Deutsch
Individueller Online-Kunststoff-3D-Druckservice
Unser Online-3D-Druckservice für Kunststoffteile bietet hochwertige Fertigung mit modernen Technologien wie FDM, SLA, SLS und mehr. Wir unterstützen verschiedene Kunststoffe und gewährleisten Präzision, Haltbarkeit und Individualisierung für Prototypen, funktionale Teile und serienreife Komponenten.
- Materialextrusion 3D-Druck
- Wannen-Photopolymerisation 3D-Druck
- Pulverbettfusion 3D-Druck
- Material-Jetting 3D-Druck

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Kunststoff-3D-Drucktechnologien
Kunststoff-3D-Drucktechnologien wie FDM, SLA, SLS und PolyJet bieten vielseitige Lösungen für Prototypen und Funktionsbauteile. Sie unterstützen Thermoplaste, Photopolymere und Pulver und gewährleisten Präzision, Haltbarkeit und Wirtschaftlichkeit für komplexe Designs in verschiedenen Branchen und Anwendungen.

Kunststoff-3D-Druck Materials
Anwendungen von 3D-gedruckten Kunststoffteilen
3D-gedruckte Kunststoffteile sind beliebt aufgrund ihrer Vielseitigkeit, Wirtschaftlichkeit und ihres breiten Eigenschaftsspektrums – von hoher Flexibilität bis zu beträchtlicher Festigkeit. Sie werden intensiv in Konsumgütern, Automobil und Medizintechnik eingesetzt, da sie komplexe Formen und Leichtbau ermöglichen.
