金属3D打印与CNC加工:哪种工艺对定制零件更具成本效益?
引言
在当今先进的制造业格局中,金属3D打印和CNC加工都是生产高性能定制零件的核心技术。设计师和采购团队在选择项目最佳工艺时,越来越将成本效益作为关键评估因素。
金属增材制造提供了无与伦比的设计自由度和材料效率,而CNC加工则为成熟的几何形状提供了卓越的精度和表面光洁度。根据生产批量、复杂性和材料要求,每种技术都呈现出不同的成本优势。
本博客详细比较了金属3D打印和CNC加工,分析了它们在不同制造场景下的各自成本驱动因素。通过对工艺能力、材料利用率和后处理要求的深入洞察,本指南将帮助工程师和采购人员在采购定制金属零件时做出明智的决策。
 金属3D打印与CNC加工的核心区别
金属3D打印与CNC加工的核心区别
工艺概述
金属3D打印是一种增材工艺,零件根据数字设计逐层构建,无需工装即可实现高度复杂的几何形状。常见技术包括粉末床熔融和定向能量沉积。相比之下,CNC加工是一种减材工艺,使用计算机控制的切削工具从实心坯料上去除材料。
两种工艺都是数字驱动的,但在材料流动和几何可能性方面存在根本差异。对于具有内部通道或晶格结构的部件,金属增材制造提供了无与伦比的设计灵活性。CNC加工在具有明确表面和严格公差的精密零件方面表现出色。
设计自由度
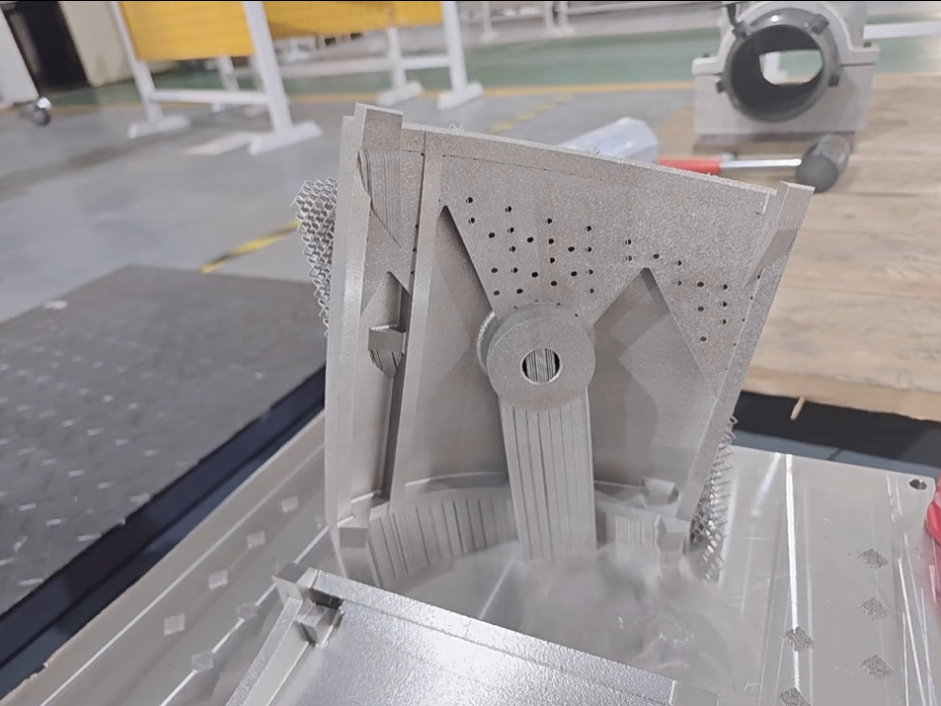
金属3D打印允许自由形状的几何结构,例如集成冷却通道、晶格结构和拓扑优化零件——这些设计通过传统方法无法实现或效率极低。工程师使用用于定制零件制造的3D打印技术可以将多个组件整合成一个单一打印零件,从而减少装配复杂性。
相反,CNC加工为外表面和锐边提供了卓越的控制,使其成为需要±0.01毫米公差的配合组件和装配件的理想选择。它对于生产具有大平面和简单棱柱几何形状的零件也非常有效。
材料兼容性
两种技术都支持广泛的金属材料,但存在不同的限制。金属3D打印可以高效处理钛合金、高温合金和不锈钢等高价值材料。例如,碳钢3D打印经常用于强度重量比至关重要的结构部件。
