From Investment Casting to 3D Printing: When to Use Inconel 713C for Small-Batch Turbine Components
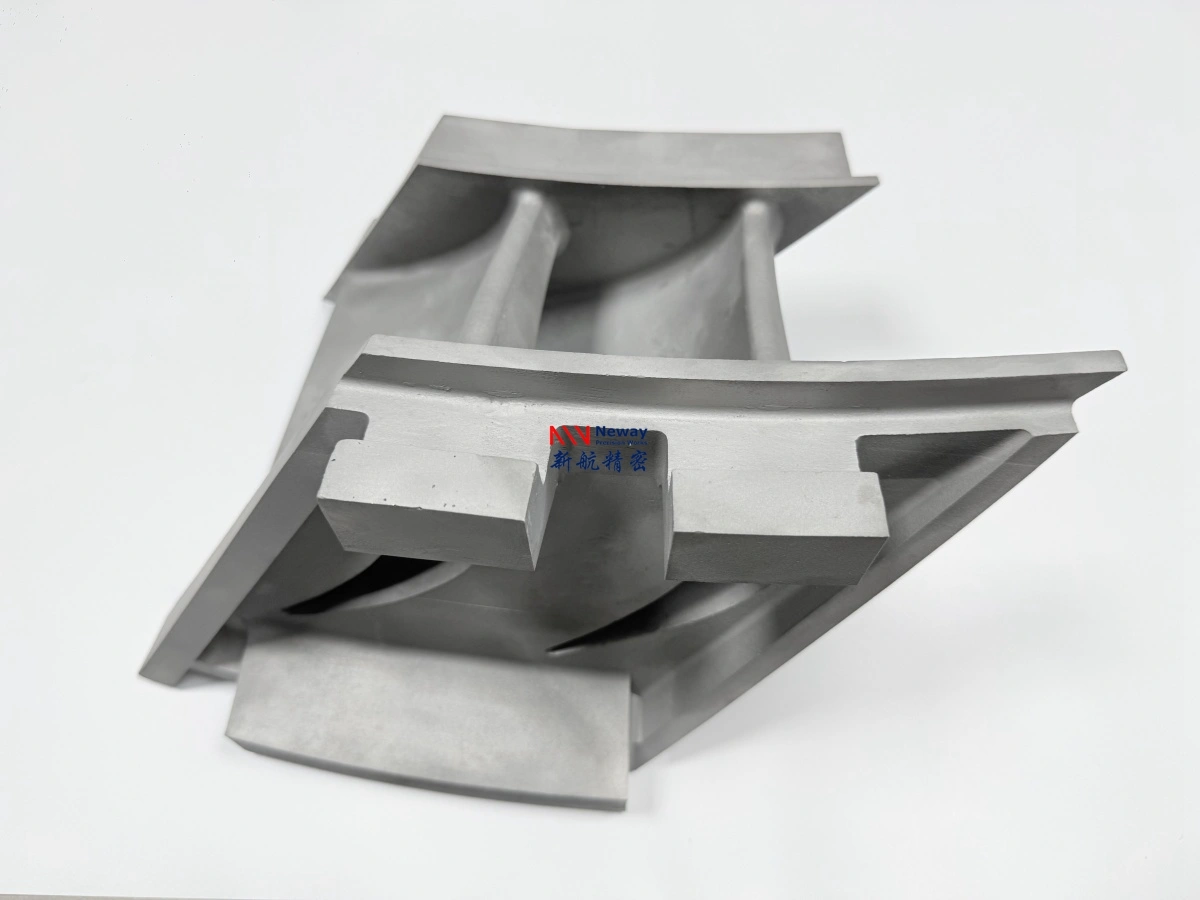
Inconel 713C is a nickel-based superalloy widely used for turbine hot-section components, nozzle guide parts, gas-path structures, and high-temperature turbine hardware. Traditionally, many Inconel 713C turbine components are manufactured by investment casting, followed by CNC machining, EDM, heat treatment, coating, and inspection.
However, not every turbine project is ready for casting tooling at the beginning. For early-stage development, small-batch testing, flow-path verification, cooling-structure validation, and assembly trials, 3D printing can provide a more flexible route. The key question is not simply whether Inconel 713C can be printed, but when 3D printing makes more engineering and commercial sense than investment casting.
Why Inconel 713C Is Traditionally Manufactured by Investment Casting
Inconel 713C belongs to the high-temperature Superalloy family and is valued for high-temperature strength, oxidation resistance, and creep resistance. These properties make it suitable for turbine vanes, nozzle components, turbocharger hot-section parts, burner hardware, and gas turbine test components.
Investment casting is widely used for these applications because it can produce complex near-net-shape superalloy parts with controlled geometry. For stable production programs, casting allows the manufacturer to amortize tooling cost across repeated batches. It is also a mature route for turbine components that require consistent material performance, repeatable geometry, and downstream finishing.
