3D-печатный металл против кованого металла: сравнение прочности для нестандартных промышленных компо...
Введение
В современном промышленном производстве спрос на высокопрочные, высокопроизводительные металлические компоненты постоянно растет. Среди различных технологий обработки металлов 3D-печать металлом и ковка металла стали двумя ключевыми вариантами для производства нестандартных промышленных компонентов.
3D-печать металлом обеспечивает непревзойденную гибкость проектирования, позволяя инженерам создавать сложные геометрии, невозможные при использовании традиционных методов. В то же время кованый металл обеспечивает исключительную механическую целостность благодаря процессам измельчения зерна и деформации. Каждый подход предлагает свои преимущества, особенно в критически важных с точки зрения прочности областях применения.
В этой статье представлено техническое сравнение 3D-печатного и кованого металла с точки зрения прочности, помогая инженерам принимать обоснованные решения для своих проектов. Используя передовые платформы Услуг 3D-печати и обширный выбор материалов для 3D-печати, современные производители теперь могут адаптировать металлические компоненты под точные промышленные требования.

Обзор процессов 3D-печати металлом и ковки металла
Обзор процесса 3D-печати металлом
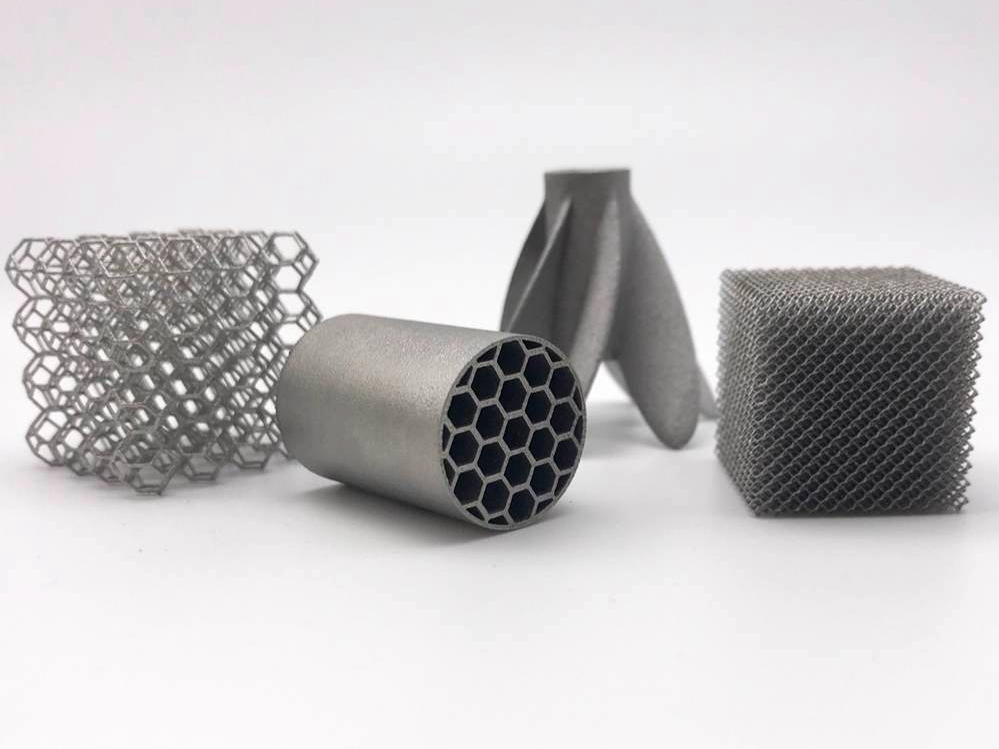
Детали из 3D-печатного металла производятся слой за слоем с использованием различных аддитивных производственных процессов. Это позволяет создавать сложные геометрии, внутренние каналы и легкие решетчатые структуры.
Наиболее широко используемой техникой является Сплавление в порошковом слое (PBF), при котором лазер или электронный луч выборочно расплавляет слои мелкого металлического порошка для формирования плотных компонентов. Этот метод обеспечивает отличную точность и механические характеристики, что делает его подходящим для аэрокосмической, медицинской и инструментальной отраслей.
Еще одним важным процессом является Направленное энергетическое осаждение (DED), которое использует сфокусированный источник энергии для расплавления металлического сырья (порошка или проволоки) во время осаждения. DED идеально подходит для производства крупногабаритных деталей, ремонта компонентов и гибридных сборок, где сложные структуры сочетаются с коваными подложками.
