हिन्दी
ऑनलाइन टाइटेनियम पार्ट्स 3D प्रिंटिंग सेवा
हमारी टाइटेनियम पार्ट्स 3D प्रिंटिंग सेवा के साथ प्रिसीजन और नवाचार का अनुभव करें। पाउडर बेड फ्यूज़न, बाइंडर जेटिंग, शीट लैमिनेशन और डायरेक्टेड एनर्जी डिपॉज़िशन का उपयोग कर हम विविध अनुप्रयोगों के लिए उच्च-गुणवत्ता, कस्टमाइज़्ड टाइटेनियम कंपोनेंट्स डिलीवर करते हैं।
- पाउडर बेड फ्यूज़न 3D प्रिंटिंग
- बाइंडर जेटिंग 3D प्रिंटिंग
- शीट लैमिनेशन 3D प्रिंटिंग
- डायरेक्टेड एनर्जी डिपॉज़िशन 3D प्रिंटिंग

नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
टाइटेनियम 3D प्रिंटिंग तकनीकें
टाइटेनियम 3D प्रिंटिंग DMLS, SLM, EBM, बाइंडर जेटिंग, LMD, EBAM, WAAM, UAM और LOM जैसी उन्नत तकनीकों का लाभ उठाती है। ये विधियाँ उत्कृष्ट यांत्रिक गुणों और स्केलेबिलिटी के साथ एयरोस्पेस, चिकित्सा और औद्योगिक अनुप्रयोगों हेतु उच्च-प्रिसीजन, किफायती टाइटेनियम पार्ट्स का उत्पादन सक्षम बनाती हैं।

