Copper
Copper Alloy 3D Printing Materials Introduction
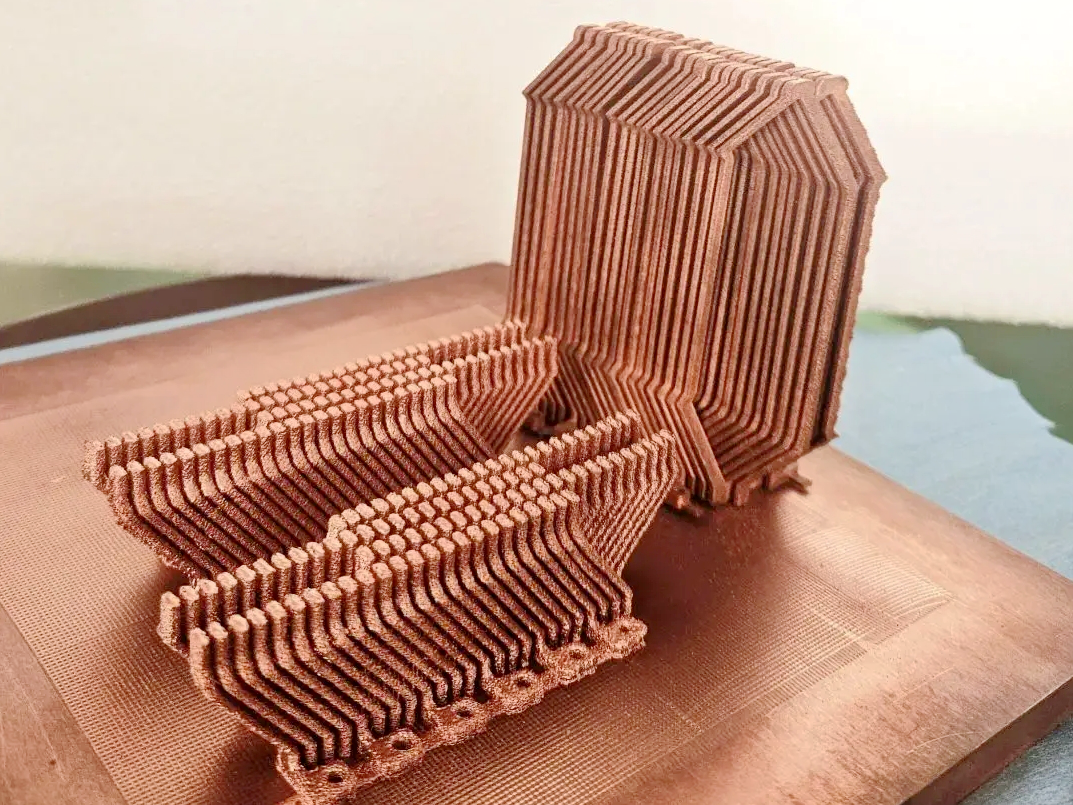
Copper and copper alloys are widely used in additive manufacturing for their exceptional electrical and thermal conductivity, corrosion resistance, and ductility. These materials enable the production of complex, high-performance components that require efficient heat dissipation and current conduction, making them essential in electronics, aerospace, automotive, and industrial tooling applications.
Through advanced copper alloy 3D printing, materials such as Pure Copper, C101, C110, CuCr1Zr, CuNi2SiCr, and GRCop-42 are used to produce heat sinks, induction coils, busbars, combustion chamber liners, and mold inserts. These alloys deliver superior thermal management, high electrical conductivity, and excellent mechanical strength at elevated temperatures, enabling lightweight designs and rapid prototyping.
