CNC-Nachbearbeitung und Wärmebehandlung für 3D-gedruckte Ti-6Al-4V-Teile
CNC-Nachbearbeitung und Wärmebehandlung für 3D-gedruckte Ti-6Al-4V-Teile
3D-gedruckte Ti-6Al-4V-Teile benötigen häufig eine Nachbearbeitung, bevor sie als fertige Funktionskomponenten eingesetzt werden können. Die metallische additive Fertigung kann komplexe TC4-Titangeometrien herstellen, aber das gedruckte Teil im Rohzustand kann dennoch Stützstrukturmarkierungen, Eigenspannungen, raue Oberflächen, Maßabweichungen sowie unfertige Bohrungen oder Gewinde aufweisen. Für Teile in der Luft- und Raumfahrt, Medizintechnik, Robotik und industriellen Montage ist eine Nachbearbeitung in der Regel unerlässlich.
Bei Neway3DP bieten wir maßgeschneiderte 3D-gedruckte Ti-6Al-4V-TC4-Teile mit umfassender Unterstützung bei der nachgelagerten Verarbeitung an. Anstatt nur gedruckte Rohlinge zu liefern, kombinieren wir das Pulverbettverfahren für Titan mit Wärmebehandlung, HIP (Heißisostatisches Pressen), CNC-Bearbeitung, EDM-Bearbeitung, Oberflächenbehandlung und Prüfung, um fertige 3D-gedruckte Ti-6Al-4V-Komponenten gemäß den Zeichnungsanforderungen zu liefern.
Für Käufer ist dies wichtig, da ein gedruckter Titan-Rohling nicht immer einem montagefertigen Teil entspricht. Kritische Bezugsflächen, Präzisionsbohrungen, Gewindebohrungen, Dichtflächen und Anforderungen an die Oberflächengüte erfordern in der Regel zusätzliche Fertigungsschritte nach dem Druck.


Warum gedruckte TC4-Teile eine Nachbearbeitung benötigen
Gedruckte TC4-Teile benötigen eine Nachbearbeitung, da das Pulverbettverfahren eine near-net-shape-Geometrie erzeugt und keine vollständig fertigen Präzisionskomponenten. Während des Drucks werden Stützstrukturen verwendet, um das Teil zu verankern, die Wärme zu managen und Verzug zu kontrollieren. Nach dem Druck müssen diese Stützen entfernt werden, und die gestützten Bereiche erfordern möglicherweise eine Oberflächenfinishierung oder Bearbeitung.
