Kann der 3D-Druck mit Superlegierungen für Turbinendüsen, Leitschaufeln und Heißgaspfadteile verwend...
Kann der 3D-Druck mit Superlegierungen für Turbinendüsen, Leitschaufeln und Heißgaspfadteile verwendet werden?
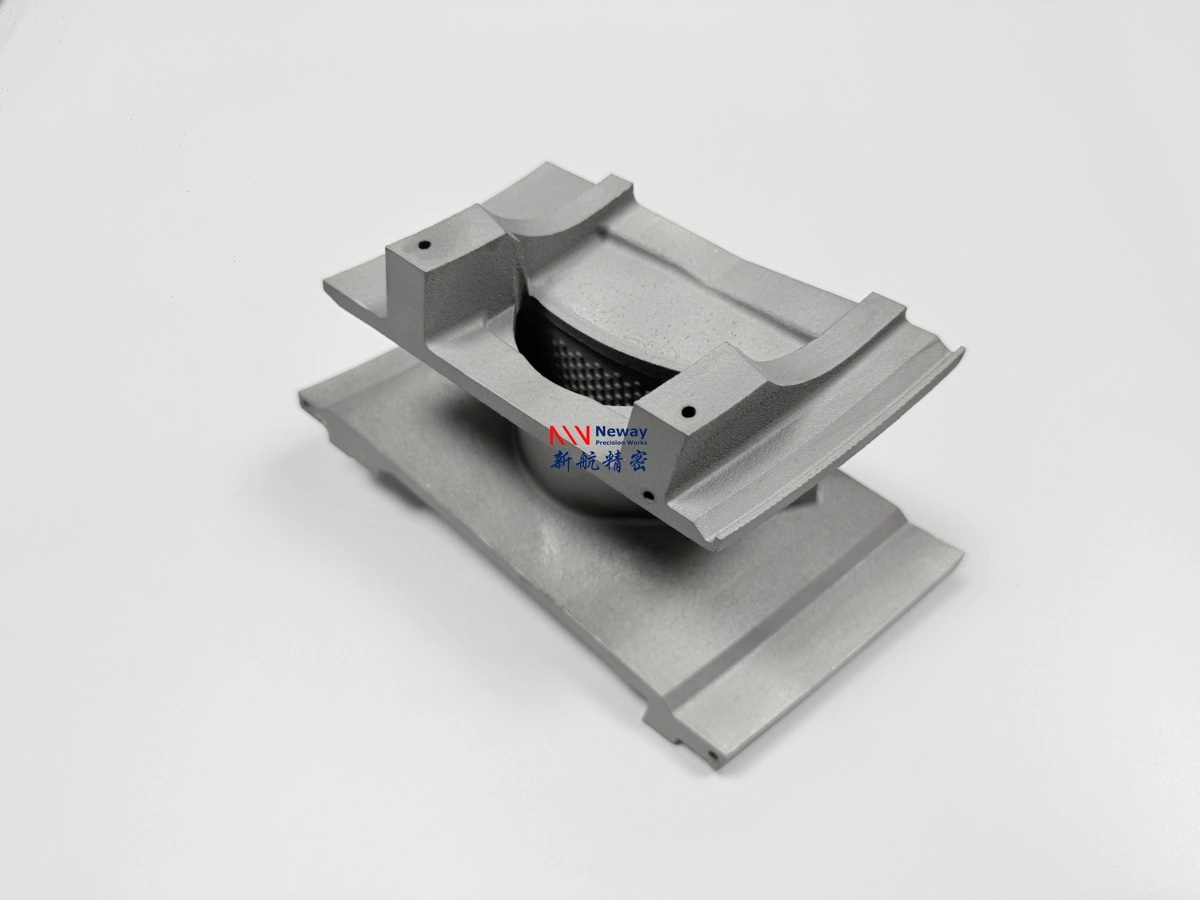
Ja. Der 3D-Druck mit Superlegierungen kann für Turbinendüsen, Leitschaufeln, Heißgaspfadteile, Verbrennungskomponenten und Hochtemperatur-Prototypbauteile eingesetzt werden, sofern Konstruktion, Material, Prozess und Nachbearbeitungsweg sorgfältig geprüft werden. Er ist besonders nützlich für die Prototypvalidierung, Kleinserientests, komplexe Gaspfadgeometrien, kühlungsrelevante Strukturen und Entwicklungsprogramme für den Heißbereich, bei denen die werkzeugbasierte Fertigung in der frühen Phase zu langsam oder zu teuer sein könnte.
