中文

塑料3D打印技术
塑料3D打印技术(FDM、SLA、SLS、PolyJet等)适用于原型与功能件,兼容热塑性材料、光敏树脂与粉末体系,能够在各行业与应用中为复杂设计提供精度、耐用性与成本效率。

塑料3D打印 Materials
塑料3D打印零件的应用
塑料3D打印件因其多样性、成本优势与广泛的性能区间(从高柔性到高强度)而广受青睐。其能够形成复杂形状与轻量化结构,广泛应用于消费品、汽车与医疗器械等行业。
塑料3D打印零件画廊
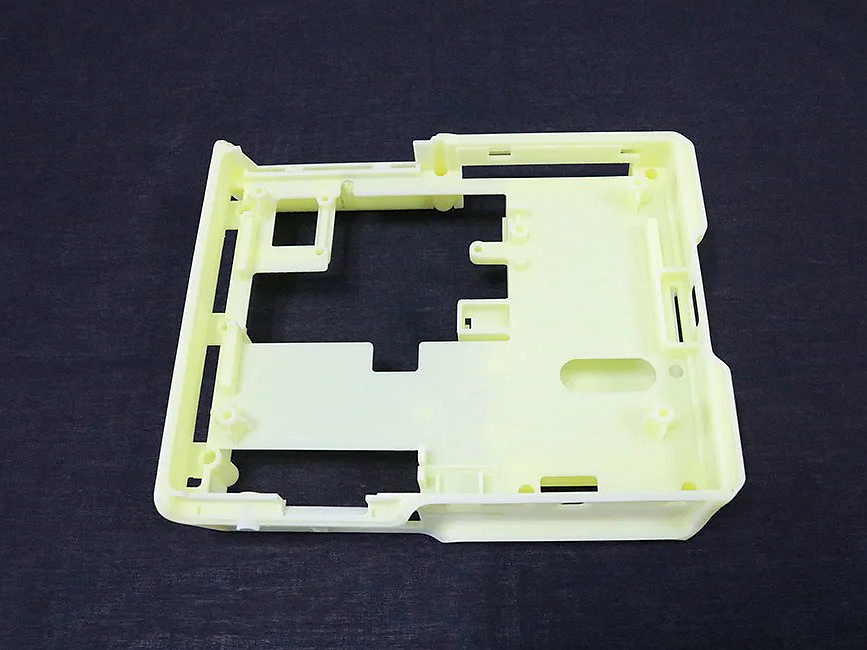
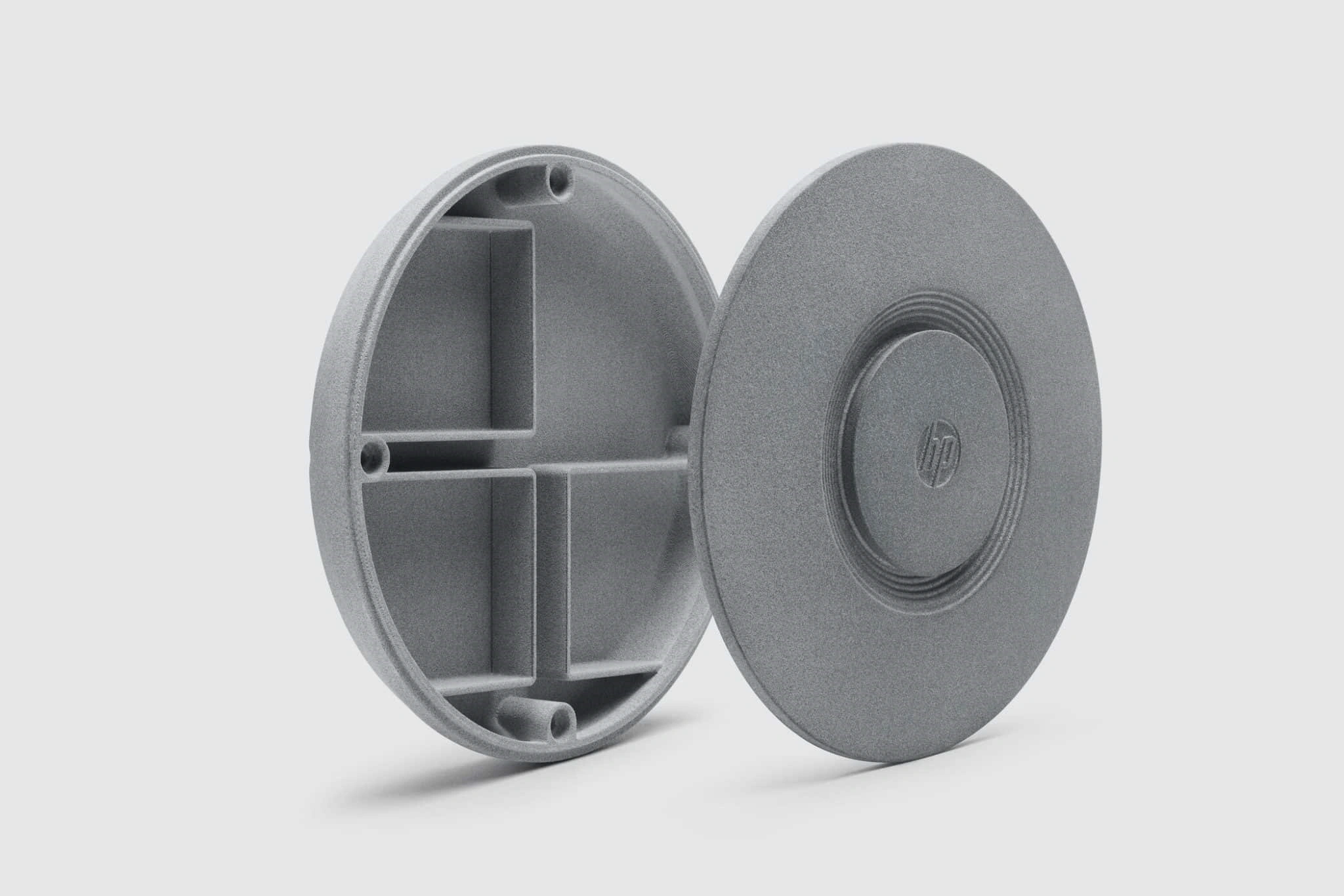
通过我们多样的精密部件合集,探索塑料3D打印的多功能性:从精致的消费电子外壳到耐用的防护装备、复杂的珠宝与教学工具,画廊展示了设计、功能与快速原型的创新。了解塑料3D打印如何以高效与创造力赋能各行各业。








今天就开始一个新项目吧
塑料3D打印零件的设计考量
针对塑料3D打印的设计需考虑较低熔点、减小翘曲并确保成形精度。策略侧重优化壁厚、支撑需求与成形方向,从而有效发挥塑料材料的柔性与多样性。
塑料3D打印零件的制造考量
针对塑料3D打印的制造考量有助于优化生产流程并提升最终产品的质量与功能,包括合理选材、控制打印环境,并实施有效的后处理工艺。