Обзор процесса ковки металла
Кованые металлические компоненты производятся путем приложения сжимающих усилий для деформации металлических заготовок в желаемую форму. Распространенные техники включают свободную ковку, штамповку в закрытых штампах и прецизионную ковку. Во время ковки материал подвергается пластической деформации, которая измельчает структуру зерна, улучшая прочность, сопротивление усталости и ударную вязкость.
Ковка обычно используется для структурных деталей, требующих превосходных механических свойств, таких как шасси самолетов, компоненты трансмиссии автомобилей и оборудование для энергетического сектора. Однако возможности ковки по созданию сложных внутренних геометрий или легких решетчатых структур ограничены, что является сильной стороной процессов 3D-печати металлом.

Сравнение прочности материалов: 3D-печатный металл против кованого металла
Предел прочности и предел текучести
Предел прочности и предел текучести являются фундаментальными показателями для оценки несущей способности. Кованые металлы обычно демонстрируют превосходную прочность благодаря своей плотной, направленно выровненной зеренной структуре. Деформация во время ковки разрушает включения и устраняет пустоты, что приводит к однородному материалу с высокой прочностью.
Например, кованый Ti-6Al-4V достигает предела прочности до 1000 МПа с пределом текучести около 900 МПа. В то же время 3D-печатный Ti-6Al-4V, полученный методом сплавления в порошковом слое, может достигать предела прочности 950–1000 МПа и предела текучести около 850–900 МПа при условии применения оптимизированных параметров печати и последующей обработки. Небольшое снижение прочности объясняется пористостью, вызванной процессом, и остаточными микроструктурными вариациями в аддитивных изделиях.
В нержавеющих стальных сплавах кованая SUS316L обычно обеспечивает предел прочности 570–620 МПа, в то время как высококачественные 3D-печатные аналоги достигают аналогичных значений (~600 МПа) при надлежащем уплотнении и термообработке. Таким образом, с помощью передовых процессов 3D-печатные металлы могут приблизиться к прочности кованых аналогов.
Предел выносливости и вязкость разрушения
Усталостные характеристики более чувствительны к качеству поверхности, остаточным напряжениям и внутренним дефектам. Кованые металлы с их измельченной зеренной структурой и отсутствием межслойных границ демонстрируют превосходный срок службы при усталостных нагрузках. Они могут выдерживать миллионы циклов при переменных нагрузках без возникновения трещин.
3D-печатные металлы по своей природе обладают анизотропией, вызванной слоями, и потенциально содержат микропустоты или дефекты несплавления, которые могут служить местами зарождения усталостных трещин. Однако благодаря оптимизации процесса и Термообработке срок службы при усталостных нагрузках может быть значительно увеличен. Термообработка для снятия напряжений, горячее изостатическое прессование (ГИП) и финишная обработка поверхности могут устранить внутреннюю пористость и сгладить шероховатость поверхности, повышая сопротивление усталости.
Вязкость разрушения также благоприятствует кованым металлам, особенно в критически важных для безопасности компонентах, где устойчивость к распространению трещин имеет жизненно важное значение. Передовая последующая обработка позволяет 3D-печатным металлам достичь конкурентоспособной вязкости разрушения для многих некритичных с точки зрения безопасности промышленных применений.
Остаточные напряжения и дефекты
Кованые компоненты выигрывают от равномерного распределения остаточных напряжений благодаря механической деформации и контролируемому охлаждению. Это обеспечивает присущую им размерную стабильность.
В отличие от этого, 3D-печатные металлы подвержены тепловым градиентам во время послойной обработки, что вызывает остаточные растягивающие напряжения. При неправильном управлении эти напряжения могут привести к деформации детали или растрескиванию. Термообработка после печати необходима для снятия остаточных напряжений и стабилизации напечатанной структуры.
Дефекты, такие как пористость, включения или неполное сплавление, могут возникать как в кованых, так и в печатных металлах, но современные технологии 3D-печати в сочетании с мониторингом in-situ и тщательной последующей обработкой могут достигать плотности >99,9%, соперничая с плотностью кованых компонентов.