CNC加工提供了更广泛的材料灵活性,包括淬硬钢、特种合金以及复合材料等非金属材料。与3D打印进行比较时,必须将可加工性、材料硬度和刀具磨损纳入成本计算。
总结
比较核心差异时,金属3D打印在几何复杂性和材料效率方面占主导地位,而CNC加工为成熟的零件设计提供了卓越的精度和可扩展性。这两种技术之间的选择通常取决于具体的项目要求,这将在后续章节中进一步探讨。
金属3D打印的成本因素
设置和工装成本
金属3D打印的主要优势之一是最小的前期投资。与CNC加工或铸造不同,它不需要定制工装、模具或夹具。这对于小批量生产或原型开发尤其有价值。通过高温合金3D打印,复杂的航空航天或能源部件可以从数字模型快速转变为实体零件,并显著缩短交付时间和启动成本。
这种灵活性还使工程师能够快速迭代设计,而无需承担额外的工装费用——这在敏捷性至关重要的行业中是一个关键因素。
材料利用率和浪费
金属增材制造在材料使用方面非常高效。粉末床熔融工艺通常实现95%–98%的材料利用率,因为未使用的粉末可以回收并用于后续构建。相比之下,CNC加工从实心坯料上去除大量材料,通常导致50%–70%的材料浪费,特别是对于复杂几何形状。
当使用钛合金或Inconel等昂贵合金时,这种材料效率的影响尤为显著,因为原材料成本在零件总成本中占主导地位。
交付时间和生产速度
金属3D打印为中低批量生产提供了极快的周转时间。零件通常可以在3-7天内打印并交付,绕过了与传统制造相关的长交付周期。这就是为什么航空航天和医疗等关键行业的快速原型制造已经拥抱了金属增材制造。
对于数量为1-100件的定制零件,金属3D打印的单件成本通常低于CNC加工,特别是在考虑到从设计到生产的周期时间缩短时。
后处理要求
后处理是金属3D打印中的一个重要成本因素。根据应用,零件可能需要热处理、热等静压和机加工,以达到所需的机械性能和表面光洁度。标准的热处理用于优化材料性能,而热等静压则提高密度和疲劳寿命。
