Von der Feingussfertigung zum 3D-Druck: Wann Inconel 713C für Kleinserien von Turbinenkomponenten ei...
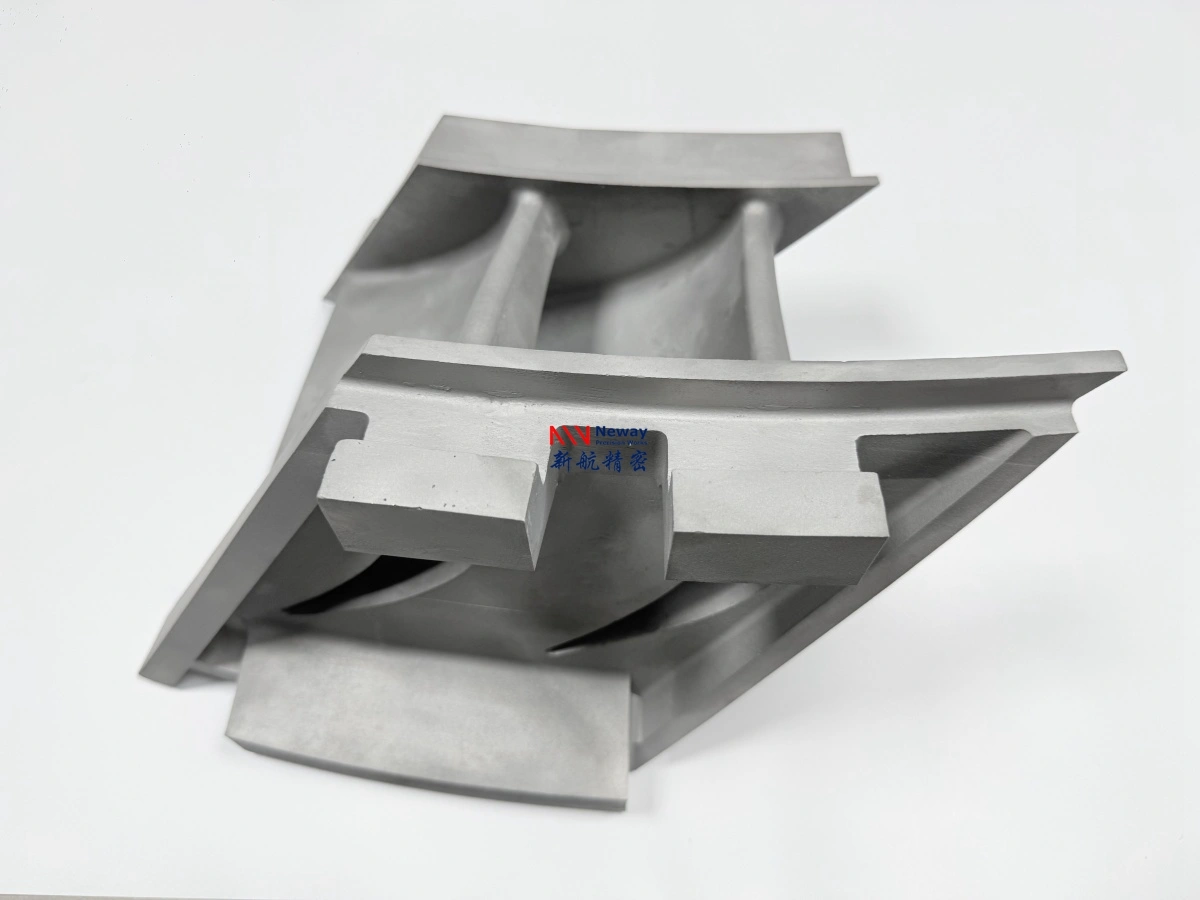
Inconel 713C ist eine Nickelbasis-Superlegierung, die häufig für heiße Sektionen von Turbinen, Leitschaufelteile, Gaswegstrukturen und Hochtemperatur-Turbinenhardware verwendet wird. Traditionell werden viele Turbinenkomponenten aus Inconel 713C im Feingussverfahren hergestellt, gefolgt von CNC-Bearbeitung, EDM, Wärmebehandlung, Beschichtung und Prüfung.