Влияние последующей обработки на прочность
ЧПУ-обработка для размерной точности
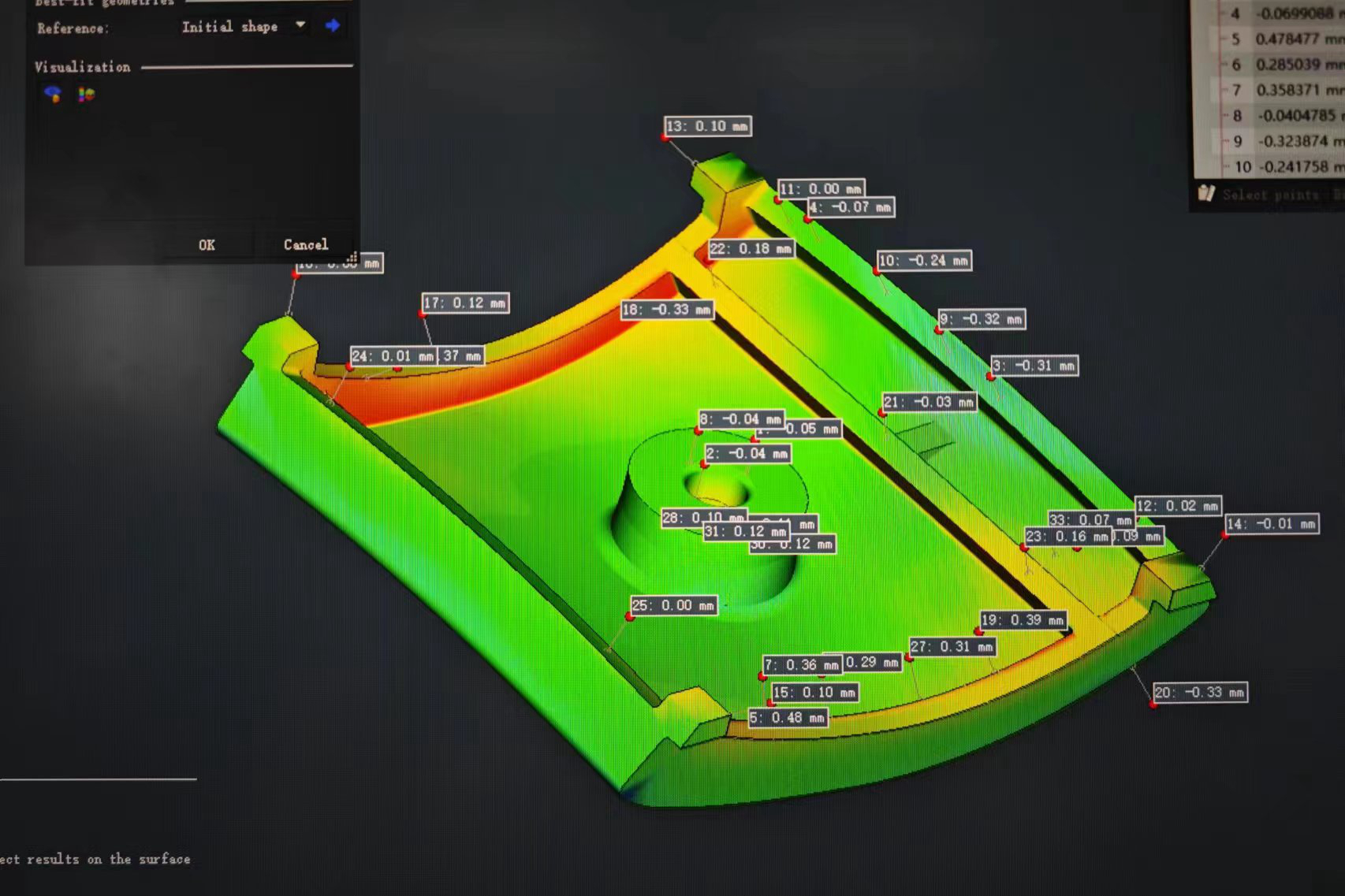
ЧПУ-обработка играет критическую роль в достижении размерной точности и качества поверхности деталей из 3D-печатного металла. Аддитивные процессы по своей природе создают шероховатость поверхности и небольшие отклонения размеров из-за послойного осаждения.
Последующая ЧПУ-обработка улучшает критические поверхности, удаляет поверхностные дефекты и достигает жестких допусков, необходимых для сборки и функциональных интерфейсов. Кроме того, механическая обработка может устранить пористость, связанную с поверхностью, уменьшая места зарождения усталостных трещин и повышая общую прочность и надежность.
Для сложных геометрий, произведенных с помощью сплавления в порошковом слое или направленного энергетического осаждения, гибридное производство — сочетание 3D-печати с ЧПУ-обработкой — предлагает оптимальную структурную целостность и точность.
Поверхностная обработка для повышения износостойкости и коррозионной стойкости
Поверхностная обработка дополнительно улучшает механические свойства металлических компонентов, особенно в плане износостойкости, защиты от коррозии и усталостных характеристик.