Copper Alloy Grades Table
Grade | Key Characteristics | Typical Applications |
|---|---|---|
Highest electrical and thermal conductivity (≥100% IACS) | Electrical busbars, heat exchangers, RF components | |
Oxygen-free high-conductivity copper, excellent ductility | Vacuum electron devices, high-end electrical components | |
Electrolytic tough pitch copper, good conductivity and formability | Busbars, terminals, heat sinks, general electrical parts | |
Precipitation-hardening alloy with high strength and conductivity | Resistance welding electrodes, mold inserts, rocket combustion chambers | |
High-strength silicon-nickel-chromium copper alloy | High-wear electrical contacts, springs, automotive components | |
Dispersion-strengthened copper with excellent high-temperature creep resistance | Liquid rocket engine liners, combustion chambers, high-heat-flux components |
Copper Alloy Comprehensive Properties Table
Category | Property | Value Range |
|---|---|---|
Physical Properties | Density | 8.3–8.9 g/cm³ |
Melting Point | 1050–1085°C | |
Thermal Conductivity | 80–400 W/(m·K) (depending on alloy & heat treatment) | |
Electrical Conductivity (IACS) | 45–100% (pure copper ~100%) | |
Mechanical Properties | Tensile Strength | 200–600 MPa (as-printed); up to 800 MPa after heat treatment |
Yield Strength (0.2%) | 100–500 MPa | |
Elongation at Break | 10–40% | |
Hardness (HV) | 50–200 | |
High-Temperature Performance | Max Service Temperature | 300–650°C (GRCop-42 up to 750°C) |
Corrosion Resistance | Atmospheric / Seawater | Good to Excellent |
3D Printing Technology of Copper Alloys
Copper alloys are primarily processed using powder-bed fusion technologies such as Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS). Due to copper's high reflectivity and thermal conductivity, special infrared or green laser wavelengths (515 nm) are often employed to achieve stable melting and high density. These methods enable complex internal cooling channels and fine lattice structures impossible with conventional manufacturing.
Applicable Process Table
Technology | Precision | Surface Quality | Mechanical Properties | Application Suitability |
|---|---|---|---|---|
SLM | ±0.05–0.2 mm | Ra 3.2–6.4 | Excellent | Heat sinks, electrical contacts, rocket liners |
DMLS | ±0.05–0.2 mm | Ra 3.2 | Excellent | Induction coils, mold inserts, complex busbars |
Copper Alloy 3D Printing Process Selection Principles
For applications demanding the highest thermal or electrical conductivity, Pure Copper and C101/C110 are recommended. These materials require optimized green laser parameters to overcome high reflectivity, but deliver >95% IACS conductivity.
When high strength and moderate conductivity are needed (e.g., mold inserts, resistance welding electrodes), Selective Laser Melting (SLM) of CuCr1Zr or CuNi2SiCr provides precipitation hardenability and excellent thermal fatigue resistance.
For extreme high-temperature applications such as rocket combustion chambers, GRCop-42 processed via SLM offers superior creep resistance and thermal stability up to 750°C.
Copper Alloy 3D Printing Key Challenges and Solutions
High reflectivity and thermal conductivity of copper cause poor laser energy absorption and rapid heat dissipation, leading to lack-of-fusion defects. Using green wavelength lasers (515 nm) or high-power infrared lasers (≥500 W) with optimized scanning strategies significantly improves density and printability.
Porosity and low density can compromise electrical and thermal performance. Applying Hot Isostatic Pressing (HIP) at pressures of 100–150 MPa and temperatures around 800–950°C closes internal pores and achieves >99.5% density, enhancing both conductivity and mechanical strength.
Surface roughness of as-printed copper parts typically ranges from Ra 6–15 µm. Precision CNC machining and electropolishing can achieve finishes as low as Ra 0.4–1.6 µm, improving contact resistance and fluid flow in cooling channels.
Oxidation and corrosion may affect performance in humid or chemical environments. Post-process surface treatment such as passivation or protective coatings can enhance durability.
Industry Application Scenarios and Cases
Aerospace and Aviation: Rocket combustion chambers (GRCop-42), heat exchangers, RF components.
Energy and Power: High-efficiency busbars, induction coils, power electronics cooling plates.
Automotive: Electric vehicle battery connectors, heat sinks for power inverters, welding tips.
Manufacturing and Tooling: Conformal cooling channels in injection mold inserts (CuCr1Zr).
In a recent case study, a rocket engine manufacturer adopted SLM-printed GRCop-42 combustion chamber liners, achieving a 40% reduction in lead time and improved thermal fatigue life compared to traditional Narloy-Z castings.
FAQs
Which copper alloy offers the highest electrical conductivity for 3D printing?
How does heat treatment affect the strength of CuCr1Zr printed parts?
Can pure copper be reliably 3D printed with standard infrared lasers?
What post-processing is required to achieve full density in copper parts?
Which industries benefit most from copper alloy additive manufacturing?
Explore Related Blogs