中文
在线钛合金零件 3D 打印服务
借助我们的钛合金零件 3D 打印服务,体验精密与创新。我们采用粉末床熔融、粘结剂喷射、片材层压与定向能量沉积等工艺,为多元应用提供高质量、可定制的钛合金组件。

发送您的设计和规格以获取免费报价
所有上传的文件均安全且保密
钛合金 3D 打印技术
钛合金 3D 打印采用 DMLS、SLM、EBM、粘结剂喷射、LMD、EBAM、WAAM、UAM 与 LOM 等先进技术。这些方法可实现高精度、具成本效益的钛合金零件生产,凭借卓越的力学性能与可扩展性服务于航空航天、医疗与工业领域。

钛金属3D打印 Materials
钛合金 3D 打印件的后处理工艺
通过先进的后处理方法(包括 CNC 加工、EDM、热处理、HIP、热障涂层与表面处理)优化钛合金零件的性能与质量,确保更高的耐久性、精度与针对性功能。
钛合金 3D 打印零件的应用
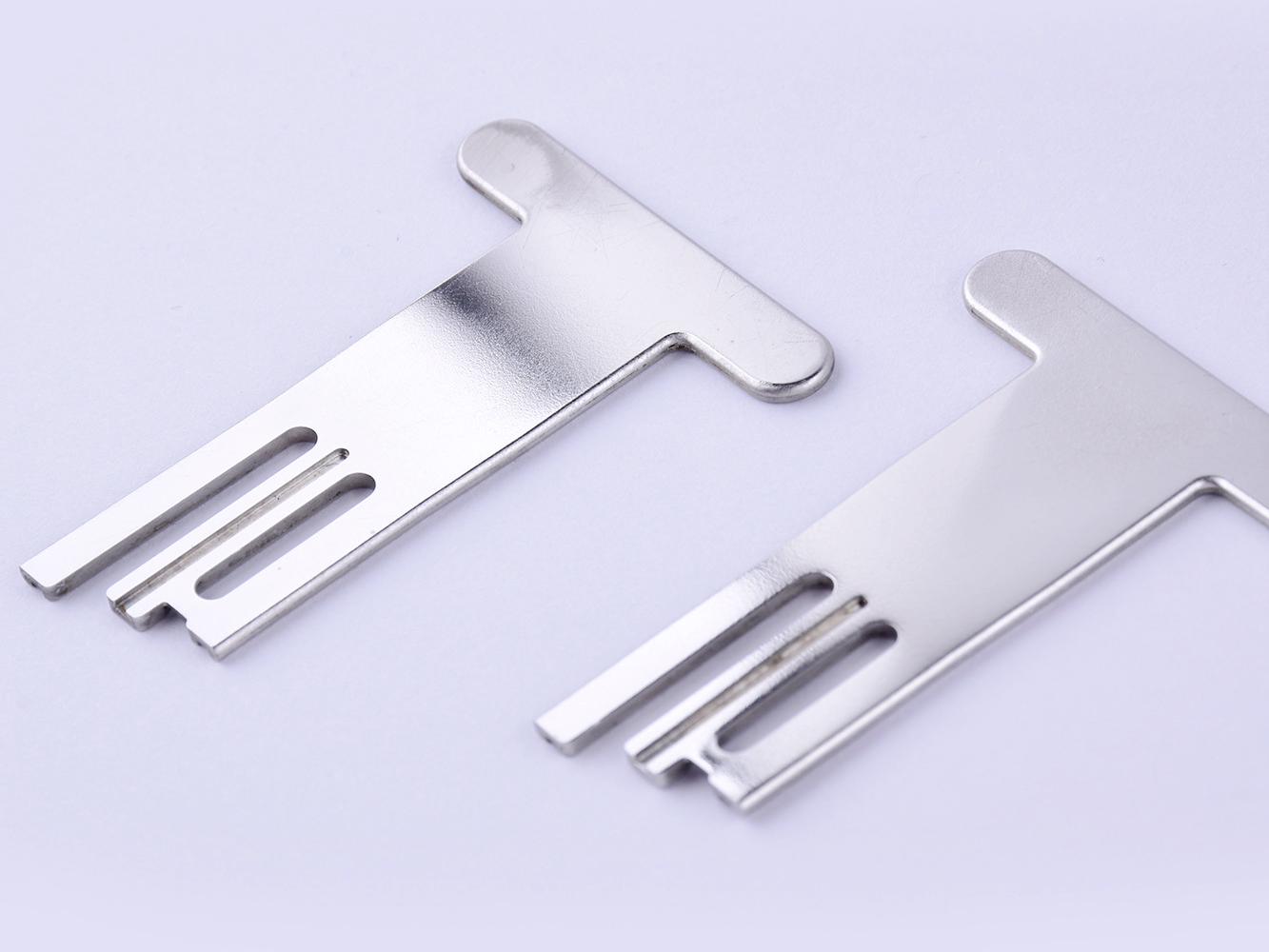
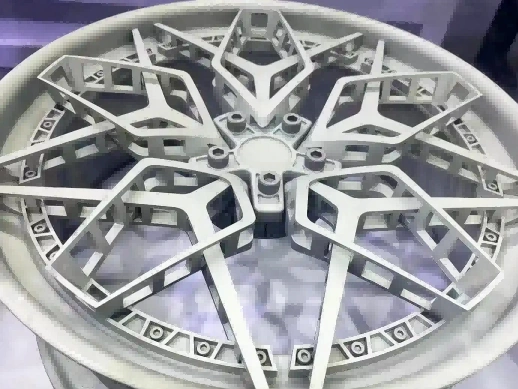
钛合金 3D 打印零件以高比强度、耐腐蚀与优良生物相容性而著称,广泛应用于需要轻量且高强材料、并对精度与复杂几何有高要求的行业领域。
钛合金 3D 打印零件案例研究
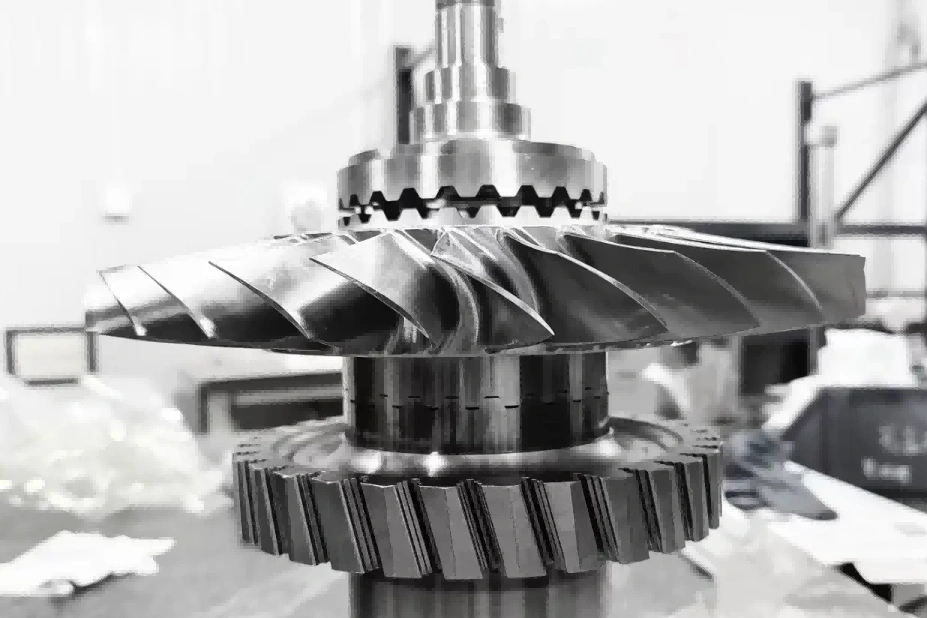
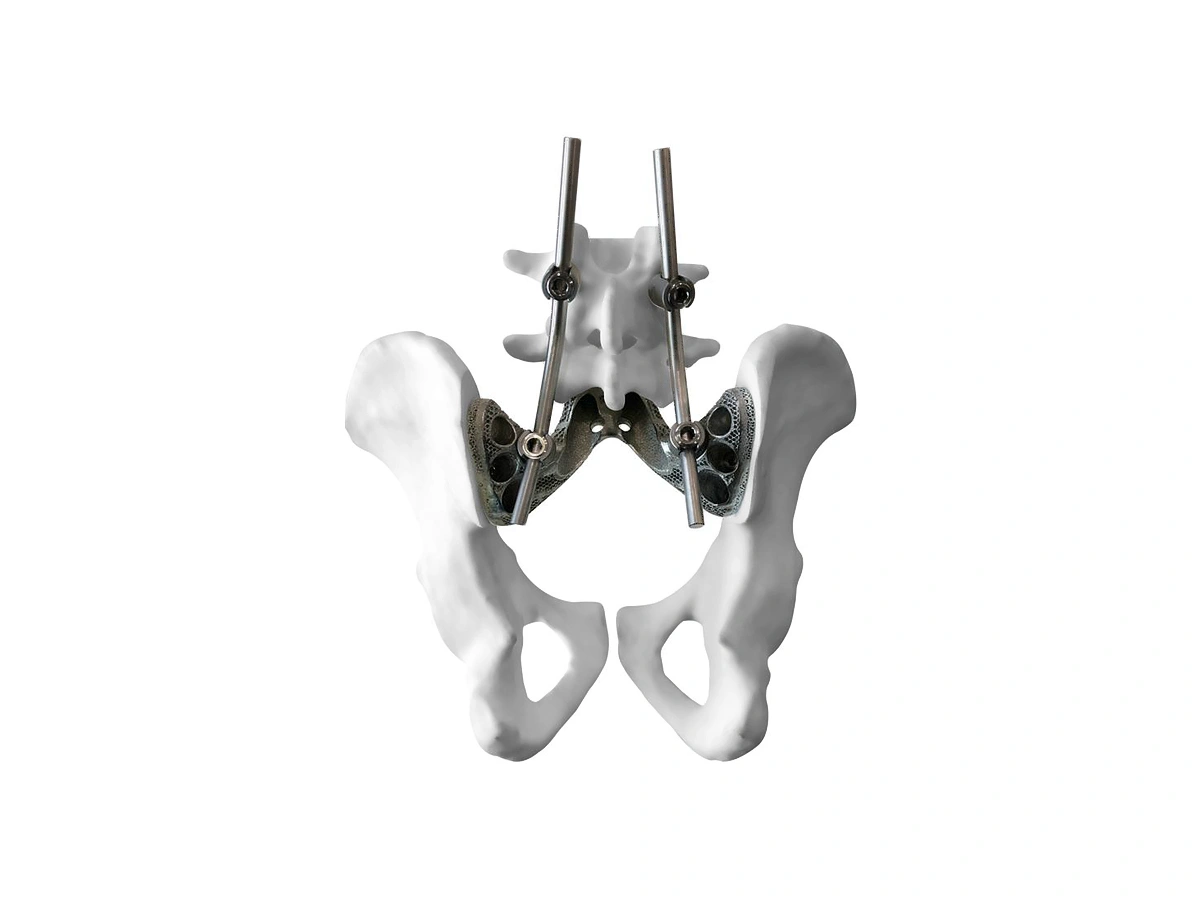
本案例研究展示先进钛合金 3D 打印如何为航空航天、医疗与汽车行业提供高强、轻量、耐腐蚀的解决方案。从定制假肢与牙科植入物到耐用汽车部件与航空支架,案例突出精密制造、快速原型与在严苛工况下的卓越性能。







今天就开始一个新项目吧
钛合金 3D 打印零件的设计考量
设计钛合金 3D 打印零件时,应关注壁厚、公差与孔设计以确保结构完整性;对关键悬垂使用支撑,并优化摆放方向以提升打印质量;实施热管理以避免变形,高效引入晶格结构以减重;通过圆角与平滑过渡降低应力集中;打印后进行热处理以提升力学性能并消除内应力。
钛合金 3D 打印零件的制造考量
要充分发挥钛合金的高比强度与优异耐蚀性,必须重视制造过程中的关键控制:避免污染的受控环境、有效管理热应力,并通过精确的后处理获得最佳力学性能。