Turbinendüsen, Leitschaufeln und Heißgaspfadteile sind jedoch keine einfachen Druckprojekte. Sie umfassen oft dünne Wände, gekrümmte aerodynamische Oberflächen, Hochtemperaturexposition, thermische Zyklen, interne Kanäle, kritische Montageflächen und strenge Inspektionsanforderungen. Für diese Teile muss die additive Fertigung gemeinsam mit der Materialauswahl, Bauorientierung, Stützstruktur Entfernung, Pulverreinigung, Wärmebehandlung, HIP (Heißisostatisches Pressen), CNC-Bearbeitung, EDM (Funkenerosion) und zerstörungsfreier Prüfung geplant werden.
1. Direkte Antwort: Kann der 3D-Druck mit Superlegierungen für Heißgaspfadteile verwendet werden?
Der 3D-Druck mit Superlegierungen kann für ausgewählte Turbinendüsen, Leitschaufeln und Heißgaspfadkomponenten eingesetzt werden, hauptsächlich für Prototypentests, technische Validierung, Kleinserienfertigung und die Entwicklung komplexer Geometrien. Er ist besonders wertvoll, wenn Ingenieure Luftstromoberflächen, Montage Merkmale, Kühlstrukturen oder Montageschnittstellen verifizieren müssen, bevor sie zum Gießen, Schmieden oder anderen Produktionswegen übergehen.
Für Anwendungen in der Luft- und Raumfahrt sowie Luftfahrt und im Bereich Energie und Kraftwerke hängt die Machbarkeit gedruckter Heißbereichsteile sowohl von den Betriebsbedingungen als auch vom Fertigungsrisiko ab. Der Lieferant sollte nicht nur die Legierungsgrade prüfen, sondern auch Wandstärke, thermische Spannungen, interne Durchgänge, Zugänglichkeit für Stützstrukturen, Bearbeitungszugaben und Inspektionsanforderungen.
Bauteiltyp | Eignung für den 3D-Druck | Hauptschwerpunkt der Prüfung |
|---|---|---|
Turbinendüsen | Geeignet für Prototypen und Kleinserienvalidierung | Strömungsgeometrie, thermische Belastung, Entfernung der Stützstrukturen und bearbeitete Schnittstellen |
Turbinenleitschaufeln | Geeignet nach Prüfung auf Dünnwandigkeit und Verzug | Profil der Tragfläche, Vorder-/Hinterkanten, Wandstärke und Zugang für die Inspektion |
Heißgaspfadteile | Geeignet, wenn Material und Nachbearbeitung den Betriebsbedingungen entsprechen | Oxidation, thermische Zyklen, Gasexposition und Oberflächenzustand |
Verbrennungskomponenten | Oft geeignet für komplexe Prototypen | Exposition gegenüber heißen Gasen, interne Kanäle, Verzug und Wärmebehandlung |
Thermische Prüfvorrichtungen | Geeignet für Hochtemperatur-Validierungswerkzeuge | Belastung, Temperatur, wiederholte Zyklen und Bearbeitungsgenauigkeit |
2. Welche Superlegierungen werden für Turbinendüsen, Leitschaufeln und Heißgaspfadteile verwendet?
Die Materialauswahl hängt von Temperatur, Belastung, Oxidationsbeständigkeit, Korrosionsbelastung, thermischen Zyklen, Druckbarkeit und Anforderungen an die Nachbearbeitung ab. Für die Entwicklung des Heißgaspfads vergleichen Ingenieure oft nickel- und kobaltbasierte Superlegierungen, bevor sie den endgültigen Fertigungsweg wählen.
