Français
Service d’impression 3D par dépôt d’énergie dirigée (DED)
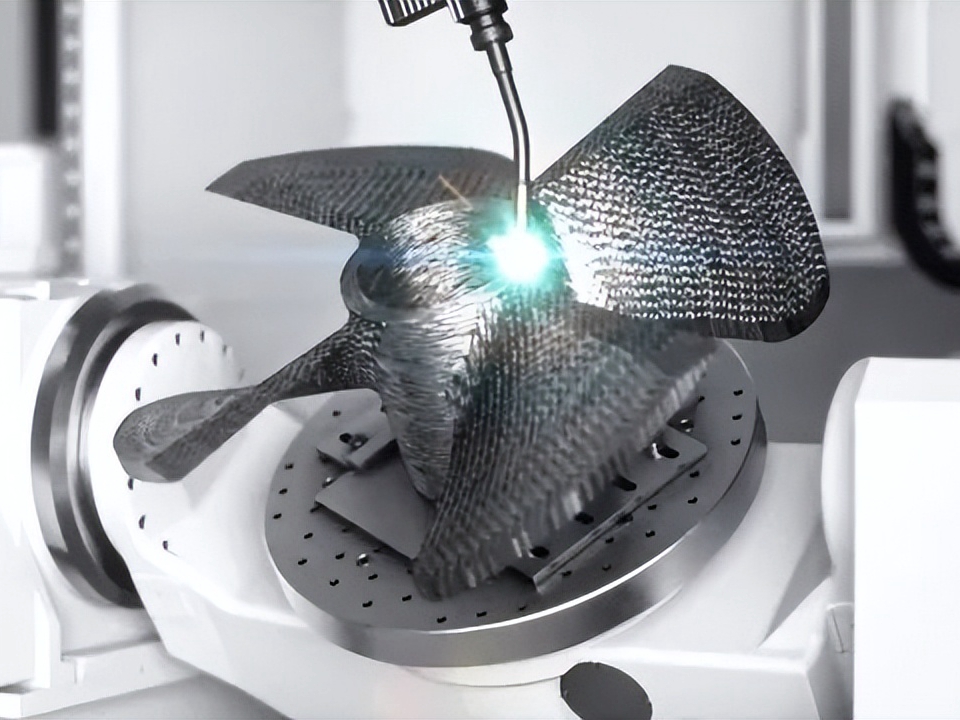
Notre service d’impression 3D DED exploite le Laser Metal Deposition (LMD), l’Electron Beam Additive Manufacturing (EBAM) et le Wire Arc Additive Manufacturing (WAAM). Ces méthodes permettent la production de pièces métalliques haute performance, idéales pour la réparation, les revêtements et les géométries complexes dans les secteurs aérospatial, automobile et industriel.

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
Avantages du service d’impression 3D par dépôt d’énergie dirigée
Le DED utilise des sources d’énergie focalisées pour faire fondre et déposer le matériau sur un substrat, permettant la réparation, l’alliage et la fabrication de grands composants métalliques. Il est idéal pour produire des pièces robustes aux propriétés adaptées, pour des applications industrielles exigeantes.

LMD vs EBAM vs WAAM
Cette comparaison présente les aspects clés du Laser Metal Deposition (LMD), de l’Electron Beam Additive Manufacturing (EBAM) et du Wire Arc Additive Manufacturing (WAAM) : technologie, matériaux, complexité, état de surface, vitesse, précision, coût, applications et impact environnemental.
Commençons un nouveau projet aujourd'hui
Guide de conception pour les pièces imprimées en DED
Ces recommandations aident à concevoir des pièces destinées au DED. Les suivre permet d’optimiser robustesse mécanique, précision et qualité de surface en tenant compte des effets thermiques et des besoins de post-traitement.
Frequently Asked Questions
Explorer les ressources associées


Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.