Ti-6Al-4V-Teile können aufgrund wiederholter schneller Erwärmungs- und Abkühlzyklen während des Laserschmelzens auch Eigenspannungen enthalten. Wenn das Teil von der Bauplatte entfernt oder vor einer ordnungsgemäßen Spannungsarmierung bearbeitet wird, kann es zu Maßänderungen kommen. Dies ist besonders wichtig für dünnwandige Teile, große flache Abschnitte, Präzisionsbaugruppen und lasttragende Titankomponenten.
Zustand nach dem Druck | Warum dies wichtig ist | Üblicher Nachbearbeitungsweg |
|---|---|---|
Stützstrukturmarkierungen | Gestützte Oberflächen können rau oder für die Montage ungeeignet sein | Entfernung der Stützstrukturen, Schleifen, Polieren, CNC-Bearbeitung |
Eigenspannung | Kann während des Schneidens, der Entfernung oder im Betrieb zu Verzug führen | Wärmebehandlung oder Spannungsarmierung |
Oberflächenrauheit | Erfüllt möglicherweise nicht die Anforderungen an Optik, Strömung, Dichtung oder Reibung | Strahlen, Polieren, Oberflächenbehandlung, Bearbeitung |
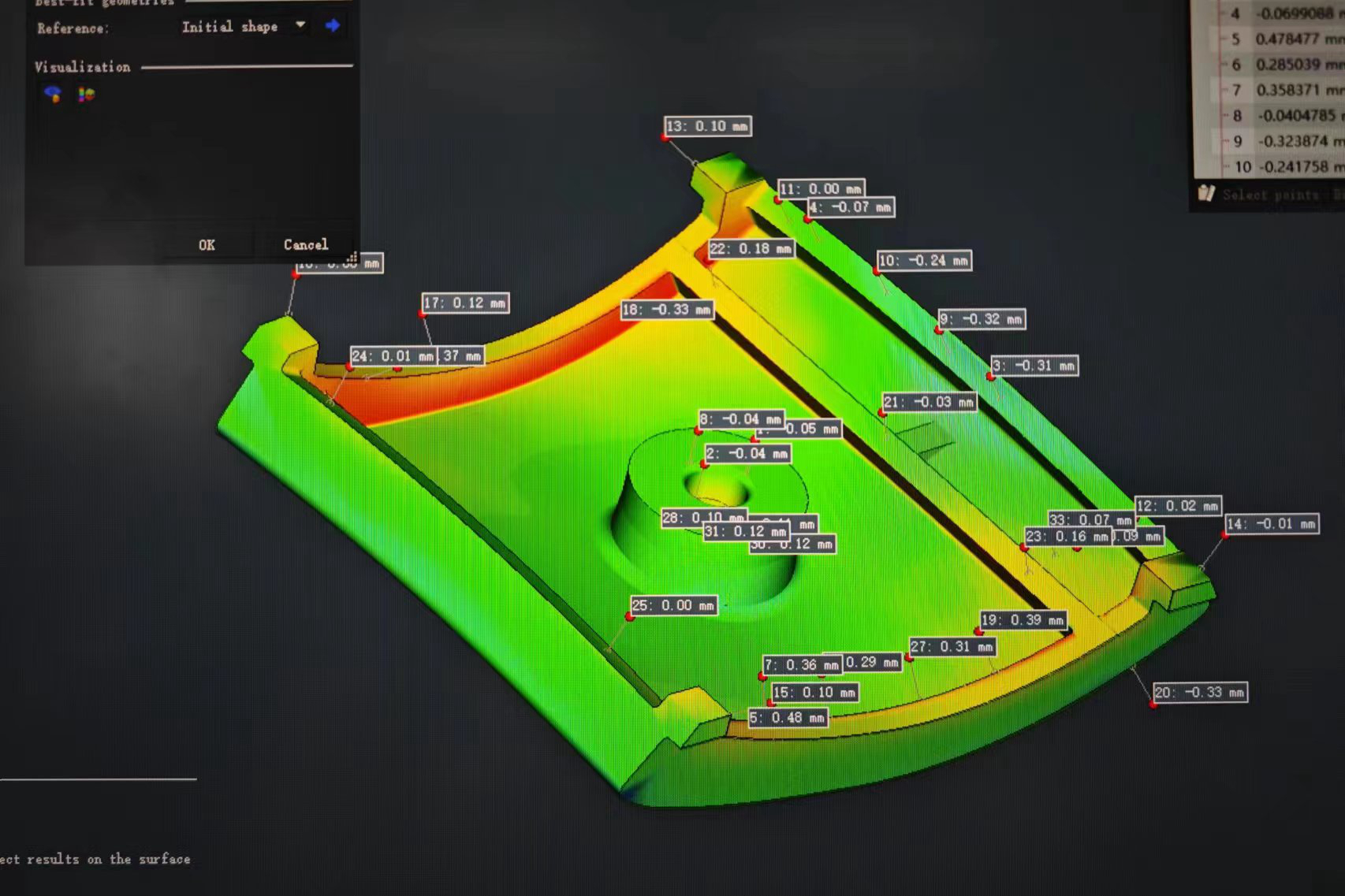
Maßabweichung | Die Maße im gedruckten Zustand erfüllen möglicherweise keine engen Toleranzanforderungen | CNC-Bearbeitung, KMG-Inspektion |
Risiko innerer Porosität | Kann die Ermüdungsfestigkeit bei kritischen Komponenten beeinträchtigen | HIP, CT-Inspektion, Röntgeninspektion falls erforderlich |
Wärmebehandlung für 3D-gedruckte Ti-6Al-4V-Teile
Wärmebehandlung für 3D-gedruckte Teile wird häufig verwendet, um Eigenspannungen abzubauen, mechanische Eigenschaften zu stabilisieren und die Maßhaltigkeit vor der endgültigen Bearbeitung oder dem Einsatz zu verbessern. Bei gedruckten Ti-6Al-4V-Teilen ist die Wärmebehandlung oft einer der wichtigsten Schritte der Nachbearbeitung.