Nicht jedes Turbinenprojekt ist jedoch zu Beginn bereit für Gusswerkzeuge. Für die frühe Entwicklungsphase, Tests in kleinen Stückzahlen, die Verifizierung des Strömungswegs, die Validierung der Kühlstruktur und Montageversuche kann der 3D-Druck einen flexibleren Weg bieten. Die entscheidende Frage ist nicht einfach, ob Inconel 713C gedruckt werden kann, sondern wann der 3D-Druck aus technischer und kommerzieller Sicht sinnvoller ist als das Feingussverfahren.
Warum Inconel 713C traditionell im Feingussverfahren hergestellt wird
Inconel 713C gehört zur Familie der Hochtemperatur-Superlegierungen und wird aufgrund seiner Hochtemperaturfestigkeit, Oxidationsbeständigkeit und Kriechbeständigkeit geschätzt. Diese Eigenschaften machen es geeignet für Turbinenschaufeln, Düsenkomponenten, heiße Sektionsteile von Turboladern, Brennerhardware und Testkomponenten für Gasturbinen.
Das Feingussverfahren wird für diese Anwendungen weit verbreitet eingesetzt, da es komplexe Superlegierungsteile in Near-Net-Shape-Form mit kontrollierter Geometrie herstellen kann. Bei stabilen Produktionsprogrammen ermöglicht das Gussverfahren dem Hersteller, die Werkzeugkosten über wiederholte Chargen zu amortisieren. Es ist zudem ein bewährter Weg für Turbinenkomponenten, die eine konsistente Materialleistung, wiederholbare Geometrie und nachgelagerte Endbearbeitung erfordern.
Für die Langzeitproduktion kann das Feingussverfahren weiterhin die bessere Wahl sein, insbesondere wenn das Design feststeht, die jährliche Menge vorhersagbar ist und die Komponentengeometrie für Wachsmodell-Werkzeuge und Keramikschalen-Guss geeignet ist.
Warum Ingenieure den 3D-Druck für Inconel-713C-Prototypen in Betracht ziehen
In der frühen Phase der Turbinenentwicklung müssen Ingenieure oft ein Design validieren, bevor sie in Werkzeuge investieren. Das Bauteil erfordert möglicherweise noch Änderungen an der Kühlstruktur, der Gasströmungsrichtung, der Montageschnittstelle, dem Tragflächenprofil, der Wandstärke oder dem Montagebezugspunkt. In solchen Situationen kann ein konventionelles Gussverfahren hohe Vorabkosten und längere Entwicklungszyklen verursachen.
Der metallische 3D-Druck-Service bietet einen anderen Weg. Kleine Chargen können direkt aus CAD-Daten gefertigt werden, was den 3D-Druck nützlich macht für Prototypentests, Designiterationen und die technische Validierung in geringen Stückzahlen.
Für Turbinenkomponenten ist der 3D-Druck besonders wertvoll, wenn das Projekt Folgendes umfasst:
1–20 Stück für Prototypen oder technische Validierung
Designs, die noch nicht eingefroren sind
Komplexe interne Kanäle oder Gasströmungsmerkmale
Montageprüfungen vor der Investition in Werkzeuge
Kurze Entwicklungszyklen für F&E oder Prüfstände
Komponenten für heiße Sektionen, die später in die Gussproduktion übergehen können
Wann der 3D-Druck für Inconel-713C-Kleinserienkomponenten sinnvoll ist
Der 3D-Druck ist nicht immer der kostengünstigste Prozess pro Teil, kann aber die klügere Wahl sein, wenn das Werkzeugrisiko hoch ist. Wenn der Kunde nur wenige Teile für thermische Tests, Montageverifizierung, Strömungswegvalidierung oder Designvergleiche benötigt, kann die Möglichkeit, Gusswerkzeuge zu vermeiden, wichtiger sein als die niedrigsten Stückkosten.
