体视显微镜质量检测:表面缺陷分级与返工决策
引言:超越肉眼——体视显微镜如何实现表面质量控制的数字化与系统化
在金属增材制造中,表面质量不仅关乎外观;它是影响零件功能和使用寿命的关键因素。作为纽威的质量工程师,我们充分理解3D打印零件表面缺陷的多样性和复杂性,从粉末粘附、支撑残留到微裂纹。仅依靠目视检查会引入主观性和不一致性。为了应对这些挑战,我们实施了体视显微镜检测系统。这项技术将表面质量控制从基于经验的主观判断提升到数据驱动的客观评估,为缺陷分级和返工决策提供了科学依据。
什么是基于体视显微镜的表面质量检测?
技术优势:三维景深与立体视觉
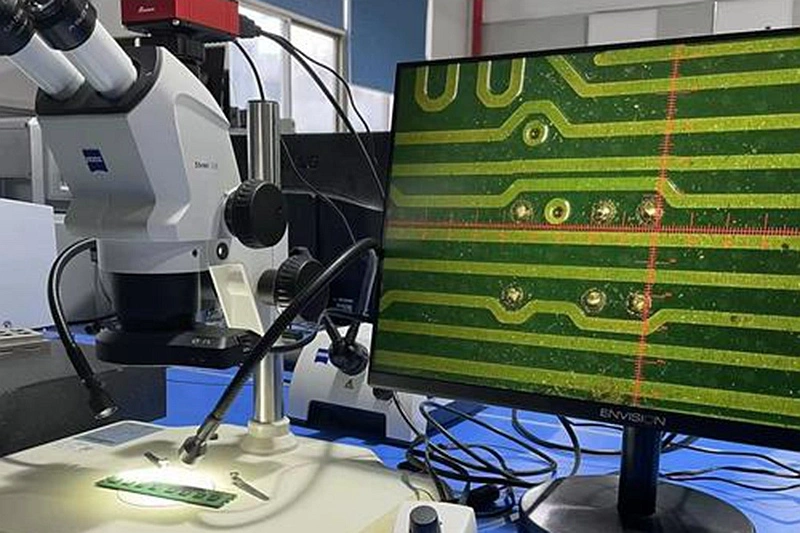
体视显微镜与传统光学显微镜或简单的放大镜有根本区别。其核心优势在于提供具有真实深度感知的真正三维图像。在我们的日常检测中,这种立体视觉能力使工程师能够准确评估缺陷的深度、形态和实际严重程度。例如,在检查支撑去除痕迹时,我们不仅能观察表面痕迹,还能清晰地确定凹陷的深度以及受影响周围材料的范围——这些是二维成像根本无法提供的关键信息。
纽威的标准化检测流程
我们建立了一套全面的标准化工作流程,以确保结果的一致性和可比性。首先,我们使用具有固定参数的LED环形光源,为每次检测保持相同的照明条件。应用预定义的放大倍率序列(20倍、50倍、100倍),并根据缺陷类型选择合适的级别。工程师遵循定义的扫描路径,系统地检查所有关键和一般表面,确保没有区域被遗漏。最后,根据我们内部的评估标准,对发现的缺陷进行识别、分类和记录。
纽威如何将体视显微镜整合到表面质量检测与返工决策中
缺陷识别与精确分类
在体视显微镜下,不同的表面缺陷表现出不同的形态特征。我们可以准确地区分粉末粘附与划痕,并区分支撑接触痕迹与热裂纹。例如,部分烧结的粉末颗粒通常表现为随机分布的球形凸起,而支撑残留则呈现规则的几何图案和方向性分布。这种精确的分类为后续决策提供了坚实的基础。
建立缺陷分级标准:从可接受到拒收
借鉴多年的经验和实证数据,我们开发了一套科学的缺陷分级系统。它全面考虑了缺陷的大小、密度、位置以及零件的最终使用条件。缺陷被分为三个等级:可接受、需要返工和报废。例如,非关键区域的轻微粉末粘附可能被归类为可接受,而相同类型的缺陷出现在密封面上则可能被标记为需要返工。
指导精确返工:确定最佳后处理方法
体视显微镜的发现直接指导我们选择后处理方法。对于轻微的粉末粘附,我们可能建议仅进行喷砂;对于较深的支撑疤痕,则可能需要抛光或局部CNC精加工。这种基于诊断的方法确保了最佳的修复效果,同时最大限度地降低成本并避免不必要的过度处理。
显微镜下的典型增材制造表面缺陷及其分级
粉末粘附与未烧结颗粒
在体视显微镜下,粉末粘附表现为随机分布的球形颗粒,大小从几十微米到几百微米不等。我们根据单位面积内的颗粒数量及其大小,将这些情况分为三个等级:轻微(<5 颗粒/平方厘米)、中等(5–15 颗粒/平方厘米)和严重(>15 颗粒/平方厘米)。这种定量方法确保了一致的评估。
