提高致密度:通过HIP增强强度和可靠性
引言
在高性能工程应用中,内部缺陷(如铸造或增材制造零件中通常存在的0.5–5%孔隙率)会显著损害强度、疲劳寿命和长期可靠性。即使在循环载荷下,微米级孔洞(10–100 μm)也可能成为裂纹萌生点。
热等静压(HIP)是一种经过验证的消除此类缺陷的解决方案,可实现高达99.9–100%的致密度。在纽威,HIP已与金属铸造和3D打印一同集成到我们的制造工作流程中,确保部件满足最苛刻的结构和可靠性要求。
什么是热等静压(HIP)?
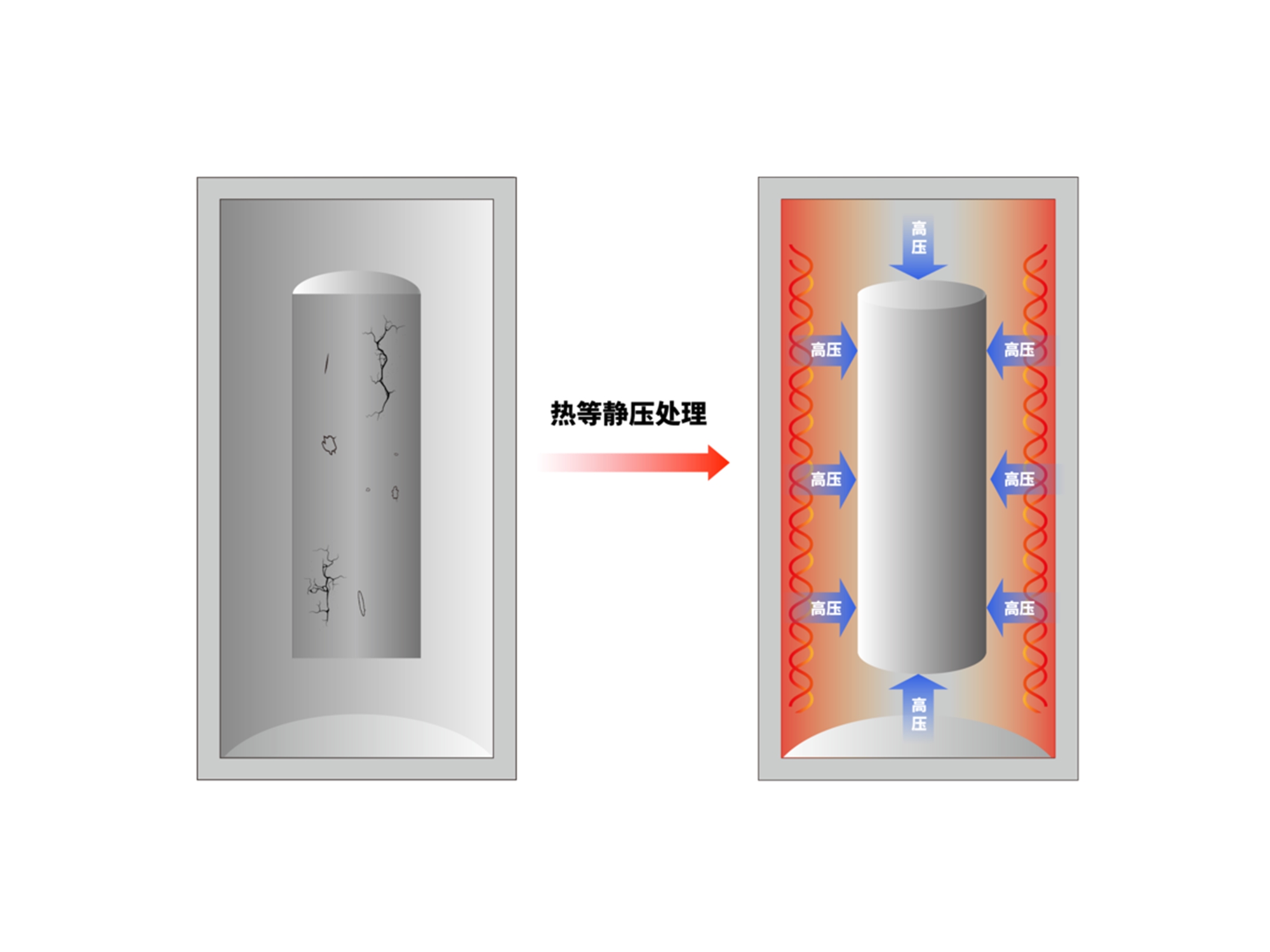
热等静压(HIP)是一种通过施加高温和均匀气体压力来致密化金属部件的热力学工艺。典型的工业HIP参数包括:
• 温度范围:900–1250°C(取决于合金)
• 压力范围:100–200 MPa(≈14,500–29,000 psi)
• 保温时间:2–4小时(对于厚截面可延长至6小时以上)
• 气氛:惰性气体(氩气)
在这些条件下,材料发生塑性变形和扩散结合,闭合内部孔隙并消除收缩缺陷,而不改变外部几何形状。
金属部件致密度的重要性
致密度与机械性能之间的关系是直接且可量化的:
• 孔隙率增加1%可使疲劳寿命降低高达30–50%
• 与多孔结构相比,完全致密材料(≥99.9%)可将疲劳强度提高2–5倍
• 压力部件的泄漏率在HIP后可从10⁻³降至10⁻⁹ mbar·L/s以下
• 通常观察到抗拉强度提高5–15%
• 疲劳裂纹萌生寿命可增加300%以上
对于安全关键型应用,实现接近零孔隙率不是可选项,而是必要条件。
HIP工作原理:工艺基础
HIP工艺在热和压力驱动的耦合扩散机制下运行:
• 外部压力施加各向同性压应力
• 升高温度激活原子扩散
• 内部孔洞通过蠕变和扩散塌陷并结合
• 晶界愈合,改善微观结构均匀性
• 残余应力降低30–70%
受控冷却可防止变形并保持尺寸稳定性。
HIP用于铸造部件
在铸造工艺中,典型的孔隙率水平在0.5%到2%之间,具体取决于工艺控制和合金。即使在铝合金压铸等高压工艺中,仍可能发生微孔和气孔。
HIP处理带来可量化的改进:
• 孔隙率降低:从~1–2% → <0.05%
• 疲劳强度增加:+50% 至 +200%
• 密封性改善:渗透性降低高达10⁶倍
• 屈服强度改善:通常为+5–10%
这对于压力壳体、汽车结构件和流体系统至关重要。
HIP用于增材制造
金属增材制造工艺(例如LPBF、WAAM)由于未熔合缺陷或气体滞留,通常表现出0.1–1.5%的孔隙率。
