Русский
Онлайн-сервис 3D-печати медных деталей
Получайте высокоточные медные детали с нашим онлайн-сервисом 3D-печати. Специализируемся на DMLS, SLM, EBM и LMD, изготавливаем высококачественные компоненты из марок C101, C110 и CuCr1Zr с превосходной проводимостью, прочностью и эксплуатационными характеристиками.
- 3D-печать методом селективного сплавления порошка (PBF)
- 3D-печать методом направленного наплавления энергии (DED)

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Технологии 3D-печати медью
Технологии 3D-печати медью — DMLS, SLM, EBM, LMD, EBAM и WAAM — обеспечивают точность, высокую проводимость и прочность. Эти методы дают плотные, качественные детали, подходящие для сложных структур, крупногабаритных изделий и применений с повышенными требованиями к теплопередаче и электропроводности.
3D-печать из медных сплавов Materials
Постобработка 3D-печатных медных деталей
Постобработка медных 3D-печатных деталей включает ЧПУ-обработку, EDM, термообработку, HIP, TBC и поверхностные обработки. Эти методы повышают точность, механические свойства, чистоту поверхности, термостойкость и долговечность, обеспечивая соответствие требованиям по эксплуатационным характеристикам.
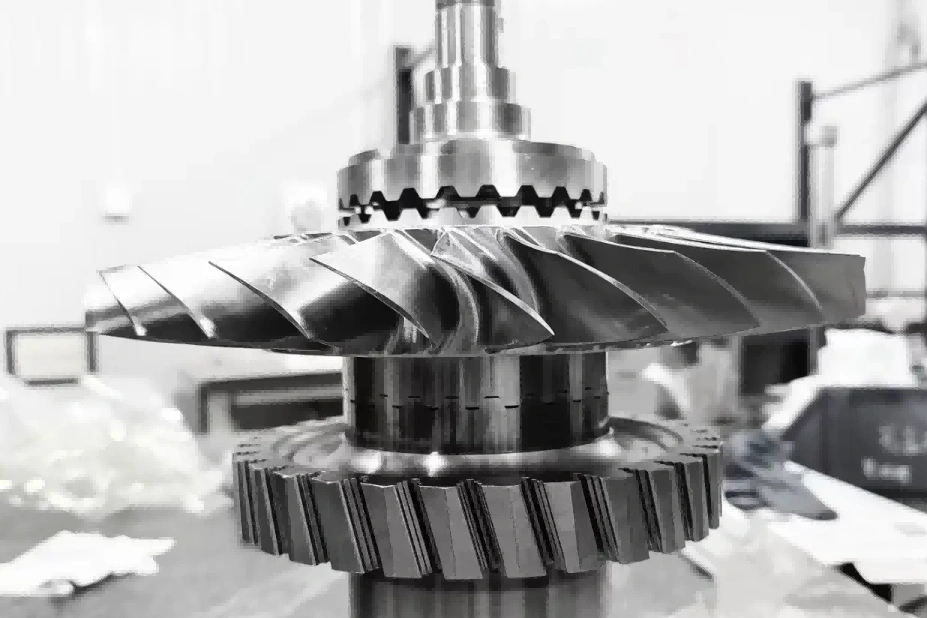
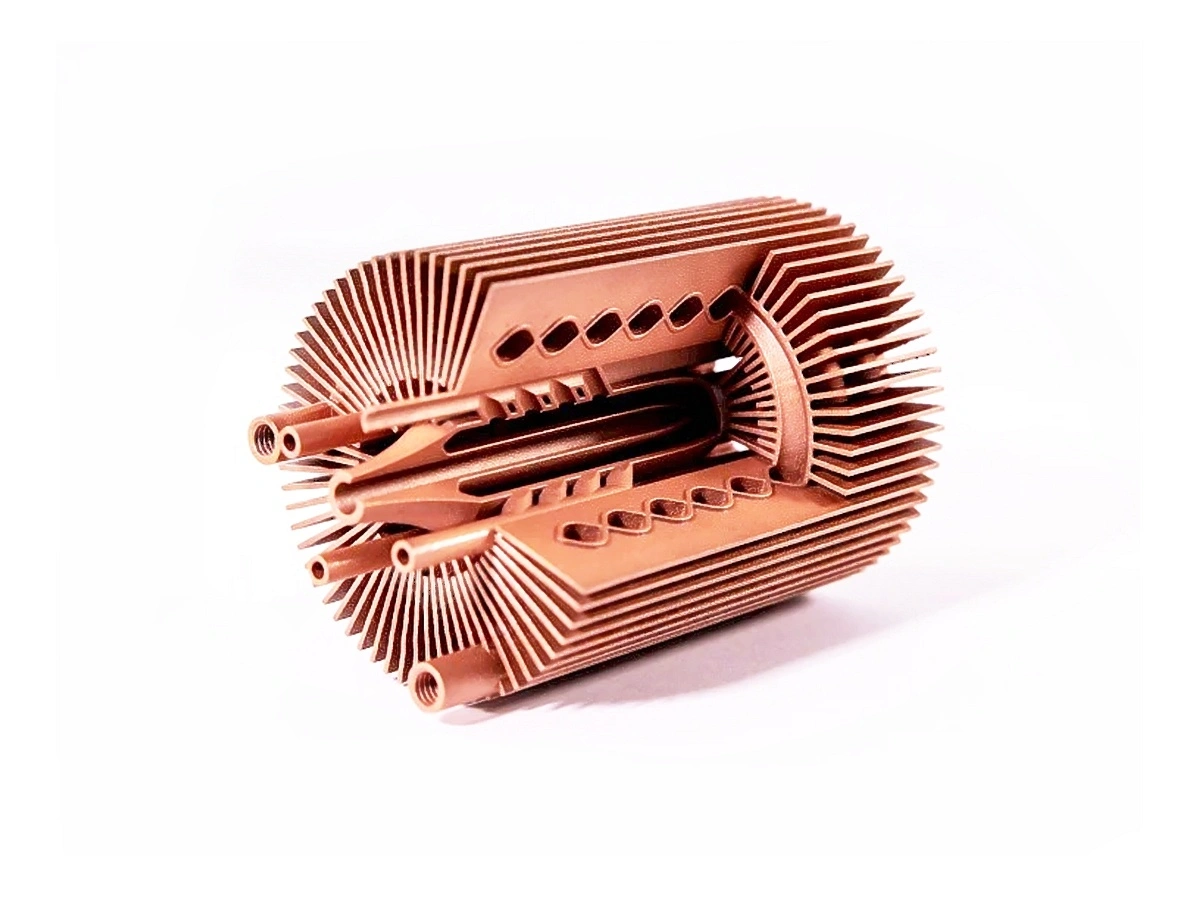
Применения 3D-печатных медных деталей
3D-печатные медные детали обладают выдающейся теплопроводностью и электропроводностью, что делает их незаменимыми в электронике, энергетике и авиации. Они оптимальны для теплообменников, электрических компонентов и систем охлаждения, где критична эффективная теплопередача и перенос электрического тока.