虽然这些步骤增加了总成本,但它们与CNC加工中使用的二次工艺(磨削、抛光)相当,并且对于许多应用,考虑到在交付时间和设计自由度方面的优势,零件的总体成本仍然具有竞争力。
CNC加工的成本因素
设置和编程成本
CNC加工需要在编程和夹具设置上进行前期投资。对于每个新零件,都需要CAM(计算机辅助制造)编程来生成刀具路径,这对于复杂几何形状可能非常耗时。此外,通常需要定制夹具或卡具来在加工过程中牢固地固定零件,特别是对于多轴操作。
虽然这些设置成本在大批量生产中会得到分摊,但与金属3D打印相比,它们可能使CNC加工对于原型或小批量生产而言成本效益较低。
加工时间和刀具磨损
材料硬度和几何复杂性直接影响CNC加工成本。例如,加工Inconel 718(一种常用于航空航天的高温合金)由于其加工硬化行为,需要专用刀具并降低进给率。这增加了加工时间并加速了刀具磨损,导致更高的运营成本。
此外,复杂的内部几何形状或底切通常需要复杂的设置或根本无法加工,与增材制造相比,这进一步推高了成本。
材料浪费和效率
CNC加工本质上是浪费的,特别是在使用坯料加工复杂零件时。材料去除率可能导致50%–70%的原材料变成切屑,特别是在加工具有空心特征或有机几何形状的零件时。
相比之下,不锈钢3D打印工艺以最小的浪费生产近净形零件,使得增材制造对于高价值材料更加高效。
表面光洁度和公差
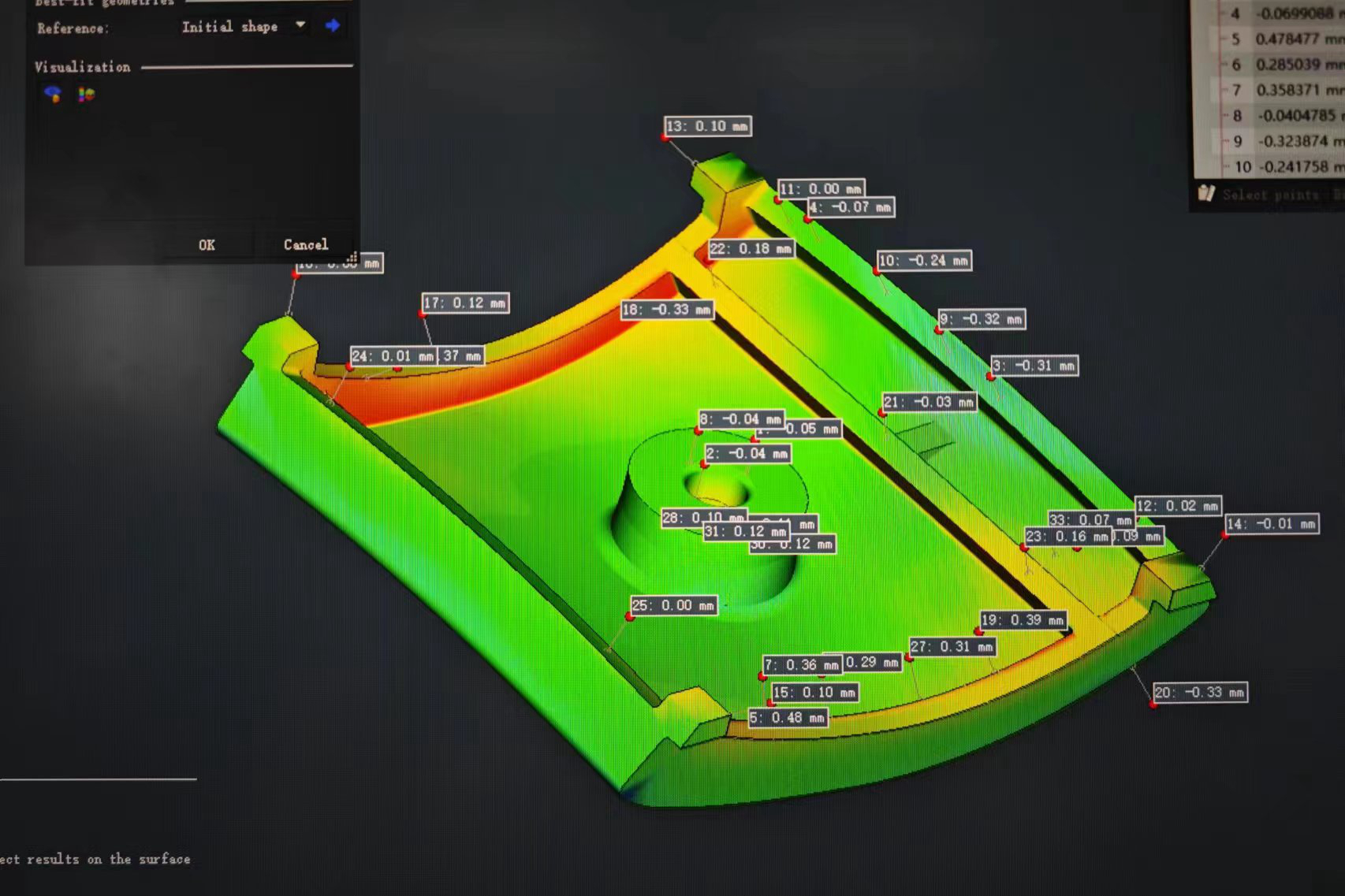
CNC加工在实现严格公差和卓越表面光洁度方面表现出色。标准CNC操作可以实现±0.01毫米或更好的尺寸精度,以及低至Ra 0.4–0.8 µm的表面光洁度,这对于配合零件和功能表面至关重要。
对于需要镜面光洁度或超精密特征的组件,通常使用电火花加工。诸如用于镜面加工的电火花加工等技术进一步提高了光洁度质量,尽管它们增加了处理时间和成本。

金属3D打印何时更具成本效益?