Die Spannungsarmierung hilft, das Risiko von Verzug nach der Entfernung der Stützstrukturen, der Trennung von der Bauplatte oder der CNC-Bearbeitung zu reduzieren. Je nach Anwendung und Materialspezifikation kann die Wärmebehandlung auch zur Anpassung des Gefüges eingesetzt werden, um eine stabilere mechanische Leistung für fertige Titankomponenten zu gewährleisten.
Zweck der Wärmebehandlung | Vorteil für gedruckte TC4-Teile | Typische Anwendung |
|---|---|---|
Spannungsarmierung | Reduziert innere Spannungen aus Laserschmelzen und schneller Abkühlung | Dünnwandige Teile, Halterungen, Gehäuse, Präzisionsbaugruppen |
Maßstabilität | Reduziert Bewegungen während der Entfernung von Stützstrukturen und der CNC-Bearbeitung | Teile mit Bezugsflächen, Bohrungen, Gewinden und Passflächen |
Kontrolle der mechanischen Eigenschaften | Hilft, die Leistung für funktionale Titanteile zu stabilisieren | Luft- und Raumfahrt, Medizintechnik, Robotik und Industriekomponenten |
Prozesszuverlässigkeit | Verbessert die Wiederholbarkeit vor der Endbearbeitung und Inspektion | Validierung von Prototypen und Kleinserienproduktion |
HIP für gedruckte Titanteile
HIP für gedruckte Titanteile wird eingesetzt, wenn die innere Dichte und die Ermüdungsfestigkeit wichtig sind. Beim Heißisostatischen Pressen (HIP) werden hohe Temperaturen und hoher Druck angewendet, um innere Poren zu reduzieren und die Zuverlässigkeit kritischer Titankomponenten zu verbessern.
HIP ist nicht für jedes gedruckte Ti-6Al-4V-Teil erforderlich, wird jedoch häufig für Strukturen in der Luft- und Raumfahrt, ermüdungsbelastete Halterungen, medizinische Komponenten und andere hochwertige Anwendungen in Betracht gezogen, bei denen interne Defekte die Leistung beeinträchtigen könnten. In Kombination mit einer geeigneten Wärmebehandlung und Inspektion kann HIP das Vertrauen in fertige Titanteile für anspruchsvolle Einsatzbedingungen erhöhen.
HIP-Erwägung | Warum dies wichtig ist | Typischer Anwendungsfall |
|---|---|---|
Reduzierung innerer Porosität | Hilft, die Dichte zu verbessern und das Risiko interner Defekte zu verringern | Kritische strukturelle Titanteile |
Ermüdungsfestigkeit | Verbessert die Zuverlässigkeit bei zyklischer Belastung | Haltevorrichtungen in der Luft- und Raumfahrt, lasttragende Roboterteile, medizinische Komponenten |
Prozesskosten | Fügt zusätzliche Batch-Verarbeitungskosten und Durchlaufzeiten hinzu | Wird verwendet, wenn der Leistungswert den zusätzlichen Prozess rechtfertigt |
Inspektionsplanung | Kann mit CT, Röntgen oder mechanischen Tests kombiniert werden | Qualifizierungskritische Titankomponenten |
CNC-Bearbeitung von 3D-gedruckten Titanteilen
CNC-Bearbeitung wird nach dem Druck von Ti-6Al-4V eingesetzt, wenn das Teil Präzisionsmerkmale aufweist, die nicht im gedruckten Zustand belassen werden können. Typische Merkmale umfassen Bohrungen, Gewinde, Bezugsflächen, Lagersitze, Dichtflächen, Montageflächen und Montage-Schnittstellen mit engen Toleranzen.
Die CNC-Nachbearbeitung für gedruckte TC4-Teile sollte vor dem Druck geplant werden. Das gedruckte Teil benötigt ausreichend Bearbeitungs allowance auf kritischen Oberflächen, und die Bauorientierung sollte berücksichtigen, welche Flächen später bearbeitet werden. Dies hilft, Risiken während der Endbearbeitung zu reduzieren und macht die Inspektion zuverlässiger.