Superlegierung | Bester Einsatzbereich | Typischer Prüfpunkt |
|---|---|---|
Turbinenleitschaufel, Düse und Bewertung von Heißbereichsprototypen | Rissanfälligkeit, Dünnwandgeometrie, Wärmebehandlung und Inspektion | |
Verbrennungskomponenten, Heißgasstrukturen und hochtemperaturbeständige Teile auf Kobaltbasis | Thermische Zyklen, Oxidationsbeständigkeit und Nachbearbeitungsweg | |
Brennkammern, Brenner, Heißgaskanäle, Düsen und Teile für thermische Ermüdung | Verbrennungsumgebung, Oxidationsexposition und Druckbarkeit dünnwandiger Strukturen | |
Inconel 718 | Hochfeste Strukturteile und moderate Heißbereichskomponenten | Festigkeit, Wärmebehandlung, Bearbeitung und Validierung ausgereifter Prozesse |
Inconel 625 | Korrosionsbeständige Heißgas-, Abgas- und Düsenkomponenten | Korrosionsumgebung, Oberflächengüte und moderate Festigkeitsanforderungen |
Bei Projekten, die Inconel 713C Turbinenleitschaufel- und Düsenprototypen betreffen, sollte das Material zusammen mit der Geometrie, der Wandstärke und den Inspektionsanforderungen bewertet werden, da Turbinenprofile und Düsenmerkmale das Risiko von Rissen und Verzug erhöhen können.
3. Warum ist der 3D-Druck für die Entwicklung von Turbinendüsen und -leitschaufeln nützlich?
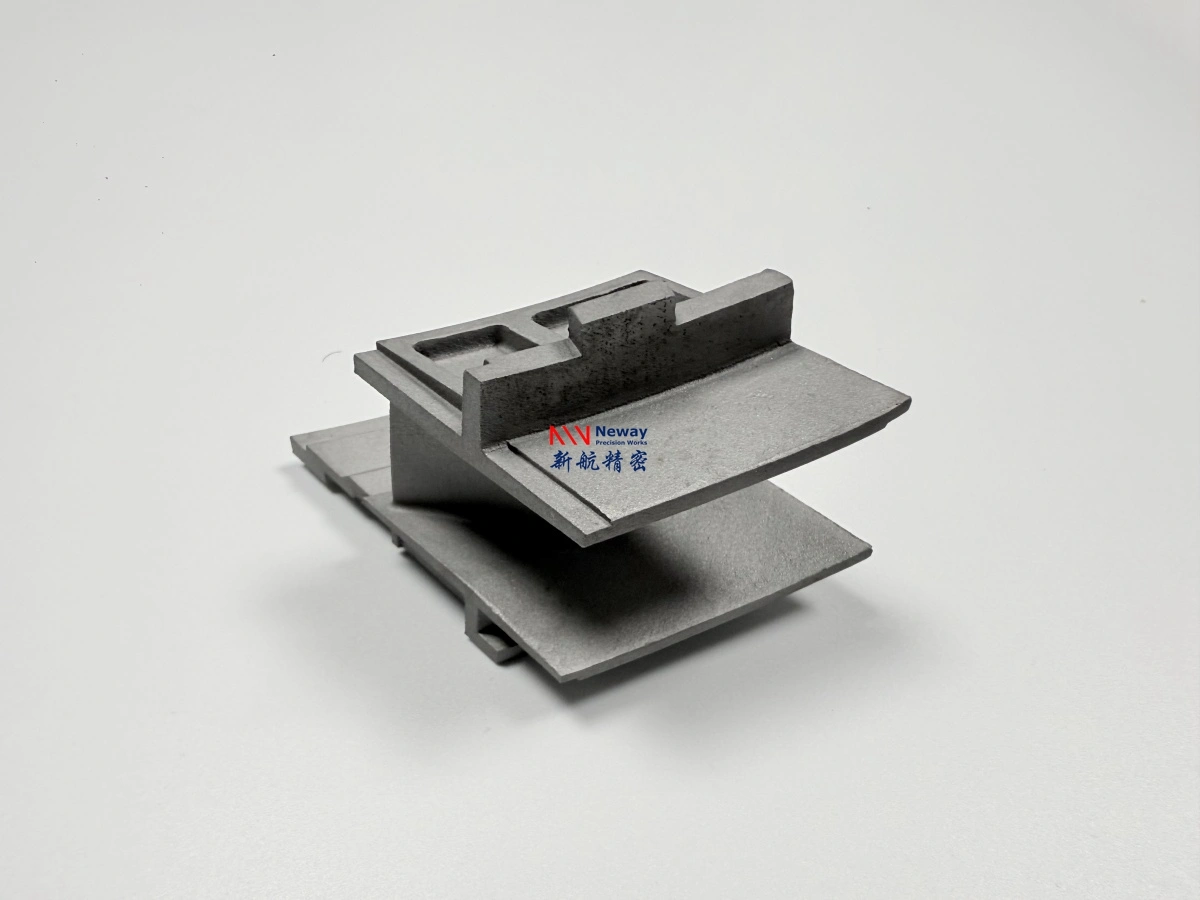
Der 3D-Druck ist für die Entwicklung von Turbinendüsen und -leitschaufeln nützlich, da er Ingenieuren ermöglicht, komplexe Formen direkt aus CAD-Daten herzustellen, ohne auf Gusswerkzeuge warten zu müssen. Dies hilft, die frühe Designvalidierung, Tests von Luftstromkonzepten, Montageprüfungen und die Bewertung von Kleinserienprototypen zu beschleunigen.
