Deutsch
3D-Druckservice für Edelstahlteile
Erleben Sie Präzision und Innovation mit unserem 3D-Druckservice für Titanteile. Durch den Einsatz von Pulverbettfusion, Binder Jetting, Schichtlaminierung und gerichteter Energieabscheidung liefern wir hochwertige, kundenspezifische Titanbauteile für unterschiedlichste Anwendungen.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
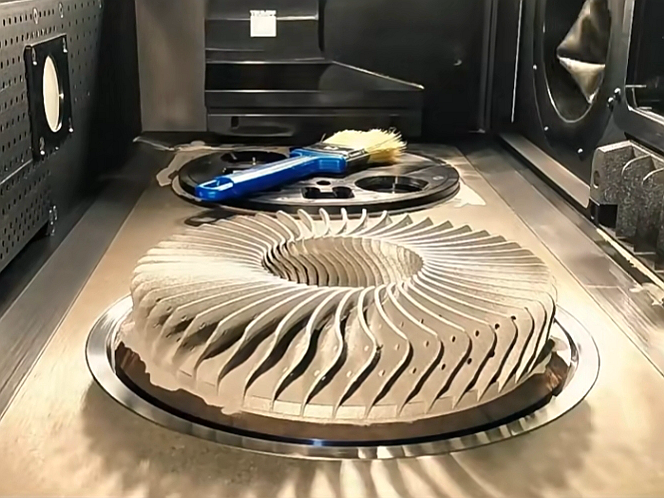
Edelstahl-3D-Drucktechnologien
Zu den 3D-Drucktechnologien für Edelstahl zählen SLS, DMLS, SLM, EBM, Binder Jetting, LMD, EBAM und WAAM. Diese Verfahren bieten unterschiedliche Vorteile wie hohe Präzision, Festigkeit, Kosteneffizienz und Skalierbarkeit und ermöglichen komplexe Geometrien, große Strukturen und kundenspezifische Teile in Branchen wie Luft- und Raumfahrt, Medizin und Fertigung.

Edelstahl-3D-Druck Materials
Nachbearbeitung für 3D-gedruckte Edelstahlteile
Die Nachbearbeitung von 3D-gedruckten Edelstahlteilen verbessert mechanische Eigenschaften, Maßgenauigkeit, Oberflächengüte und Funktionalität. Zu den Verfahren zählen CNC-Bearbeitung, Wärmebehandlung, HIP, EDM, Beschichtungen und Oberflächenbehandlungen – für Haltbarkeit, Präzision und Eignung in vielfältigen Industrieanwendungen.
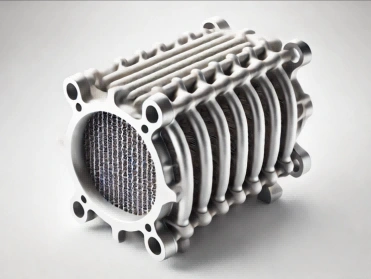
Anwendungen von 3D-gedruckten Edelstahlteilen
3D-gedruckte Edelstahlteile überzeugen durch Korrosionsbeständigkeit, Festigkeit und thermische Eigenschaften. Sie werden dort eingesetzt, wo Haltbarkeit und ansprechende Optik wichtig sind. Wichtige Anwendungen sind Funktionsprototypen, kundenspezifische Werkzeuge und komplexe Teile für Medizin, Luft- und Raumfahrt sowie Automobil.

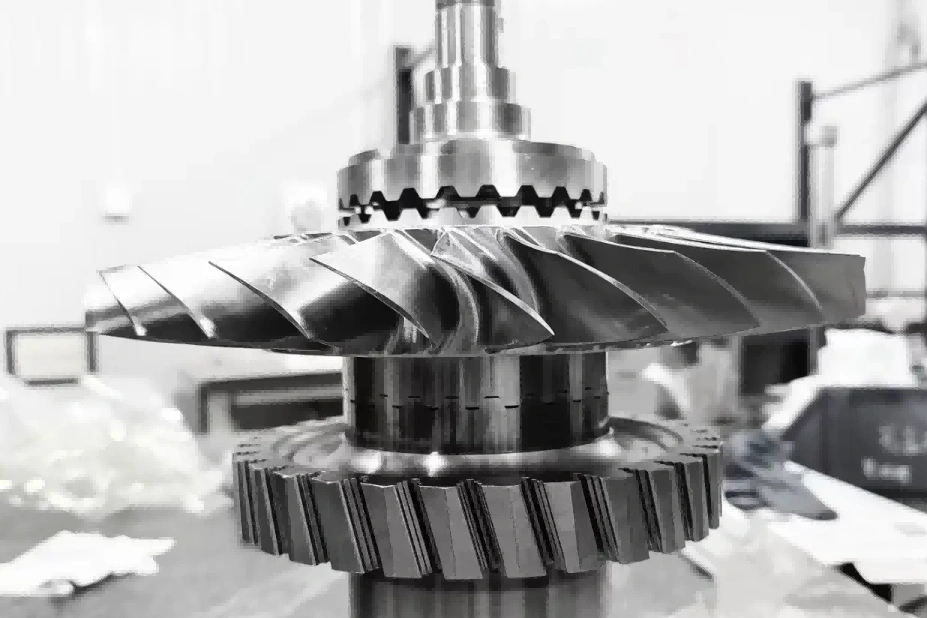
Fallstudie: 3D-gedruckte Edelstahlteile
Die Fallstudie zu 3D-gedruckten Edelstahlteilen zeigt die Vielseitigkeit des Edelstahl-3D-Drucks über zahlreiche Branchen hinweg. Von hochfesten Turbinenschaufeln in der Luftfahrt über kundenspezifische chirurgische Instrumente, verschleißfeste Getriebezahnräder im Automobilbereich bis zu korrosionsbeständigen Komponenten für die Schifffahrt – präzise Fertigung steigert Haltbarkeit, Leistung und Individualisierung in anspruchsvollen Anwendungen wie Robotik, Energie und Lebensmittelverarbeitung.







Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinien für 3D-gedruckte Edelstahlteile
Die Entwicklung von 3D-gedruckten Edelstahlteilen erfordert spezifische Überlegungen für mechanische Integrität und optimale Oberflächenqualität. Edelstahl bietet hohe Festigkeit und Korrosionsbeständigkeit für komplexe Bauteile, verlangt jedoch ein sorgfältiges Management von thermischen Spannungen und Stützstrukturen während des Drucks.
Fertigungsaspekte für 3D-gedruckte Edelstahlteile
Fertigungsaspekte sind entscheidend, um die Korrosionsbeständigkeit und Festigkeit des Werkstoffs auszuschöpfen. Wichtige Faktoren sind die Kontrolle der Druckumgebung, das Optimieren der Druckparameter für Dichte und Strukturintegrität sowie eine sorgfältige Nachbearbeitung für gewünschte Oberflächen und mechanische Eigenschaften.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.