欠なものです。
よくある質問