Mit Hilfe der Pulverbettfusion können Ingenieure gekrümmte Gaspfadoberflächen, integrierte Montagestrukturen, komplexe Kanäle, dünne Wände und Geometrievarianten bewerten, die mit konventionellen Prototypmethoden schwierig oder teuer herzustellen wären.
Entwicklungsbedarf | Wie der 3D-Druck mit Superlegierungen hilft |
|---|---|
Validierung der Gaspfadform | Ermöglicht Ingenieuren, Schaufel-, Düsen- und Kanalgeometrien vor dem endgültigen Design-Freeze zu testen. |
Bewertung der Kühlstruktur | Unterstützt komplexe interne Durchgänge oder strömungsrelevante Merkmale, die schwer zu bearbeiten sind. |
Kleinserientests | Reduziert den Bedarf an sofortigen Werkzeuginvestitionen während der frühen Validierung. |
Designiteration | Aktualisierte CAD-Versionen können nach Testfeedback zum Vergleich gedruckt werden. |
Überprüfung der Montageschnittstelle | Montageflächen, Flansche, Bohrungen und Bezugsmerkmale können vor der Produktionswerkzeugherstellung geprüft werden. |
Vorbereitung funktioneller Tests | Gedruckte Teile können je nach Anforderung thermische, strömungstechnische, Passgenauigkeits- oder Prüfstandvalidierungen unterstützen. |
4. Was sind die Hauptrisiken bei der Fertigung?
Turbinendüsen, Leitschaufeln und Heißgaspfadteile sind schwierig, da sie Hochtemperaturanwendungen mit komplexer Geometrie kombinieren. Selbst wenn das Material druckbar ist, benötigt das Teil eine sorgfältige Prüfung vor der Produktion.
Fertigungsrisiko | Warum es für Heißgaspfadteile wichtig ist | Typische Kontrollmethode |
|---|---|---|
Verzug bei dünnen Wänden | Tragflächen, Düsenleitschaufeln und Heißgaswände können sich während des Drucks oder der Wärmebehandlung verformen. | Bauorientierung, Stützstrukturdesign, Spannungsarmglühen und Inspektion |
Rissbildung | Einige Superlegierungen sind unter schnellem Schmelzen und Abkühlen rissanfällig. | Materialprüfung, Parameterkontrolle, Verrundungen, Thermomanagement und Wärmebehandlung |
Entfernung der Stützstrukturen | Stützstrukturen in engen Gaspfaden oder internen Bereichen können schwer vollständig zu entfernen sein. | Planung der Stützstrukturen, Zugänglichkeitsprüfung, EDM und manuelle Nachbearbeitung |
Pulverentfernung | Interne Kanäle, Hohlräume oder Kühldurchgänge können Pulver einschließen. | Ablassbohrungen, Reinigungsstrategie, Boreskop, Röntgen oder CT-Inspektion |
Oberflächenrauheit | Gaspfad- oder Dichtungsbereiche akzeptieren möglicherweise die Rauheit im Druckzustand nicht. | Bearbeitung, Polieren, Strahlen oder Oberflächenveredelung |
Maßhaltigkeit | Montageschnittstellen, Flanschflächen, Bohrungen und Bezugsmerkmale erfordern oft eine enge Toleranzkontrolle. | CNC-Bearbeitung, EDM, KMG-Inspektion und 3D-Scanning |
5. Welche Nachbearbeitung ist normalerweise erforderlich?
Gedruckte Turbinendüsen, Leitschaufeln und Heißgaspfadteile benötigen in der Regel eine Nachbearbeitung. Der genaue Weg hängt vom Material, der Geometrie, der Betriebstemperatur, den Inspektionsanforderungen und davon ab, ob das Teil zur Konzeptvalidierung oder für funktionelle Tests dient.