当与快速原型制作工作流程结合时,HIP将打印部件转变为生产级部件:
• 致密度增加:从~98.5–99.5% → ≥99.9%
• 疲劳寿命改善:提高2–4倍
• 消除未熔合缺陷
• 延伸率改善:+10–25%
• 机械性能各向异性降低
对于航空航天和医疗应用,HIP通常是满足ASTM F2924(Ti-6Al-4V)等认证标准所必需的。
HIP后的机械性能改进
HIP同时增强多种材料性能:
疲劳强度: 根据初始孔隙率,提高50–300%
抗拉强度: 通常提高+5–15%
延展性: 延伸率提高10–30%
断裂韧性: 抗裂纹扩展能力提高
可靠性: 批次间变异性降低(标准偏差降低约20–40%)
这些改进对于动态承载应用尤其有价值。
HIP与其他后处理方法对比
HIP的独特之处在于它解决的是内部缺陷,而非专注于表面的工艺:
• CNC加工提高尺寸精度(典型值为±0.01–0.05 mm)
• 阳极氧化提高表面硬度(HV 300–500)和耐腐蚀性
• 表面涂层提高耐磨性和美观性
• HIP改善内部致密度和结构完整性
在高性能部件中,这些工艺是互补的,而非可互换的。
HIP的应用
HIP在失效不可接受的行业中得到广泛应用:
• 航空航天:涡轮叶片、结构支架(疲劳寿命通常提高+200%)
• 汽车:发动机缸体、变速箱壳体
• 石油和天然气:泄漏率<10⁻⁹ mbar·L/s的压力容器
• 医疗:要求接近零孔隙率的植入物
• 模具:具有改善的抗热疲劳性能的模具
例如,汽车系统中使用的高性能铝制部件,类似于汽车部件,依赖HIP来确保长期耐久性。
HIP在纽威一站式制造解决方案中
在纽威,HIP已集成到我们的一站式服务中,使其能够与铸造、增材制造、机加工和精加工无缝结合。
这种集成带来了可量化的效益:
• 交货期缩短:与多供应商工作流程相比,缩短15–30%
• 缺陷率降低:高达80%
• 批次间工艺一致性提高
• 从原材料到最终检验的全程可追溯性
HIP技术的未来趋势
HIP技术不断发展,并带来可量化的改进:
• 周期时间缩短:使用先进设备可缩短20–40%
• 与增材制造集成,用于认证生产
• 实时监控和数字化工艺控制
• 扩展到更大部件(直径>2米)
这些进步将进一步提高HIP在现代制造中的效率和适用性。
结论
热等静压(HIP)是实现接近完全致密度并最大化金属部件机械性能的关键赋能技术。通过消除内部缺陷和改善微观结构完整性,HIP显著增强了强度、疲劳寿命和可靠性。
在纽威,我们将HIP与先进制造工艺相结合,提供满足最高工程标准的部件。对于性能和安全性至关重要的应用,HIP不仅仅是一个选项,更是一种必需品。