For long-term production, investment casting may still be the better route, especially when the design is fixed, the annual quantity is predictable, and the component geometry is suitable for wax pattern tooling and ceramic shell casting.
Why Engineers Consider 3D Printing for Inconel 713C Prototypes
In early turbine development, engineers often need to validate a design before investing in tooling. The part may still require changes to the cooling structure, gas-flow direction, mounting interface, airfoil profile, wall thickness, or assembly datum. In these situations, a conventional casting route can create high upfront cost and longer development cycles.
Metal 3D Printing Service provides a different path. Small batches can be manufactured directly from CAD data, making 3D printing useful for prototype testing, design iteration, and low-volume engineering validation.
For turbine components, 3D printing is especially valuable when the project involves:
1–20 pieces for prototype or engineering validation
Designs that are not yet frozen
Complex internal passages or gas-flow features
Assembly checks before committing to tooling
Short development cycles for R&D or test rigs
Hot-section components that may later move to casting production
When 3D Printing Makes Sense for Small-Batch Inconel 713C Components
3D printing is not always the cheapest process per part, but it can be the smarter choice when tooling risk is high. If the customer only needs a few parts for thermal testing, assembly verification, flow-path validation, or design comparison, the ability to avoid casting tooling can be more important than the lowest unit cost.
Project Condition | Recommended Route | Reason |
|---|---|---|
1–10 prototype parts | 3D printing | Avoids tooling cost and supports fast design validation |
Design still changing | 3D printing | CAD updates can be tested without modifying casting tools |
Complex cooling or flow structure | 3D printing evaluation | Supports complex geometry before production process selection |
Stable geometry and repeat orders | Investment casting | Tooling cost can be spread across production batches |
Long-term turbine hardware program | Casting or hybrid route | Better for qualified, repeatable production after validation |
For many turbine R&D projects, the best approach is not choosing 3D printing or casting permanently. Instead, 3D printing can be used first to validate the geometry, then the project can move to casting after the design is stable.
When Investment Casting Is Still the Better Choice
Investment casting remains highly suitable when the component design is mature and the quantity justifies tooling. If the part has already passed engineering validation, the geometry is stable, and repeat batches are expected, casting usually becomes more economical over time.
Casting may also be preferred when the customer requires a production process that is already qualified for the application, especially for safety-critical turbine hardware. For final production turbine parts, process history, inspection standards, heat treatment records, and material qualification can be more important than rapid turnaround.
In short, casting is usually better when:
The design is already frozen
The expected production quantity is high enough to absorb tooling cost
The geometry is suitable for investment casting
The customer needs a mature production route for repeated orders
The project requires strict production qualification
A Hybrid Development Strategy: Print First, Cast Later
For small-batch turbine components, a hybrid development strategy is often the most practical route. Instead of investing in casting tooling at the beginning, engineers can use 3D printing to validate the geometry, identify design risks, and confirm critical interfaces.
A typical workflow may include:
Review the 3D model and 2D drawing for manufacturability
Produce 1–10 printed prototypes for design verification
Machine critical datum, sealing, or assembly surfaces by CNC machining
Use electrical discharge machining for slots, holes, channels, or difficult superalloy features
Inspect the printed and finished parts
Modify the design based on testing results
Move to investment casting if the geometry and demand become stable
This approach helps reduce tooling risk. It is especially useful when the customer is still comparing vane profiles, nozzle layouts, cooling features, fixture interfaces, or mounting structures.
Cost and Lead Time Logic
For Inconel 713C parts, cost should be evaluated at the project level rather than only by unit price. Investment casting usually requires tooling, process development, trial casting, machining fixtures, and inspection planning. These costs can be justified for production, but they may be too high for a short prototype run.
3D printing avoids initial casting tooling, but the printed part itself may have higher material, machine, support removal, heat treatment, machining, and inspection costs. Therefore, it is often best for small quantities or designs with high uncertainty.