टाइटेनियम 3डी प्रिंटिंग Materials
3D प्रिंटेड टाइटेनियम पार्ट्स के लिए पोस्ट-प्रोसेस
CNC मशीनिंग, EDM, हीट ट्रीटमेंट, HIP, थर्मल बैरियर कोटिंग्स और सतह ट्रीटमेंट सहित उन्नत पोस्ट-प्रोसेसिंग विधियों से टाइटेनियम पार्ट्स के प्रदर्शन और गुणवत्ता का अनुकूलन करें—टिकाऊपन, प्रिसीजन और एप्लिकेशन-स्पेसिफिक फ़ंक्शनलिटी सुनिश्चित करते हुए।
टाइटेनियम 3D प्रिंटेड पार्ट्स के अनुप्रयोग
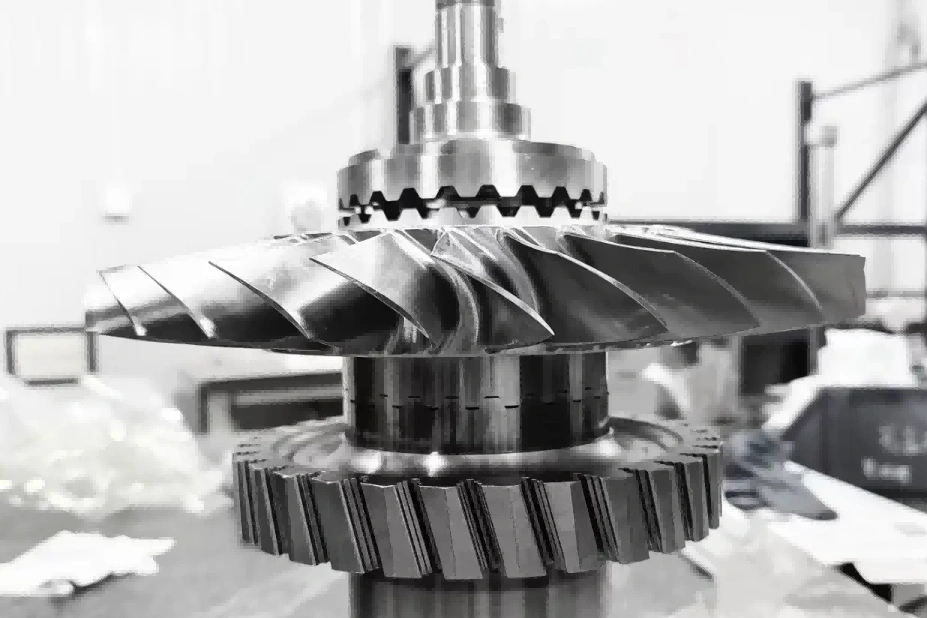
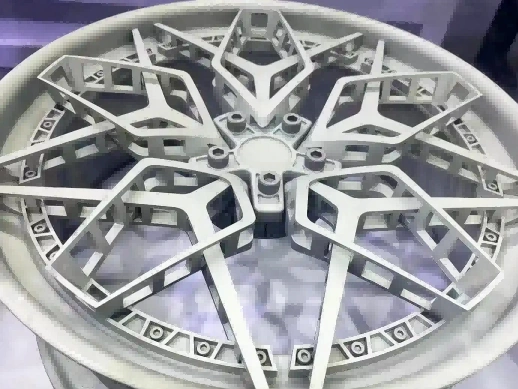
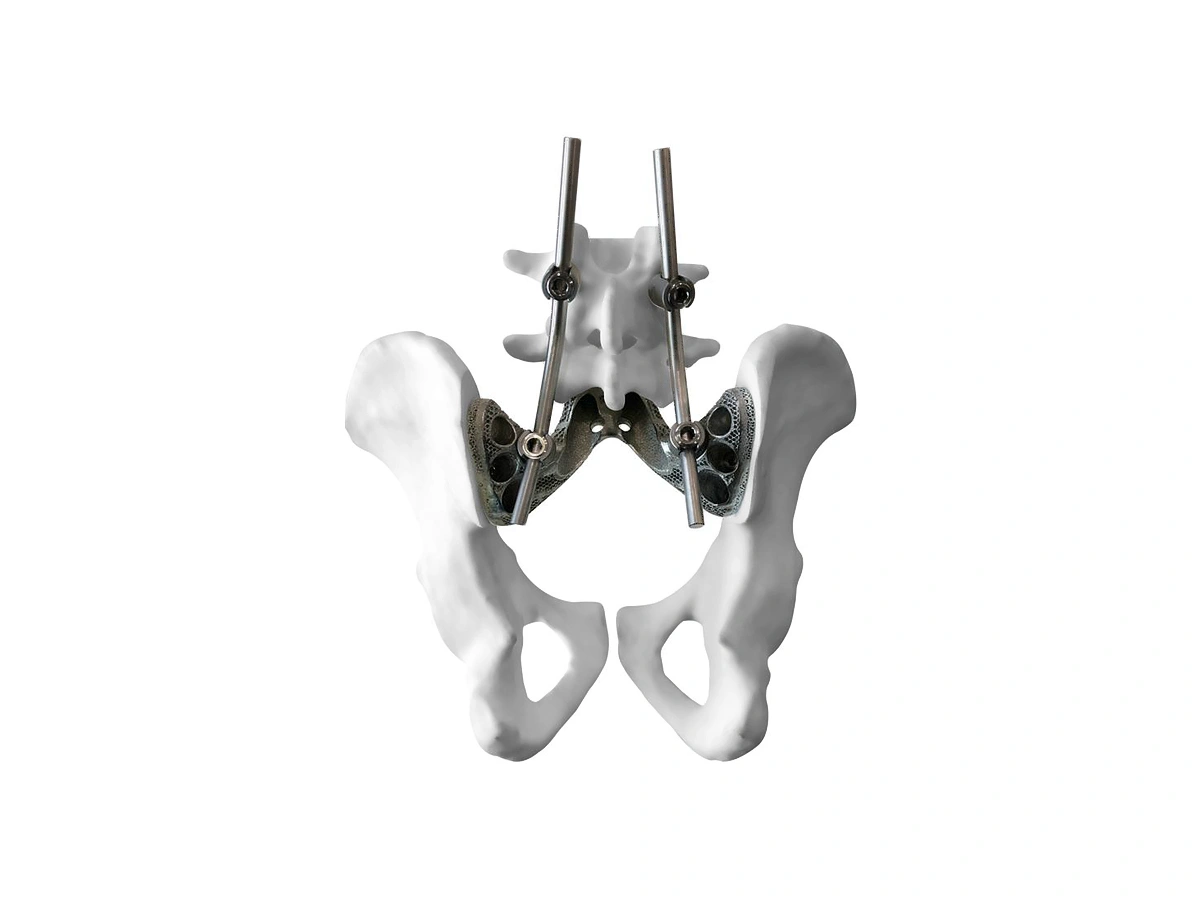
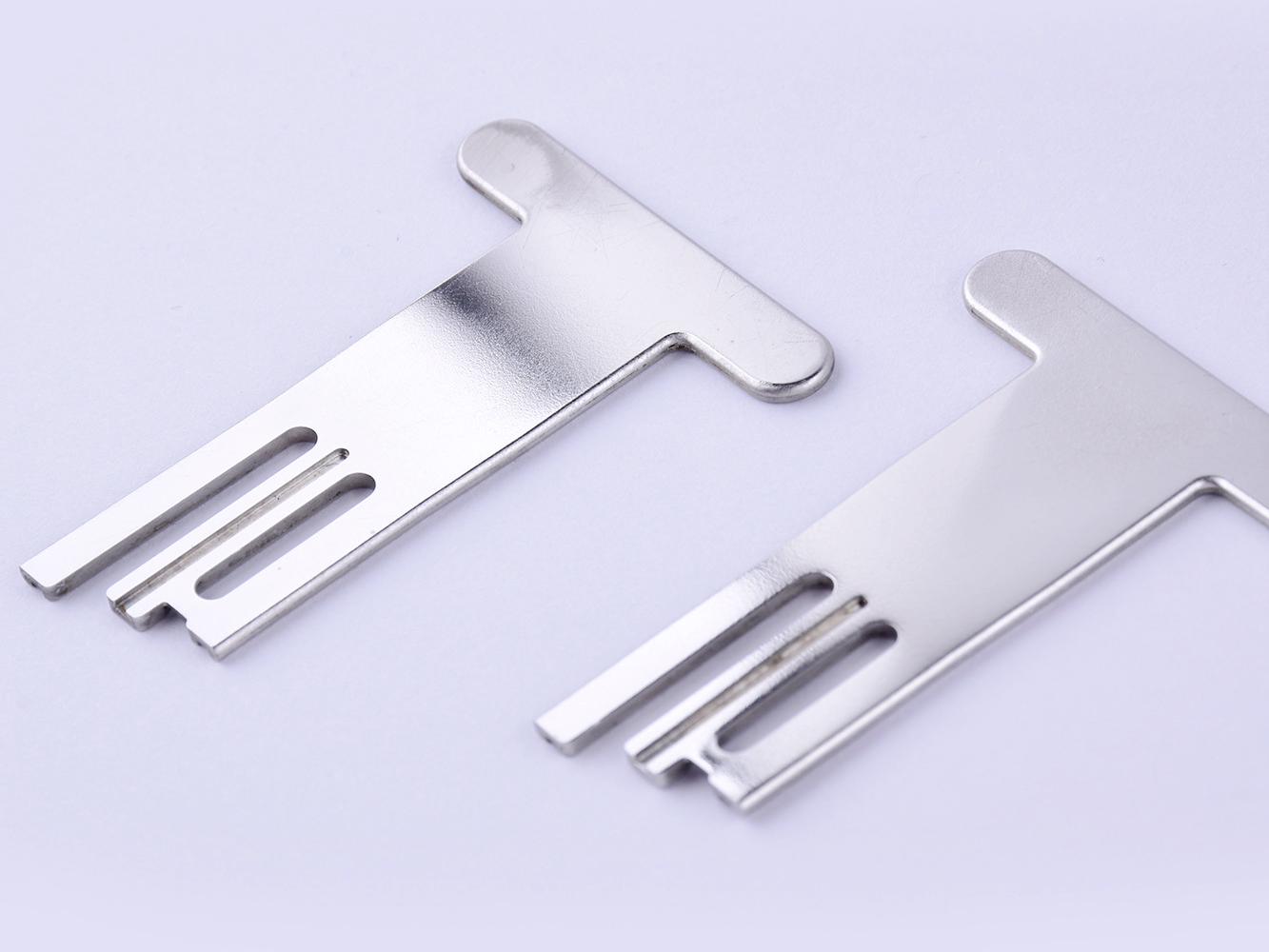
टाइटेनियम 3D प्रिंटेड पार्ट्स उच्च शक्ति-भार अनुपात, जंग-रोध और बायोकम्पैटिबिलिटी के लिए प्रसिद्ध हैं, इसलिए अनेक क्षेत्रों में अपरिहार्य हैं। हल्के पर मज़बूत सामग्री, उच्च प्रिसीजन और जटिल ज्यामितियों की आवश्यकता वाले उद्योगों में ये विशेष रूप से उपयोगी हैं।