CNC-bearbeitetes Merkmal | Warum eine Bearbeitung erforderlich ist | Typische Anforderung |
|---|---|---|
Montagefläche | Verbessert Ebenheit, Ausrichtung und Montagestabilität | Ebenheit, Parallelität, Oberflächengüte, Bezugskontrolle |
Präzisionsbohrung | Verbessert Durchmesser-Genauigkeit, Rundlauf und Position | Bohren, Reiben, Ausbohren oder Mehr-Achs-Bearbeitung |
Gewindebohrung | Verbessert Gewindefestigkeit und wiederholbare Montage | Gewindeschneiden, Gewindefräsen oder Gewindeeinsätze |
Dichtfläche | Kontrolliert Ebenheit und Rauheit für die Dichtleistung | CNC-Finishbearbeitung, Schleifen oder Polieren je nach Zeichnungsvermerk |
Bezugsfläche | Schafft eine zuverlässige Referenz für Inspektion und Montage | Bearbeitungszugabe und KMG-Inspektionsplanung |
EDM-Bearbeitung für spezielle Merkmale
EDM-Bearbeitung kann eingesetzt werden, wenn 3D-gedruckte Ti-6Al-4V-Teile spezielle Bohrungen, schmale Schlitze, dünne Öffnungen, schwierige Innenprofile oder Details enthalten, die mechanisch schwer zu fräsen sind. EDM ist besonders nützlich für feine Merkmale, schwer zugängliche Bereiche und komplexe Titangeometrien.
Für maßgeschneiderte gedruckte Titanteile kann EDM zusammen mit der CNC-Bearbeitung eingesetzt werden. Die CNC übernimmt konventionelle Präzisionsoberflächen, während EDM Schlitze, scharfe Innendetails, kleine Öffnungen oder schwierige Merkmale unterstützt, die mit Standard-Schneidwerkzeugen nicht praktikabel sind.
EDM-Merkmal | Warum EDM eingesetzt werden kann | Typische TC4-Anwendung |
|---|---|---|
Schmale Schlitze | Kann dünne Merkmale erzeugen, die schwer zu fräsen sind | Präzisionsöffnungen, Strömungsmerkmale, Spezialvorrichtungen |
Kleine Bohrungen | Nützlich, wenn der Bohrzugang oder die Werkzeugfestigkeit begrenzt ist | Kühlbohrungen, Entlüftungsbohrungen, funktionale Kanäle |
Komplexe Details | Unterstützt schwierige Profile und schwer zu bearbeitende Geometrien | Maßgeschneiderte Titanstrukturen und Präzisionskomponenten |
Innenausschnitte | Kann Merkmale erzeugen, bei denen konventionelle Schneidwerkzeuge nur begrenzten Zugang haben | Spezielle Teile für Luft- und Raumfahrt, Medizintechnik und Industrie |
Oberflächenbehandlung für gedruckte Ti-6Al-4V-Komponenten
Gedruckte Ti-6Al-4V-Oberflächen zeigen oft sichtbare Schichttexturen und Kontaktmarkierungen von Stützstrukturen. Je nach Anwendung kann die Oberfläche ein Strahlen, Polieren, Passivieren oder andere Oberflächenbehandlungen benötigen, um Erscheinungsbild, Rauheit, Korrosionsbeständigkeit, Reinigbarkeit oder funktionale Leistung zu verbessern.
Die Oberflächenbehandlung sollte basierend auf der endgültigen Verwendung des Teils ausgewählt werden. Ein Prototyp-Halter benötigt möglicherweise nur ein Strahlen, während eine medizinische Komponente, eine Dichtfläche oder ein sichtbares industrielles Teil ein feineres Finish und eine stärker kontrollierte Inspektion erfordern kann.
Oberflächenprozess | Zweck | Typischer Anwendungsfall |
|---|---|---|
Sandstrahlen | Reduziert sichtbare Schichtmarkierungen und erzeugt eine gleichmäßigere Oberfläche | Halterungen, Gehäuse, Prototypen, industrielle Teile |
Polieren | Verbessert Glätte und Erscheinungsbild | Sichtbare Komponenten, medizinische Teile, strömungsberührte Oberflächen |
Passivierung | Verbessert Oberflächenreinheit und Korrosionsbeständigkeit | Medizinische, korrosionsempfindliche oder für saubere Anwendungen bestimmte Titanteile |
Lokale Finishierung | Verbessert ausgewählte funktionale oder kosmetische Bereiche, ohne das gesamte Teil übermäßig zu bearbeiten | Dichtungszonen, Montagebereiche, sichtbare Oberflächen |
Inspektion nach der Nachbearbeitung
Die Inspektion nach der Nachbearbeitung bestätigt, dass fertige 3D-gedruckte Ti-6Al-4V-Komponenten die Zeichnungs- und Anwendungsanforderungen erfüllen. Da Wärmebehandlung, HIP, CNC-Bearbeitung, EDM und Oberflächenfinishierung alle den Endzustand des Teils beeinflussen können, sollte die Inspektion als Teil des Fertigungsweges geplant werden und nicht erst am Ende hinzugefügt werden.
