铜 CuCr1Zr
3D 打印用铜 CuCr1Zr 简介
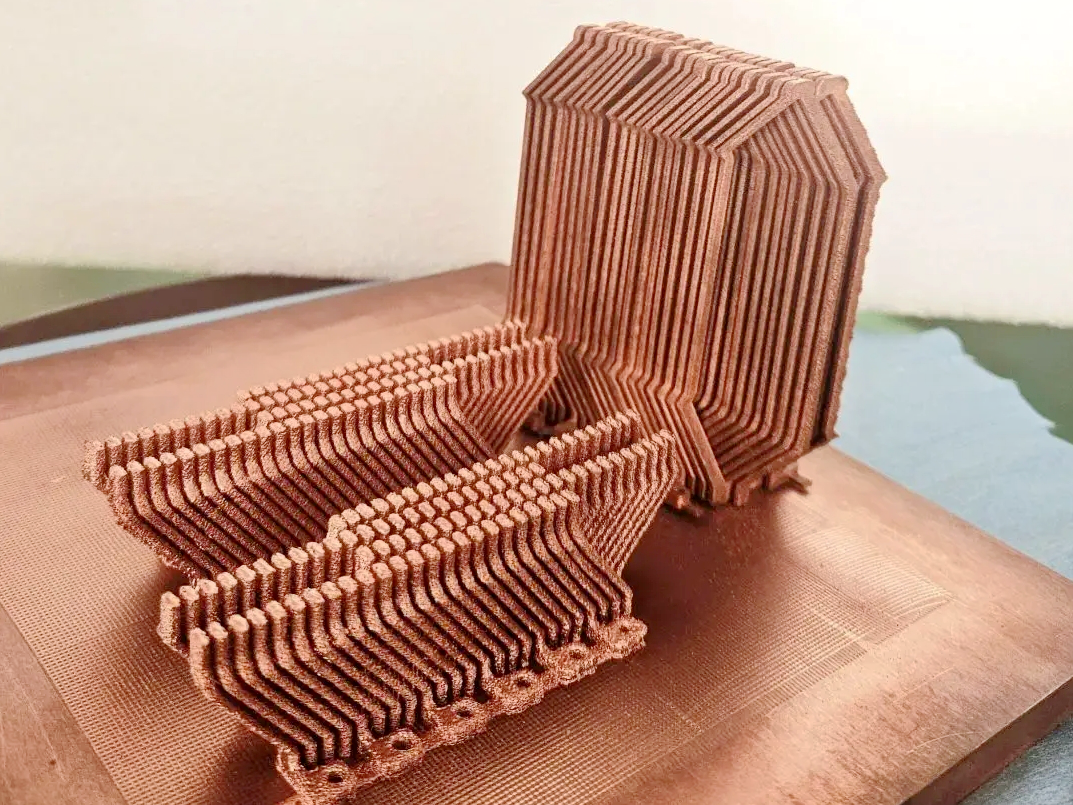
铜 CuCr1Zr(UNS C18150)是一种高性能沉淀硬化铜合金,含铬 0.6–1.2%,含锆 0.03–0.3%。它兼具卓越的导热性(约 320 W/m·K)、导电性(约 80–90% IACS)和优异的强度(约 500 MPa),非常适用于模具、焊接电极及航空航天热结构件。
通过直接金属激光烧结 (DMLS)和选择性激光熔化 (SLM)工艺,CuCr1Zr 可实现优异的打印质量,尺寸精度达±0.05 mm,同时保持关键的机械和热性能,以满足严苛的工业应用需求。
CuCr1Zr 铜的国际等效牌号
国家 | 牌号编号 | 其他名称/标准 |
|---|---|---|
美国 | C18150 | RWMA Class 2 |
欧洲 | CW106C | EN 12163 |
中国 | QCr0.5-0.2 | GB/T 5231 |
日本 | C18080 | JIS H3100 |
CuCr1Zr 铜的综合性能
性能类别 | 性能指标 | 数值 |
|---|---|---|
物理性能 | 密度 | 8.89 g/cm³ |
熔点 | 1,080°C | |
导热系数 | ~320 W/m·K | |
导电率 | 80–90% IACS | |
化学成分 | 铜 (Cu) | 余量 |
铬 (Cr) | 0.6–1.2% | |
锆 (Zr) | 0.03–0.3% | |
机械性能 | 抗拉强度 (时效态) | 480–550 MPa |
屈服强度 (时效态) | 400–500 MPa | |
延伸率 | 10–20% | |
硬度 (维氏 HV) | 120–160 HV |
CuCr1Zr 铜适用的 3D 打印工艺
工艺 | 典型致密度 | 表面粗糙度 (Ra) | 尺寸精度 | 应用亮点 |
|---|---|---|---|---|
≥99% | 10–14 µm | ±0.05 mm | 适用于精细冷却流道、电极嵌件及紧凑型热部件 | |
≥99.5% | 6–10 µm | ±0.05 mm | 理想用于高强度铜模具、射频工装及航空航天热传导组件 |
CuCr1Zr 3D 打印工艺的选择标准
机械强度需求:时效态 CuCr1Zr 的抗拉强度高达 550 MPa,适用于承受热模具及高周期生产零件。
热学与电学要求:凭借 80–90% IACS 的导电率,它非常适用于焊接电极、散热器及载流连接器。
复杂几何形状能力:SLM 和 DMLS 支持随形冷却、晶格结构以及特征尺寸低至 0.4 mm 的紧密内部流道。
后处理要求:时效硬化和机械加工对于最终性能至关重要,可确保强度、导电率和表面质量。
CuCr1Zr 3D 打印零件的关键后处理方法
时效硬化:在 460–480°C 下时效 2–4 小时,可在不牺牲延展性的情况下提高强度、硬度和导电率。
CNC 加工:精密精加工精度可达±0.02 mm,适用于模具嵌件、冷却接口及装配特征。
抛光与电解抛光:将表面光洁度提升至<0.8 µm Ra,并增强热接触性能和耐腐蚀性。
滚磨:一种机械精加工方法,用于平滑和去除具有复杂几何形状或密集内部特征的零件毛刺。
CuCr1Zr 3D 打印中的挑战与解决方案
激光吸收效率:标准红外激光器难以处理纯铜;优化工艺参数和粉末成分可提高熔池稳定性。
氧化敏感性:在惰性氩气氛围中打印可确保氧化物生成最小化,从而保持导电性和机械性能。
收缩控制:合理的支撑设计和热处理模拟可减少冷却和时效阶段的尺寸变形。
应用与行业案例研究
CuCr1Zr 广泛应用于:
汽车:高性能冷却块、点焊电极、电子电力连接器。
模具与工装:随形冷却流道、模芯及用于缩短循环时间的铜嵌件。
航空航天:热管理模块、航空电子设备接地片、均热板。
电子:连接器引脚、母线排、热过孔及射频工装组件。
案例研究:带有随形流道的 3D 打印 CuCr1Zr 冷却嵌件使塑料注塑模具的循环时间缩短了 35%,同时在时效后保持了超过 85% IACS 的导电率。
常见问题 (FAQs)
3D 打印 CuCr1Zr 时效后的典型强度和导电率是多少?
哪些行业从 CuCr1Zr 增材制造中受益最大?
如何在 CuCr1Zr 打印过程中控制氧化和气孔?
CuCr1Zr 组件有哪些表面精加工选项?
在高应力应用中,CuCr1Zr 与纯铜相比有何优势?