Deutsch
Individueller Online-Harz-3D-Druckservice
Erleben Sie Präzision und Vielseitigkeit mit unserem individuellen Online-Harz-3D-Druckservice. Mit hochwertigem Druck in verschiedenen Harzarten sind wir auf langlebige, detailreiche und funktionale Teile für vielfältige Anwendungen spezialisiert – mit schneller Abwicklung und professionellen Ergebnissen.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Harz-3D-Drucktechnologien
Harz-3D-Drucktechnologien wie SLA, DLP, CLIP, PolyJet und MMJ liefern hohe Präzision, glatte Oberflächen und große Vielseitigkeit. Sie glänzen bei detailreichen Prototypen, funktionalen Teilen und Multi-Material-Designs mit flüssigen Photopolymerharzen – für hervorragende Qualität und Geschwindigkeit.

Harz-3D-Druck Materials
Anwendungen von 3D-gedruckten Harzteilen
3D-gedruckte Harzteile überzeugen durch feine Details, glatte Oberflächen und Vielseitigkeit in Anwendungen, die hohe Genauigkeit und Ästhetik verlangen. Sie werden umfangreich in Schmuck, Dentaltechnik und Unterhaltungselektronik eingesetzt, wo Detailtreue und Oberflächenqualität entscheidend sind.
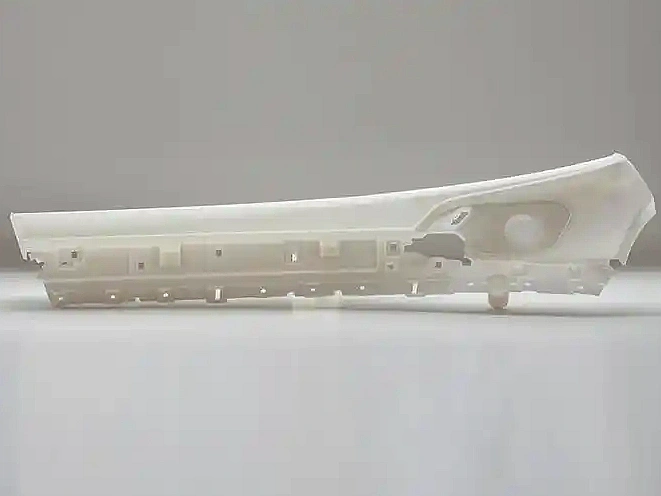
Galerie: 3D-gedruckte Harzteile
Entdecken Sie Präzision und Vielseitigkeit des Harz-3D-Drucks in unserer kuratierten Galerie. Von hochdetaillierten Automobil-Prototypen über biokompatible Medizinmodelle bis zu eleganter Unterhaltungselektronik und filigranem Schmuck – Harzdruck hebt Design und Funktion auf ein neues Niveau. Erkunden Sie ultragenaue, glattflächige Teile, die Branchen wie Robotik, Architektur, Fashion und Bildung mit modernster Innovation transformieren.








Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinien für 3D-gedruckte Harzteile
Der für hohe Details und glatte Oberflächen bekannte Harz-3D-Druck erfordert besondere Sorgfalt im Design, um Verzug und Nachhärtungs-Deformation zu vermeiden. Konstruktive Schwerpunkte sind strukturelle Integrität, Härtungszeiten und Chemikalienbeständigkeit – insbesondere bei funktionalen Teilen mit Licht- oder Wärmeeinfluss.
Fertigungsaspekte für 3D-gedruckte Harzteile
Fertigungsaspekte sind entscheidend für optimale Ergebnisse. Dazu gehören die richtige Harzauswahl, die Steuerung von Textur und Oberflächenrauheit sowie Kontrollen für Präzision, Schichten, Schrumpfung und Verzug. Die Nachbearbeitung beeinflusst die Endqualität maßgeblich und wirkt sich auf mechanische Eigenschaften und Erscheinungsbild der gedruckten Teile aus.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.