支撑接触痕迹与疤痕
支撑残留缺陷在放大镜下呈现规则的几何图案,并且通常伴有局部撕裂或凹陷。我们根据其深度和尖锐度进行分级:浅痕(深度 < 50 μm)通常可以接受,而深且尖锐的疤痕(深度 > 100 μm)通常需要处理,因为它们可能成为应力集中点和疲劳裂纹的起始点。
划痕、层线及球化现象
不同的3D打印工艺会产生独特的表面特征。划痕表现为线性凹槽,层线表现为周期性的阶梯状图案,球化则表现为不规则的金属球形突起。我们根据这些特征的显著程度及其对零件功能的影响进行分级,为工艺优化提供有针对性的反馈。
数据驱动的返工决策对核心制造流程的价值
体视显微镜检测系统显著提升了我们的制造效率和质量稳健性。首先,通过准确的缺陷分级,我们避免了不必要的返工,使后处理成本降低了约15%。其次,通过深入了解缺陷形态,我们选择了更具针对性的返工方法,使返工成功率提高了30%以上。最重要的是,我们为每个零件建立的视觉质量记录完全符合航空航天等行业严格的追溯性要求。
体视显微镜与其他检测技术的协同作用
作为内部缺陷检测前的第一线工具
在我们的检测工作流程中,体视显微镜评估通常用作工业CT和X射线测试之前的初步步骤。通过首先排除与表面相关的问题,我们可以更有效地集中内部检测资源,确保全面而高效的缺陷分析。
与材料分析的相关性
当在表面检测到疑似裂纹或异常时,体视显微镜在定位方面起着关键作用。我们在显微镜下精确标记可疑区域,然后制备横截面样品进行金相分析,以检查裂纹的深度、扩展路径和根本原因。
补充尺寸控制
体视显微镜在我们的质量框架内补充了3D扫描。3D扫描确保宏观层面的尺寸符合性,而体视显微镜则专注于微观层面的表面完整性。两者结合,从整体几何形状到最小的表面特征,实现了全面的质量控制。
案例研究:体视显微镜检测如何挽救一批高价值的Inconel 718涡轮叶片
在一个航空发动机项目中,一批通过粉末床熔融生产的Inconel 718涡轮叶片经过热处理后进入最终检测。目视检查发现叶片压力面有微弱的痕迹,最初表明需要返工。
我们立即使用体视显微镜进行了详细评估。在50倍放大倍率下,这些痕迹被明确识别为密集但非常浅的支撑去除疤痕,测量深度在20至30 μm之间,并且未观察到对基体材料的损伤。此外,这些痕迹位于非主要承力区域。根据我们内部的验收标准,此类缺陷在允许范围内。
基于此客观分析,我们得出结论:“无需返工,零件可接受。”这一决定不仅为客户节省了额外的喷砂成本,还避免了对叶片型面精度的潜在负面影响。这个案例清晰地展示了科学检测在质量决策中的关键价值。
结论:精益求精——以科学精度守护表面质量
采用体视显微镜检测标志着纽威表面质量控制能力达到了新的水平。我们将传统上对“表面光洁度”的主观评估转变为客观、可量化、可追溯的数据。在每个项目中,我们不仅关注明显的瑕疵,还关注潜在质量风险的细微迹象。我们相信,真正的制造卓越体现在对每一个细节的不懈关注上。我们诚挚邀请对外观和表面完整性有严格要求的客户体验我们细致的质量检测服务,并与我们一同追求制造质量的完美。