Factor | 3D Printing | Investment Casting |
|---|---|---|
Tooling cost | Usually not required | Required for production tooling |
Best quantity range | Prototype and small batch | Stable batch and production |
Design changes | Flexible | Tooling changes may be needed |
Unit cost at scale | Often higher | Often lower after tooling amortization |
Development speed | Faster for early trials | Better after process stabilization |
Quality Control for Printed and Cast 713C Components
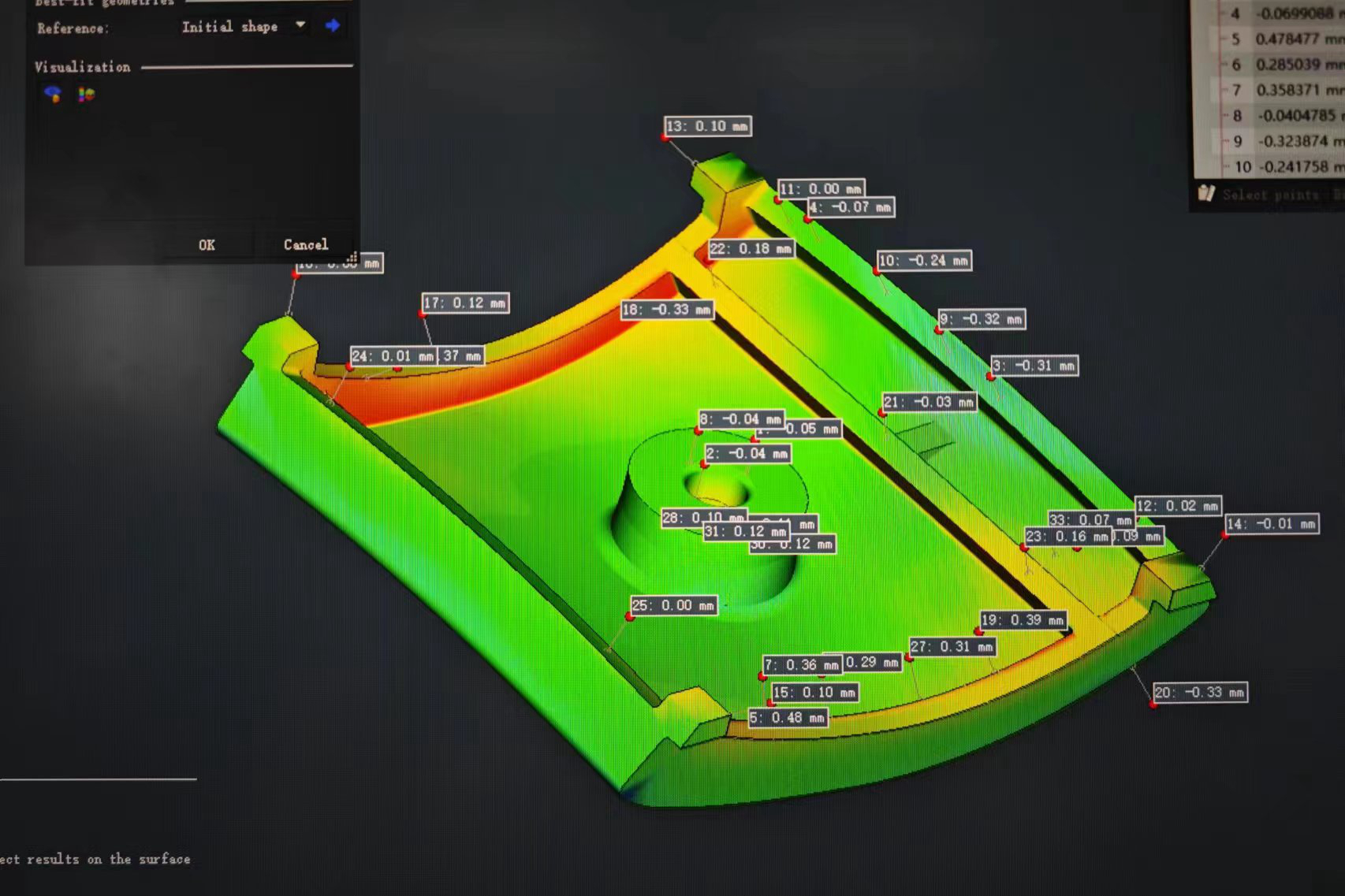
Whether the part is 3D printed or investment cast, quality control is essential for Inconel 713C turbine components. Hot-section parts may require dimensional inspection, internal defect inspection, material verification, and process records.
For prototype projects, common quality checks may include CMM inspection, X-ray, CT scanning, FAI reporting, heat treatment records, and material certificates. For printed parts, inspection should also consider powder removal, support-removal areas, internal passages, surface condition, and post-machining datum alignment.
For energy and power applications, quality control is especially important when the component will be used in turbine rigs, burner tests, thermal cycling fixtures, or hot gas path development.
RFQ Advice for Inconel 713C Prototype Projects
To choose the right manufacturing route, the supplier needs more than a 3D file. For small-batch Inconel 713C turbine components, the RFQ should explain whether the project is for prototype validation, functional testing, or future production planning.
Please provide the following information when requesting a quote:
3D CAD file in STEP, X_T, or STL format
2D drawing with tolerances, datum references, and critical dimensions
Target quantity for prototype, pilot batch, and future production
Whether the design is frozen or still under development
Operating temperature, load condition, and thermal cycling requirements
Critical surfaces requiring CNC machining, EDM, or polishing
Inspection requirements such as CMM, CT, X-ray, FAI, or material testing
Whether the project may later transition to casting production
FAQ
Is Inconel 713C 3D Printing Suitable for Turbine Vane and Nozzle Prototypes?
Should Turbine Developers Choose Inconel 713C 3D Printing or Investment Casting?
What Post-Processing Controls Are Needed for Inconel 713C 3D Printed Parts?
What Technical Data Is Required to Quote Inconel 713C Turbine or Hot-Section Parts?