Projektbedingung | Empfohlener Weg | Grund |
|---|---|---|
1–10 Prototypenteile | 3D-Druck | Vermeidet Werkzeugkosten und unterstützt schnelle Designvalidierung |
Design ändert sich noch | 3D-Druck | CAD-Updates können getestet werden, ohne Gusswerkzeuge zu modifizieren |
Komplexe Kühl- oder Strömungsstruktur | 3D-Druck-Evaluierung | Unterstützt komplexe Geometrien vor der Auswahl des Produktionsprozesses |
Stabile Geometrie und Wiederholungsaufträge | Feinguss | Werkzeugkosten können auf Produktionschargen verteilt werden |
Langfristiges Turbinenhardware-Programm | Guss oder hybrider Weg | Besser für qualifizierte, wiederholbare Produktion nach der Validierung |
Für viele Turbinen-F&E-Projekte besteht der beste Ansatz nicht darin, sich dauerhaft für den 3D-Druck oder das Gussverfahren zu entscheiden. Stattdessen kann der 3D-Druck zunächst zur Validierung der Geometrie eingesetzt werden, woraufhin das Projekt nach Stabilisierung des Designs auf das Gussverfahren umgestellt werden kann.
Wann das Feingussverfahren weiterhin die bessere Wahl ist
Das Feingussverfahren bleibt highly geeignet, wenn das Komponentendesign ausgereift ist und die Stückzahl den Werkzeugeinsatz rechtfertigt. Wenn das Bauteil die technische Validierung bereits bestanden hat, die Geometrie stabil ist und Wiederholungschargen erwartet werden, wird das Gussverfahren im Laufe der Zeit meist wirtschaftlicher.
Das Gussverfahren kann auch bevorzugt werden, wenn der Kunde einen Produktionsprozess benötigt, der bereits für die Anwendung qualifiziert ist, insbesondere für sicherheitskritische Turbinenhardware. Für finale Produktionsturbinenteile können Prozesshistorie, Inspektionsstandards, Wärmebehandlungsunterlagen und Materialqualifizierung wichtiger sein als eine schnelle Durchlaufzeit.
Kurz gesagt, ist das Gussverfahren meist besser, wenn:
Das Design bereits eingefroren ist
Die erwartete Produktionsmenge hoch genug ist, um die Werkzeugkosten zu absorbieren
Die Geometrie für das Feingussverfahren geeignet ist
Der Kunde einen bewährten Produktionsweg für wiederkehrende Aufträge benötigt
Das Projekt eine strenge Produktionsqualifizierung erfordert
Eine hybride Entwicklungsstrategie: Erst drucken, später gießen
Für Turbinenkomponenten in kleinen Stückzahlen ist eine hybride Entwicklungsstrategie oft der praktischste Weg. Anstatt zu Beginn in Gusswerkzeuge zu investieren, können Ingenieure den 3D-Druck nutzen, um die Geometrie zu validieren, Designrisiken zu identifizieren und kritische Schnittstellen zu bestätigen.
Ein typischer Arbeitsablauf kann Folgendes umfassen:
Überprüfung des 3D-Modells und der 2D-Zeichnung auf Fertigbarkeit
Herstellung von 1–10 gedruckten Prototypen zur Designverifizierung
Bearbeitung kritischer Bezugs-, Dicht- oder Montageflächen durch CNC-Bearbeitung
Einsatz von Funkenerosion (EDM) für Schlitze, Bohrungen, Kanäle oder schwierige Superlegierungsmerkmale
Inspektion der gedruckten und fertig bearbeiteten Teile
Modifikation des Designs basierend auf Testergebnissen
Umstellung auf Feinguss, wenn Geometrie und Nachfrage stabil werden
Dieser Ansatz hilft, das Werkzeugrisiko zu reduzieren. Er ist besonders nützlich, wenn der Kunde noch Schaufelprofile, Düsenlayouts, Kühlmerkmale, Vorrichtungsschnittstellen oder Montagestrukturen vergleicht.
Logik hinter Kosten und Durchlaufzeiten
Für Teile aus Inconel 713C sollten Kosten auf Projektebene und nicht nur anhand des Stückpreises bewertet werden. Das Feingussverfahren erfordert üblicherweise Werkzeuge, Prozessentwicklung, Probeguss, Bearbeitungsvorichtungen und Inspektionsplanung. Diese Kosten können für die Produktion gerechtfertigt sein, können aber für einen kurzen Prototypenlauf zu hoch sein.
