Deutsch
Online-3D-Druckservice für Pulverbettfusion
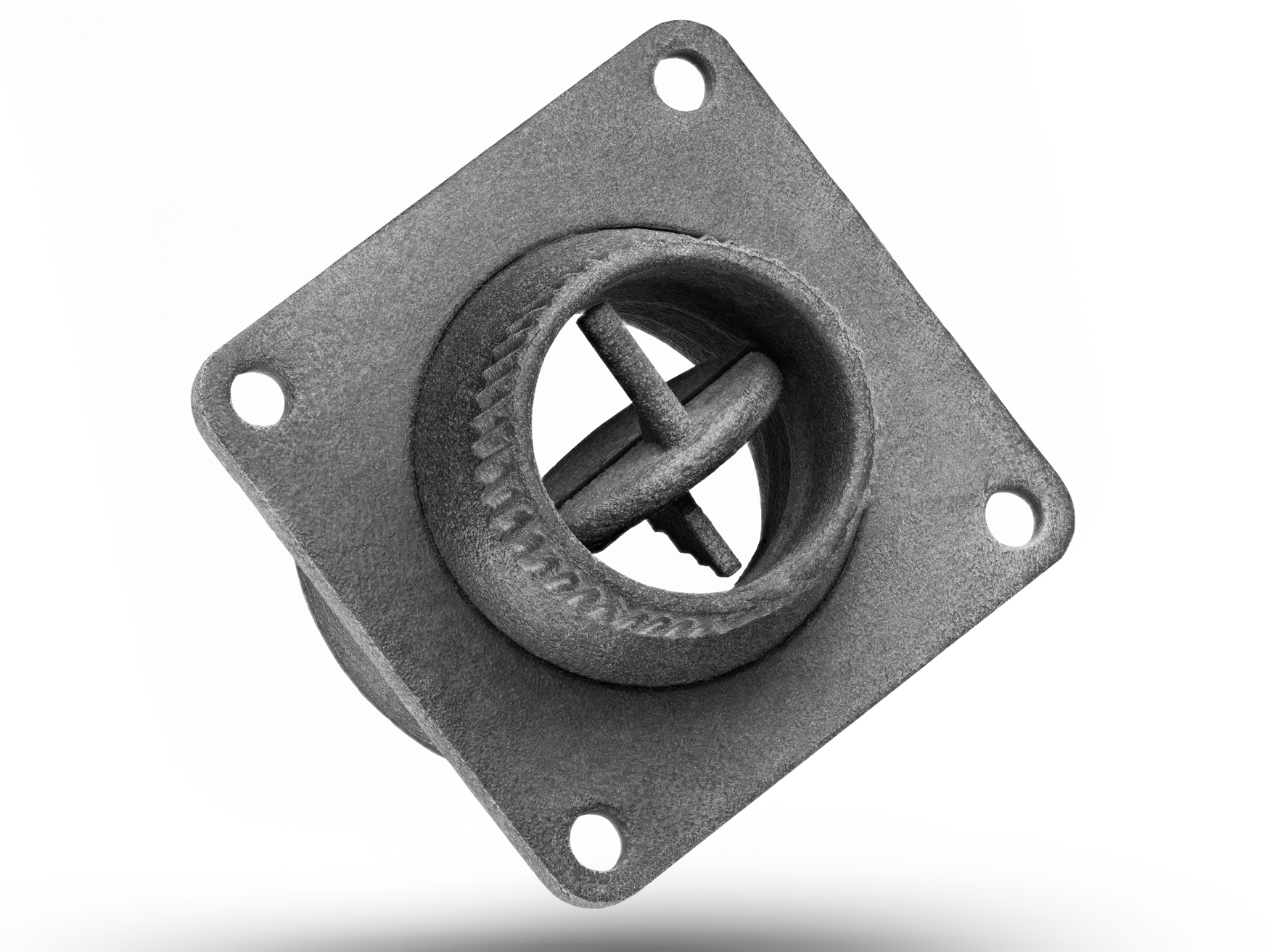
Unser Online-3D-Druckservice für Pulverbettfusion nutzt Selective Laser Sintering (SLS), Multi Jet Fusion (MJF), Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM) und Electron Beam Melting (EBM). Diese Verfahren ermöglichen hochfeste, komplexe Teile mit überlegenen Materialeigenschaften für industrielle Anwendungen und Rapid Prototyping.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Vorteile des 3D-Druckservices mit Pulverbettfusion
Beim 3D-Druck mit Pulverbettfusion werden Pulvermaterialien schichtweise durch einen Laser- oder Elektronenstrahl aufgeschmolzen bzw. verschmolzen. So entstehen hochdetaillierte, belastbare Bauteile mit exzellenten mechanischen Eigenschaften – ideal für Prototyping und die Serienfertigung komplexer Komponenten.

SLS vs. MJF vs. DMLS vs. SLM vs. EBM
Der Vergleich zeigt die Unterschiede zwischen Selective Laser Sintering (SLS), Multi Jet Fusion (MJF), Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM) und Electron Beam Melting (EBM) hinsichtlich Technologie, Materialien, Festigkeit, Genauigkeit, Geschwindigkeit, Oberflächenfinish, Maschinenkosten und Anwendungen.
Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinien für PBF-3D-gedruckte Teile
Diese Richtlinien zur Pulverbettfusion helfen, die Bauteilleistung zu optimieren – u. a. durch Vorgaben zu Feature-Größe, Wandstärke, Stützen, Ausrichtung und mehr. Die Empfehlungen verbessern Präzision, strukturelle Integrität und die allgemeine Druckqualität.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.