टाइटेनियम 3D प्रिंटेड पार्ट्स: केस स्टडी
यह केस स्टडी दर्शाती है कि उन्नत टाइटेनियम 3D प्रिंटिंग एयरोस्पेस, चिकित्सा और ऑटोमोटिव उद्योगों के लिए उच्च-मज़बूत, हल्के और जंग-रोधी समाधान कैसे प्रदान करती है। कस्टम प्रोस्थेटिक्स और डेंटल इम्प्लांट्स से लेकर टिकाऊ ऑटोमोटिव कंपोनेंट्स और एयरोस्पेस ब्रैकेट्स तक—यह अध्ययन प्रिसीजन मैन्युफैक्चरिंग, रैपिड प्रोटोटाइपिंग और चुनौतीपूर्ण अनुप्रयोगों में श्रेष्ठ प्रदर्शन को उजागर करता है।







आज ही नया प्रोजेक्ट शुरू करें
टाइटेनियम 3D प्रिंटेड पार्ट्स: डिज़ाइन संबंधी विचार
टाइटेनियम 3D प्रिंटेड पार्ट्स डिज़ाइन करते समय संरचनात्मक अखंडता हेतु दीवार मोटाई, टॉलरेंस और होल डिज़ाइन पर विचार करें। महत्वपूर्ण ओवरहैंग्स के लिए सपोर्ट का उपयोग करें और प्रिंट गुणवत्ता