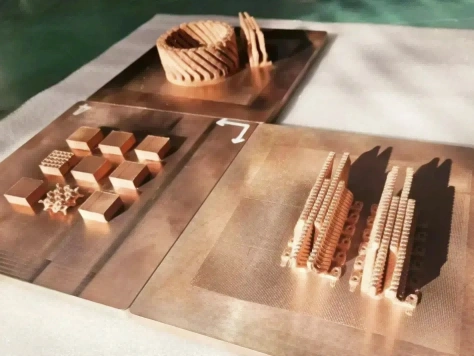
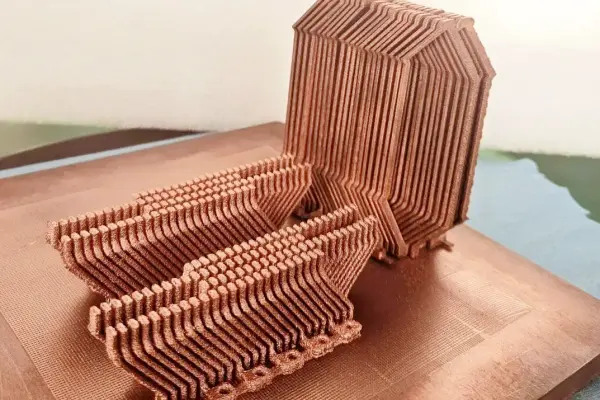
Галерея 3D-печатных медных деталей
3D-печать медью революционизирует отрасли за счёт высокопроводящих и высокоточных компонентов. От передовых систем охлаждения в авиации до антибактериальных хирургических инструментов в медицине — наши решения повышают производительность, эффективность и долговечность. Оцените быстрое прототипирование, превосходный теплоотвод и инновации в электронике, автоматизации и энергетике с нашей передовой технологией 3D-печати медью.







Начните новый проект сегодня
Особенности проектирования 3D-печатных медных деталей
3D-печать медью имеет особенности из-за высокой теплопроводности и отражательной способности материала. Для успешной печати с требуемыми электро- и теплофизическими свойствами необходимо учитывать накопление тепла, оптимизировать геометрию для теплоотвода и обеспечивать требуемую чистоту поверхности.
Особенности производства 3D-печатных медных деталей
3D-печать медью требует особого внимания из-за высокой теплопроводности и отражательной способности, влияющих на поглощение лазера в процессах PBF. Ключевые аспекты: управление теплом, стабильность свойств материала и оптимизация постобработки для реализации отличной электро- и теплопроводности меди.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.