Schritt der Nachbearbeitung | Zweck für Turbinen- und Heißgaspfadteile |
|---|---|
Spannungsarmglühen | Reduziert Eigenspannungen vor der Entfernung der Stützstrukturen oder der Präzisionsbearbeitung. |
Wärmebehandlung | Verbessert die Maßstabilität und passt die mechanischen oder thermischen Eigenschaften an. |
HIP-Bewertung | Hilft, die interne Qualität für ermüdungsempfindliche, druckbelastete oder hochwertige Heißbereichsteile zu verbessern. |
CNC-Bearbeitung | Fertigt Montageflächen, Dichtflächen, Flansche, Bezugsbereiche, Bohrungen und Gewinde nach. |
EDM (Funkenerosion) | Fertigt feine Bohrungen, Schlitze, kühlungsrelevante Merkmale oder schwer zugängliche Details aus Superlegierungen nach. |
Oberflächenveredelung | Verbessert die Rauheit, bereitet für Beschichtungen vor, bearbeitet Gaspfadoberflächen oder erzielt kundenspezifische Oberflächen. |
Inspektion | Prüft auf Risse, Porosität, Pulverrückstände, Geometrie und kritische Abmessungen. |
6. Welche Inspektion sollte für Heißgaspfadteile in Betracht gezogen werden?
Die Inspektion sollte frühzeitig geplant werden, da Turbinendüsen, Leitschaufeln und Heißgaspfadteile oft Merkmale enthalten, die nach der Produktion schwer zu prüfen sind. Interne Fehler, Risse, blockierte Durchgänge, eingeschlossenes Pulver und Maßabweichungen können die Ergebnisse von Prototypen oder funktionellen Tests beeinträchtigen.
Inspektionsmethode | Was wird geprüft | Wann ist es nützlich |
|---|---|---|
Sichtprüfung | Oberflächenrisse, Spuren der Stützstrukturen, Verformungen und offensichtliche Fehler | Grundlegende Prüfung nach Druck und Fertigstellung |
FPI oder Farbeindringprüfung | An die Oberfläche reichende Risse | Wichtig für rissanfällige Teile aus Superlegierungen |
Röntgenprüfung | Interne Lunker, Porosität und ausgewählte interne Fehler | Nützlich für hochwertige oder funktionelle Heißbereichsteile |
CT-Scanning | Interne Kanäle, Pulverrückstände, Risse, Porosität und komplexe Geometrie | Empfohlen, wenn interne Merkmale oder Kühldurchgänge kritisch sind |
KMG-Inspektion | Bearbeitete Abmessungen, Bezugsflächen, Bohrungen, Flansche und Montageschnittstellen | Erforderlich für präzise Montage oder zeichnungsgesteuerte Merkmale |
3D-Scanning | Freiform-Schaufeloberflächen, Düsenprofile und Abweichungen der gedruckten Geometrie | Nützlich für den aerodynamischen Profilvergleich mit dem CAD |
7. Welche Fallstudien-Erfahrungen unterstützen den 3D-Druck von Heißbereichsteilen aus Superlegierungen?
Für Anwendungen bei Turbinendüsen, Leitschaufeln und im Heißgaspfad sind Fallstudien-Erfahrungen wichtig, da Kunden mehr als nur eine Materialliste benötigen. Sie brauchen Vertrauen in die Prozessplanung, Maßkontrolle, Nachbearbeitung und Inspektion für komplexe Teile aus Superlegierungen.
Anwendungsreferenzen wie DMLS 3D-Druckservice: Hochpräzise Teile aus Superlegierungen für die Luft- und Raumfahrtindustrie und SLM 3D-Druckservice: Hochdichte Komponenten aus Superlegierungen für industrielle Anwendungen können Kunden helfen zu verstehen, wie die Metall-Pulverbettfusion auf anspruchsvolle Komponenten aus Superlegierungen in der Luft- und Raumfahrt, Industrie und in Hochtemperaturumgebungen angewendet wird.
