Français
Acier au carbone disponible dans le service d'impression 3D
Notre service d’impression 3D propose une gamme d’aciers au carbone, dont Tool Steel D2, AISI 4130, AISI 4140 et 20MnCr5. Ces matériaux offrent une haute résistance, une excellente résistance à l’usure et une grande durabilité, idéals pour les outillages, l’automobile et les applications industrielles.
Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
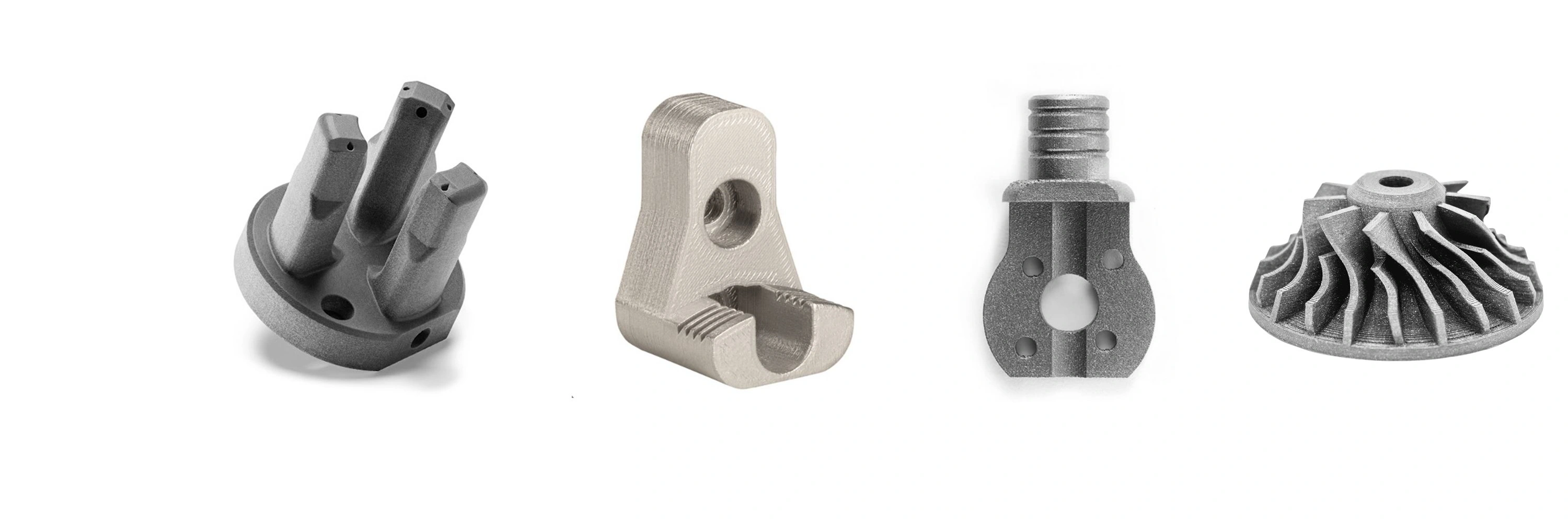
Technologies d'impression 3D pour l'acier au carbone
Les technologies d’impression 3D pour l’acier au carbone, dont DMLS, SLM, EBM et Binder Jetting, produisent des pièces robustes et durables pour divers secteurs. Ces méthodes offrent une haute précision, idéales pour l’aéronautique, l’automobile et l’industrie, avec d’excellentes propriétés mécaniques et des géométries complexes.
Matériaux à base de carbone typiques utilisés en impression 3D
Les matériaux à base de carbone en impression 3D offrent une résistance exceptionnelle, une légèreté et une bonne tenue à la chaleur, idéals pour l’aérospatiale, l’automobile et l’industrie. Les types courants incluent des composites renforcés de fibres de carbone pour des structures légères à haute résistance, des matériaux enrichis en graphène pour une conductivité supérieure et des polymères dopés aux nanotubes de carbone pour des performances mécaniques avancées. Ces matériaux permettent des pièces durables et performantes avec des propriétés thermiques et électriques améliorées.
Commençons un nouveau projet aujourd'hui
Conseils pour choisir le bon acier au carbone en impression 3D
Le choix de l’acier au carbone pour l’impression 3D dépend des besoins en résistance, en tenue à l’usure et des exigences de post-traitement. Les aciers à outils offrent des performances élevées pour la coupe et le moulage, tandis que des nuances comme AISI 4130, 4140 et 20MnCr5 proposent un bon équilibre entre résistance et ductilité pour les composants structurels. Prenez en compte la résistance à la traction, la limite d’élasticité, la dureté et la densité pour sélectionner la nuance appropriée.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.