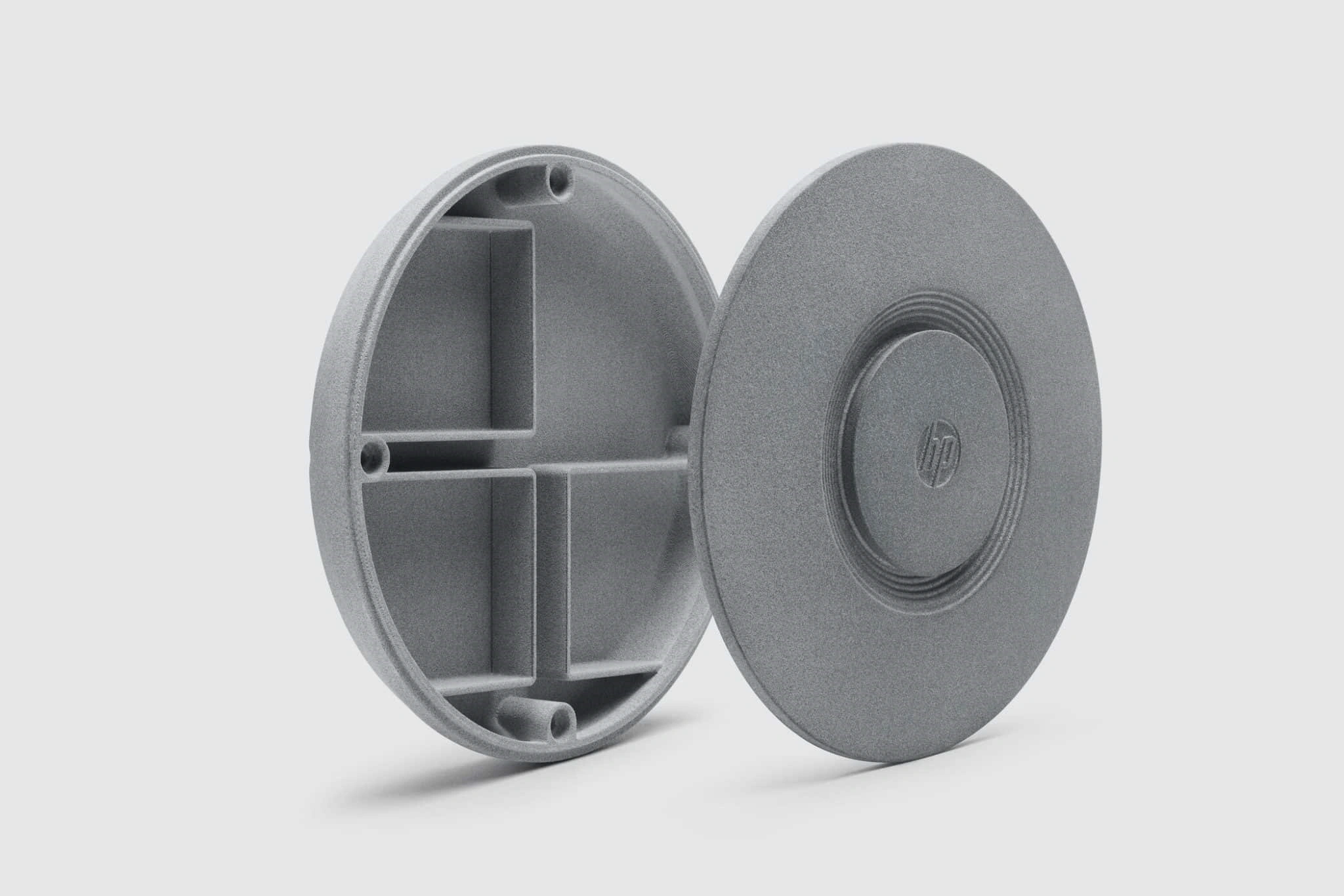
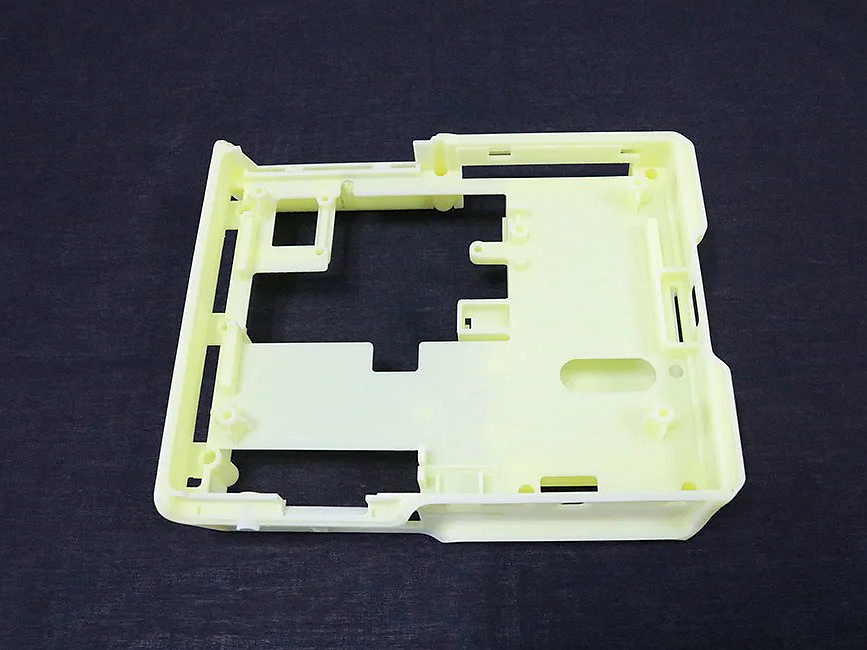
Galerie: 3D-gedruckte Kunststoffteile
Entdecken Sie die Vielseitigkeit des Kunststoff-3D-Drucks in unserer vielfältigen Sammlung präzisionsgefertigter Teile. Von eleganten Gehäusen für Unterhaltungselektronik bis zu robuster Schutzausrüstung, filigranem Schmuck und Lehrmitteln zeigt unsere Galerie Innovation in Design, Funktionalität und Rapid Prototyping. Erfahren Sie, wie Kunststoff-3D-Druck Branchen mit Effizienz und Kreativität transformiert.








Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinien für 3D-gedruckte Kunststoffteile
Beim Design von Kunststoffteilen für den 3D-Druck sind niedrige Schmelzpunkte, die Reduzierung von Verzug und die Sicherstellung der Drucktreue zu berücksichtigen. Strategien fokussieren auf optimierte Wandstärken, Stützbedarf und Bauteilorientierung, um die Flexibilität und Vielseitigkeit von Kunststoffen effektiv zu nutzen.
Fertigungsaspekte für 3D-gedruckte Kunststoffteile
Fertigungsaspekte sind entscheidend, um den Prozess zu optimieren und Qualität sowie Funktionalität der Endprodukte zu steigern. Dazu gehören geeignete Materialauswahl, Kontrolle der Druckumgebung und wirksame Nachbearbeitungstechniken.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.