中低批量生产
金属3D打印对于中低批量生产尤其具有成本效益,通常在1到500个零件的范围内。由于不需要工装或夹具,增材制造消除了与CNC加工相关的高昂设置成本。这使得小批量生产和快速迭代周期具有成本效益,而无需增量投资。
对于产品开发阶段或限量系列生产,采用金属增材制造的快速原型制造大大缩短了上市时间并降低了前期成本。
复杂几何形状
当制造具有复杂内部几何形状、集成特征或有机结构的零件时,金属3D打印提供了明显的成本优势。CNC加工对于此类设计要么难以实现,要么成本高得令人望而却步,因为它需要多轴加工、特殊刀具或多个组件的装配。
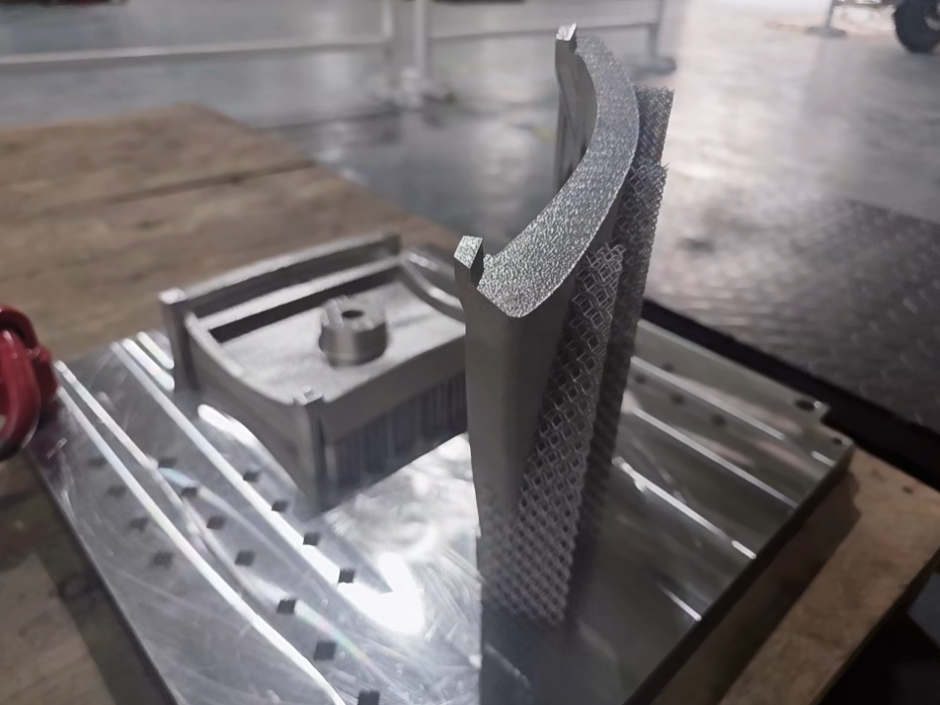
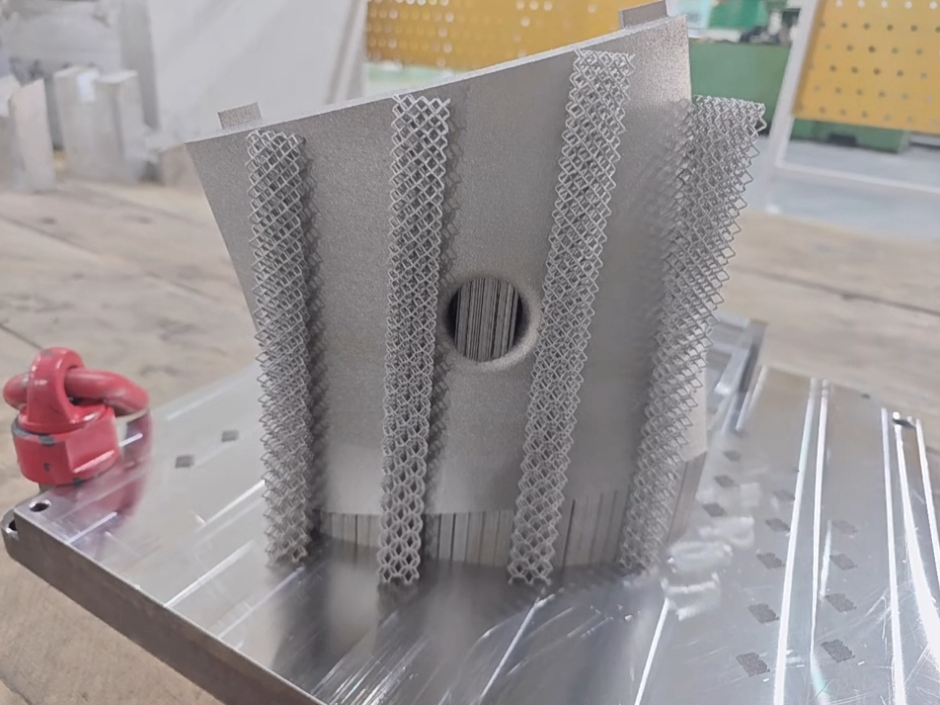
在航空航天和发电等领域,金属增材制造实现了优化冷却效率和减少零件数量的设计。具有内部通道或晶格结构的定制高温合金零件是金属3D打印在成本和性能方面都优于机加工的绝佳例子。
短交付周期
对于需要短交付周期的应用,金属3D打印提供了无与伦比的灵活性。零件可以在短短3到7天内打印、后处理和交付,而CNC加工,特别是涉及复杂设置时,通常需要更长的交付周期。
这使得金属增材制造成为时间敏感项目、紧急替换零件或早期产品开发的首选,在这些情况下,速度对市场成功至关重要。
CNC加工何时更具成本效益?
大批量生产
随着生产批量的增加,CNC加工变得更具成本效益。一旦初始设置和编程完成,对于大批量生产运行,每件的边际成本会显著下降。对于超过1,000件的订单,由于更快的周期时间和优化的材料采购,CNC加工通常在单件成本上优于金属3D打印。