Zu den gängigen Inspektionspunkten gehören Maßkontrollen, KMG-Berichte, Messungen der Oberflächenrauheit, CT- oder Röntgeninspektionen, Materialzertifikate, Wärmebehandlungsprotokolle, HIP-Protokolle und die finale visuelle Inspektion. Für Komponenten in der Luft- und Raumfahrt, Medizintechnik oder für kritische industrielle Anwendungen sollten die Inspektionsanforderungen vor der Angebotserstellung bestätigt werden.
Inspektionspunkt | Zweck | Wann wird dies empfohlen? |
|---|---|---|
Maßinspektion | Bestätigt Gesamtgröße und Zeichnungsanforderungen | Die meisten maßgeschneiderten gedruckten TC4-Teile |
KMG-Inspektion | Überprüft Bezüge, Präzisionsmerkmale und Positionsbeziehungen | Teile mit bearbeiteten Bezugsflächen, Bohrungen und Montageschnittstellen |
CT-/Röntgeninspektion | Überprüft innere Porosität, versteckte Kanäle oder interne Defekte | Kritische Komponenten, interne Strukturen, ermüdungsbelastete Anwendungen |
Materialzertifikat | Bestätigt Materialgüte und Rückverfolgbarkeit | Luft- und Raumfahrt, Medizintechnik, industrielle Qualifizierung, Projekte mit Kundenfreigabe |
Bericht zur Oberflächenrauheit | Bestätigt Oberflächenqualität für Dichtung, Strömung, Optik oder Montage | Dichtflächen, medizinische Teile, sichtbare Teile, Präzisionsbaugruppen |
Welche Informationen werden für fertige 3D-gedruckte Ti-6Al-4V-Komponenten benötigt?
Um fertige 3D-gedruckte Ti-6Al-4V-Komponenten präzise zu kalkulieren, muss der Lieferant sowohl die gedruckte Geometrie als auch die Anforderungen der Endmontage verstehen. Ein 3D-Modell hilft bei der Bewertung der Druckbarkeit und der Stützstrategie, während eine 2D-Zeichnung Toleranzen, Bezüge, bearbeitete Oberflächen, Gewinde, Oberflächengüte, Wärmebehandlung, Inspektion und Dokumentationsanforderungen definiert.
Für eine schnellere Angebotserstellung stellen Sie bitte folgende Informationen bereit:
3D-CAD-Modell, vorzugsweise im STEP-, X_T-, IGS- oder STL-Format
2D-Zeichnung mit Toleranzen, Bezugsanforderungen, Gewinden, Oberflächengüte und Inspektionsvermerken
Materialanforderung, z. B. Ti-6Al-4V, TC4 oder Titanium Grade 5
Menge für Prototyp, Pilotcharge oder Kleinserienproduktion
Erforderliche Nachbearbeitung, wie Wärmebehandlung, HIP, CNC-Bearbeitung, EDM, Polieren, Strahlen, Passivierung oder Oberflächenbehandlung
Kritische Funktionsbereiche, wie Dichtflächen, Montageflächen, Präzisionsbohrungen, Gewinde und Bezugsmerkmale
Inspektionsanforderungen, wie Maßbericht, KMG-Bericht, CT-Inspektion, Röntgeninspektion, Materialzertifikat, Wärmebehandlungsprotokoll, HIP-Protokoll oder Bericht zur Oberflächenrauheit
Geplanter Liefertermin und Versandziel
Häufig gestellte Fragen (FAQ)
Welche Informationen werden für ein Angebot zum 3D-Druck von Titan benötigt?
Welche Titanlegierung ist am besten für 3D-gedruckte Teile geeignet: TC4, TA15 oder Grade 23?
Kann Ti-6Al-4V / TC4 für funktionale Titanteile 3D-gedruckt werden?
Erfordert der 3D-Druck von Ti-6Al-4V eine Wärmebehandlung, HIP oder CNC-Bearbeitung?
Ist TA15-Titan für strukturelle 3D-gedruckte Teile in der Luft- und Raumfahrt geeignet?