Распространенные виды обработки включают анодирование, азотирование, PVD-покрытия и полировку. Для 3D-печатных деталей из нержавеющей стали или титана поверхностная обработка может сгладить микрошероховатость, запечатать поверхностную пористость и создать сжимающие поверхностные напряжения, улучшающие срок службы при усталостных нагрузках.
В коррозионных средах нанесение защитных покрытий продлевает срок службы компонентов и сохраняет структурную целостность в суровых условиях. Поверхностная обработка одинаково ценна и для кованых деталей, предлагая адаптированные поверхностные свойства в зависимости от потребностей применения.
Горячее изостатическое прессование (ГИП) для плотности и механических свойств
Горячее изостатическое прессование (ГИП) — это высокоэффективный последующий процесс для улучшения плотности и механических свойств компонентов из 3D-печатного металла. Процесс применяет высокое давление и повышенную температуру в инертной газовой среде, устраняя внутреннюю пористость и улучшая межслойное сцепление.
3D-печатные металлы, обработанные ГИП, могут достигать механических свойств — предела прочности, сопротивления усталости и вязкости разрушения, — которые близко соответствуют или превосходят свойства кованых аналогов. Это делает ГИП жизненно важным последующим процессом для аэрокосмических, медицинских и критически важных промышленных компонентов, где надежность имеет первостепенное значение.
Благодаря комбинированному использованию ЧПУ-обработки, поверхностной обработки и ГИП детали из 3D-печатного металла могут быть спроектированы так, чтобы соответствовать самым требовательным промышленным требованиям к прочности и долговечности.
Особенности прочности для конкретных применений
Аэрокосмическая и авиационная промышленность
В секторе Аэрокосмической и авиационной промышленности первостепенное значение имеют снижение веса, усталостные характеристики и прочность при высоких температурах. Кованые металлы, такие как титан и суперсплавы, давно используются для критически важных для полета компонентов благодаря своей проверенной надежности и превосходному сопротивлению усталости.
Однако 3D-печатные металлы все чаще применяются для некритичных для полета и оптимизированных структурных компонентов. Возможность производить легкие решетчатые структуры и сложные геометрии обеспечивает значительную экономию веса. В сочетании с последующей обработкой, такой как ГИП и финишная обработка поверхности, аэрокосмические детали, напечатанные на 3D-принтере, могут соответствовать строгим стандартам механических характеристик для компонентов спутников, кронштейнов и теплообменников.
Автомобильные и промышленные компоненты
В Автомобильной и промышленной отраслях ключевыми соображениями являются соотношение прочности к весу, износостойкость и масштабируемость производства. Кованые стали и алюминиевые сплавы остаются доминирующими в критически важных несущих компонентах, таких как коленчатые валы, рычаги подвески и шестерни трансмиссии, благодаря своей высокой прочности и экономической эффективности при массовом производстве.
3D-печатные металлы, в свою очередь, превосходно подходят для мелко- и среднесерийного производства сложных, оптимизированных по весу компонентов. Они идеальны для автоспорта, нестандартных производительных деталей и прототипирования передовых конструкций. Например, 3D-печатные алюминиевые и титановые компоненты с оптимизированной топологией используются в гоночных и высокопроизводительных автомобилях для достижения как прочности, так и снижения веса.
