Deutsch
Directed Energy Deposition 3D-Druckservice
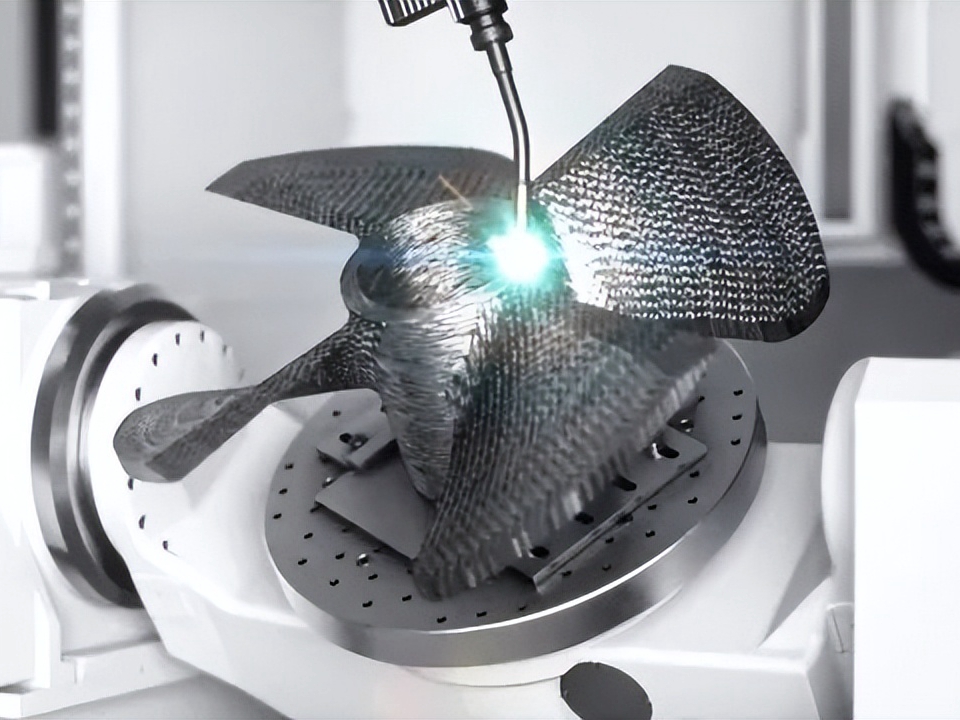
Unser Directed-Energy-Deposition-3D-Druckservice nutzt Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) und Wire Arc Additive Manufacturing (WAAM). Diese Verfahren ermöglichen eine leistungsstarke metallische Bauteilfertigung – ideal für Reparaturen, Beschichtungen und komplexe Geometrien in Luft- und Raumfahrt, Automotive und Industrie.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Vorteile des Directed Energy Deposition 3D-Druckservices
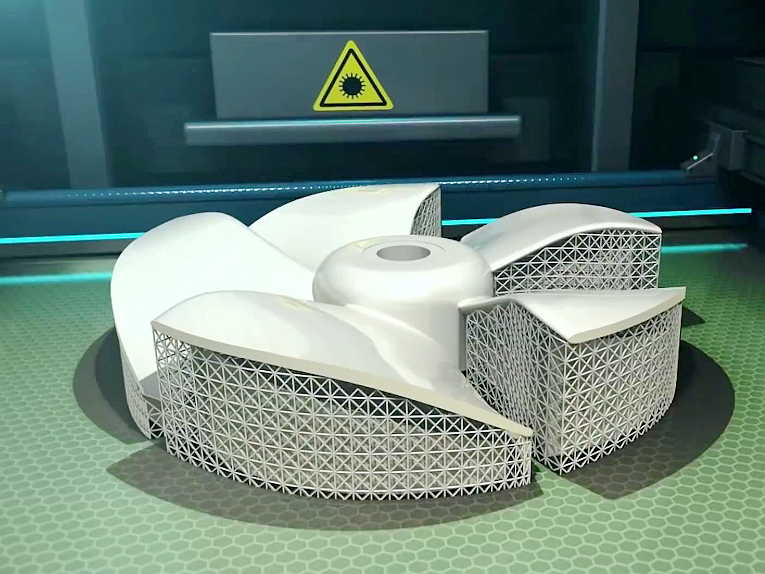
Beim Directed-Energy-Deposition-3D-Druck werden fokussierte Energiequellen eingesetzt, um Material auf Substrate aufzuschmelzen und abzulegen – ideal für Reparatur, Legierungsbildung und die Fertigung großer Metallkomponenten. So entstehen robuste Teile mit gezielt eingestellten Eigenschaften für anspruchsvolle Industrieanwendungen.

LMD vs. EBAM vs. WAAM
Der Vergleich zeigt zentrale Aspekte von Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) und Wire Arc Additive Manufacturing (WAAM) – u. a. Technologie, Materialien, Komplexität, Oberflächenfinish, Geschwindigkeit, Präzision, Kosten, Anwendungen und Umweltauswirkung.
Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinien für DED-3D-gedruckte Teile
Diese Richtlinien unterstützen die Auslegung von Bauteilen für Directed Energy Deposition (DED). Die Empfehlungen optimieren mechanische Robustheit, Genauigkeit und Oberflächenqualität unter Berücksichtigung thermischer Effekte und des Nachbearbeitungsbedarfs.
Frequently Asked Questions
Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.