Wert der Fallstudien-Referenz | Warum es für Kunden wichtig ist |
|---|---|
Erfahrung mit Superlegierungsprozessen | Zeigt, dass der Lieferant die Risiken beim Druck von Hochtemperaturlegierungen versteht. |
Erfahrung mit Präzisionskomponenten | Unterstützt Projekte mit bearbeiteten Schnittstellen, engen Toleranzen und Montageanforderungen. |
Hintergrund industrieller Anwendungen | Hilft, die Lücke zwischen Prototypendruck, funktionellen Tests und Kleinserienproduktion zu schließen. |
Fähigkeiten zur Nachbearbeitung | Wichtig, da Heißbereichsteile in der Regel mehr als nur den Druck allein erfordern. |
8. Welche technischen Daten werden vor der Angebotserstellung benötigt?
Um Turbinendüsen, Leitschaufeln und Heißgaspfadteile genau zu bewerten, sollten Kunden sowohl Konstruktionsdaten als auch Daten zu den Betriebsbedingungen bereitstellen. Das Angebot sollte Herstellbarkeit, Materialauswahl, Nachbearbeitung, Inspektion und Entwicklungsphase widerspiegeln.
Erforderliche Daten | Warum sie benötigt werden |
|---|---|
3D-CAD-Datei | Dient zur Überprüfung der Geometrie, Bauorientierung, Stützstrukturdesign, internen Kanäle und Pulverentfernung. |
2D-Zeichnung | Definiert Toleranzen, Bezüge, Bearbeitungsbereiche, Bohrungen, Flansche, Dichtflächen und Inspektionspunkte. |
Materialanforderung | Bestätigt, ob Inconel 713C, Haynes 188, Hastelloy X, Inconel 718, Inconel 625 oder eine andere Legierung erforderlich ist. |
Betriebstemperatur | Hilft bei der Bewertung der Hochtemperaturfestigkeit, Oxidationsbeständigkeit und des Wärmebehandlungsverfahrens. |
Gasumgebung | Wichtig für Entscheidungen bezüglich Verbrennungsgas, Oxidation, Korrosion, Beschichtung und Oberflächenveredelung. |
Thermische Zyklen | Hilft bei der Bewertung des Rissrisikos, der Ermüdung, des Verzugs und des Inspektionsumfangs. |
Belastungs- oder Druckbedingung | Hilft bei der Entscheidung, ob HIP, CT, Röntgen, FPI oder zusätzliche Tests in Betracht gezogen werden sollten. |
Menge und Phase | Klärt, ob es sich bei dem Projekt um einen Prototyp, eine Kleinserie, eine Designvalidierung oder ein zukünftiges Produktionsprogramm handelt. |
Inspektionsanforderungen | Definiert, ob KMG, 3D-Scanning, CT, Röntgen, FPI, FAI oder Materialdokumentation erforderlich sind. |
9. Zusammenfassung
Der 3D-Druck mit Superlegierungen kann für Turbinendüsen, Leitschaufeln und Heißgaspfadteile verwendet werden, wenn Material, Geometrie, Prozessweg, Nachbearbeitung und Inspektionsplan sorgfältig geprüft werden. Er ist besonders wertvoll für die Prototypvalidierung, Kleinserientests, komplexe Gaspfadstrukturen, kühlungsrelevante Merkmale und Entwicklungsprogramme für den Heißbereich in Anwendungen der Luft- und Raumfahrt, Luftfahrt, Energie und Kraftwerke.
Für eine praktische Machbarkeitsprüfung sollten Kunden das 3D-Modell, die 2D-Zeichnung, die Materialanforderung, die Wandstärke, die Betriebstemperatur, die Gasumgebung, Details zu thermischen Zyklen, die Menge, die Anforderungen an die Nachbearbeitung und den Inspektionsstandard bereitstellen. Dies hilft zu bestimmen, ob der 3D-Druck mit Superlegierungen geeignet ist und welche Legierung, Baustrategie, Veredelungsweg und Qualitätskontrollplan verwendet werden sollten.