Энергетический сектор и высокотемпературные применения
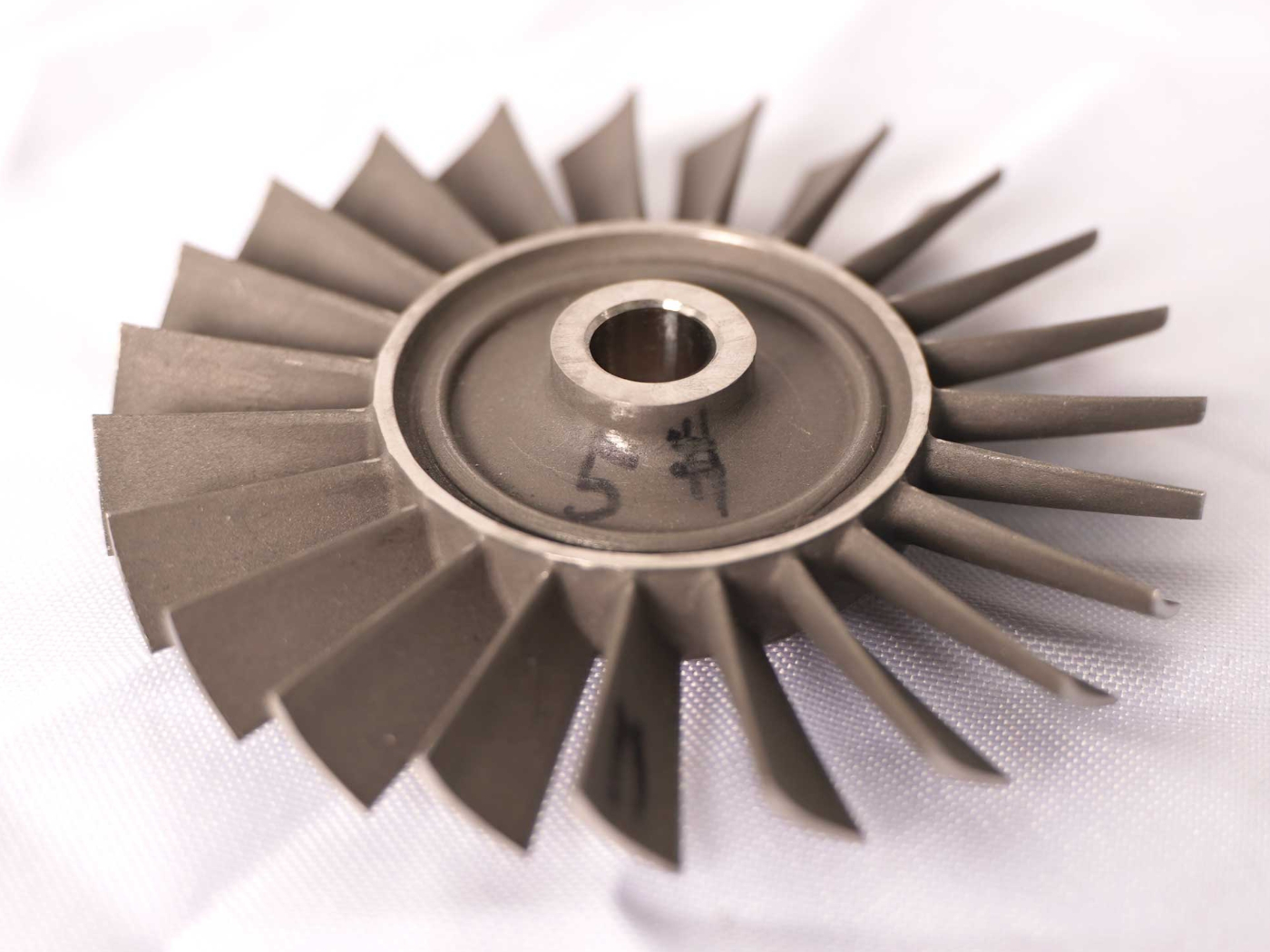
В Энергетической и энергетической отрасли компоненты должны выдерживать высокие механические нагрузки, циклические напряжения и экстремальные температуры. Кованые суперсплавы продолжают доминировать в дисках турбин, валах и клапанах высокого давления благодаря своему непревзойденному сопротивлению усталости и термической стабильности.
3D-печатные металлы быстро набирают позиции для сложных теплообменников, лопаток турбин с внутренними охлаждающими каналами и ремонта изношенных компонентов. Передовые материалы, такие как Inconel 718 и Hastelloy, в сочетании с оптимизированной печатью и последующей обработкой, обеспечивают компоненты с отличной прочностью при высоких температурах и коррозионной стойкостью, удовлетворяя требовательным потребностям современных энергетических систем.
Заключение
Как 3D-печатные, так и кованые металлы предлагают различные преимущества, которые служат разным промышленным потребностям. Кованые металлы обеспечивают превосходное сопротивление усталости, вязкость разрушения и надежность в высоконагруженных структурных компонентах. В свою очередь, 3D-печатные металлы обеспечивают непревзойденную свободу проектирования, позволяя создавать легкие геометрии, функциональную интеграцию и быстрое прототипирование.
Благодаря передовой последующей обработке, такой как ЧПУ-обработка, термообработка, поверхностная обработка и ГИП, 3D-печатные металлы могут приблизиться или соответствовать механическим характеристикам кованых компонентов во многих областях применения.
В конечном счете, выбор материала и процесса должен определяться конкретными требованиями применения: критически важные несущие аэрокосмические и энергетические компоненты могут отдавать предпочтение ковке, в то время как автомобильные, нестандартные промышленные детали и сложные геометрии значительно выигрывают от аддитивного производства металлов.
Понимая сравнительные преимущества этих технологий, инженеры могут принимать обоснованные решения и использовать правильный процесс для оптимизации производительности компонентов в условиях современных промышленных задач.