Der 3D-Druck vermeidet anfängliche Gusswerkzeuge, aber das gedruckte Teil selbst kann höhere Kosten für Material, Maschine, Stützstrukturentfernung, Wärmebehandlung, Bearbeitung und Inspektion verursachen. Daher ist er oft am besten für kleine Mengen oder Designs mit hoher Unsicherheit geeignet.
Faktor | 3D-Druck | Feinguss |
|---|---|---|
Werkzeugkosten | Üblicherweise nicht erforderlich | Erforderlich für Produktionswerkzeuge |
Optimaler Mengenbereich | Prototyp und Kleinserie | Stabile Charge und Produktion |
Designänderungen | Flexibel | Werkzeugänderungen können erforderlich sein |
Stückkosten bei Skalierung | Oft höher | Oft niedriger nach Amortisation der Werkzeuge |
Entwicklungsgeschwindigkeit | Schneller für frühe Versuche | Besser nach Prozessstabilisierung |
Qualitätskontrolle für gedruckte und gegossene 713C-Komponenten
Unabhängig davon, ob das Teil im 3D-Druck oder im Feingussverfahren hergestellt wurde, ist die Qualitätskontrolle für Turbinenkomponenten aus Inconel 713C unerlässlich. Teile für heiße Sektionen erfordern möglicherweise dimensionsgenaue Inspektionen, interne Fehlerprüfungen, Materialverifizierungen und Prozessdokumentationen.
Für Prototypenprojekte können gängige Qualitätsprüfungen KMK-Inspektionen, Röntgen, CT-Scanning, FAI-Berichte, Wärmebehandlungsunterlagen und Materialzertifikate umfassen. Bei gedruckten Teilen sollte die Inspektion auch die Pulverentfernung, Bereiche der Stützstrukturentfernung, interne Kanäle, den Oberflächenzustand und die Ausrichtung der Bezüge nach der Nachbearbeitung berücksichtigen.
Für Anwendungen im Energie- und Kraftwerksbereich ist die Qualitätskontrolle besonders wichtig, wenn die Komponente in Turbinenprüfständen, Brennertests, Thermowechselvorrichtungen oder zur Entwicklung heißer Gaswege verwendet wird.
Hinweise zur Angebotsanfrage (RFQ) für Inconel-713C-Prototypenprojekte
Um den richtigen Fertigungsweg zu wählen, benötigt der Lieferant mehr als nur eine 3D-Datei. Für Turbinenkomponenten aus Inconel 713C in kleinen Stückzahlen sollte die Angebotsanfrage erläutern, ob das Projekt der Prototypenvalidierung, Funktionstests oder der zukünftigen Produktionsplanung dient.
Bitte stellen Sie bei einer Angebotsanfrage folgende Informationen bereit:
3D-CAD-Datei im STEP-, X_T- oder STL-Format
2D-Zeichnung mit Toleranzen, Bezugsangaben und kritischen Abmessungen
Zielmenge für Prototyp, Pilotcharge und zukünftige Produktion
Ob das Design eingefroren ist oder sich noch in der Entwicklung befindet
Betriebstemperatur, Lastbedingungen und Anforderungen an Thermowechsel
Kritische Oberflächen, die CNC-Bearbeitung, EDM oder Polieren erfordern
Inspektionsanforderungen wie KMK, CT, Röntgen, FAI oder Materialprüfung
Ob das Projekt später auf die Gussproduktion umgestellt werden könnte
Häufig gestellte Fragen (FAQ)
Kann Inconel 713C ohne Rissbildung im 3D-Druck verarbeitet werden?
Eignet sich der 3D-Druck von Inconel 713C für Prototypen von Turbinenschaufeln und Düsen?
Sollten Turbinenentwickler den 3D-Druck oder das Feingussverfahren für Inconel 713C wählen?
Welche Nachbearbeitungskontrollen sind für 3D-gedruckte Teile aus Inconel 713C erforderlich?