सुधारने हेतु ओरिएंटेशन अनुकूलित करें। विकृति से बचने के लिए थर्मल मैनेजमेंट अपनाएँ, वज़न घटाने हेतु लैटिस स्ट्रक्चर एकीकृत करें, और तनाव संकेंद्रण को कम करने के लिए स्मूथ ट्रांज़िशन डिज़ाइन करें। पोस्ट-प्रिंट हीट ट्रीटमेंट यांत्रिक गुण बढ़ाने और तनाव दूर करने के लिए आवश्यक हैं।
टाइटेनियम मिश्रधातु 3D प्रिंटेड पार्ट्स: मैन्युफैक्चरिंग संबंधी विचार
टाइटेनियम मिश्रधातु 3D प्रिंटेड पार्ट्स के लिए निर्माण संबंधी विचार उच्च शक्ति-भार अनुपात और उत्कृष्ट जंग-रोध का पूर्ण लाभ उठाने हेतु महत्वपूर्ण हैं। प्रमुख कारकों में संदूषण से बचने के लिए नियंत्रित प्रिंटिंग वातावरण, थर्मल तनाव प्रबंधन, और सटीक पोस्ट-प्रोसेसिंग के माध्यम से इष्टतम यांत्रिक गुण सुनिश्चित करना शामिल है।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें



Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.