此外,采用多轴CNC机床和托盘交换器的自动化实现了连续、无人值守的加工,进一步降低了单件成本。
严格公差零件
当应用要求极其严格的公差——通常为±0.01毫米或更好时——CNC加工仍然是首选工艺。例如,医疗和保健行业中使用的许多组件,如手术器械和骨科植入物,必须满足严格的尺寸和表面光洁度标准,这些标准最好通过精密加工来实现。
虽然金属3D打印可以生产近净形零件,但通常需要额外的机加工来实现如此精细的公差,这增加了成本和时间。对于公差是主要驱动因素的零件,CNC加工更具成本效益。
标准几何形状和材料
对于具有标准几何形状的零件——例如平板、轴或简单的棱柱形状——CNC加工通常更具成本效益。这些设计可以从库存材料中快速加工,浪费和刀具复杂性最小。
碳钢、铝和标准不锈钢等常见材料以坯料形式广泛供应,并且高度优化用于CNC工艺。在这种情况下,CNC加工比打印提供更快的吞吐量和更低的成本。
结论:如何选择正确的工艺
在金属3D打印和CNC加工之间进行选择取决于多个因素——设计复杂性、生产批量、所需公差、材料类型和交付周期。对于涉及复杂几何形状、中低批量或快速周转需求的项目,金属增材制造提供了明显的成本和设计优势。
相反,对于大批量生产、严格公差组件或简单几何形状,CNC加工仍然是最具成本效益的解决方案。许多制造商现在采用混合方法,结合两种工艺的优势来优化性能和成本。
新兴应用,例如定制不锈钢3D打印,继续推动增材技术可实现性的边界。最终,了解权衡取舍并将正确的工艺与项目的具体要求相匹配,可以确保最佳的投资回报和产品性能。
