Increased Density: Boost Strength and Reliability with HIP
What Is Hot Isostatic Pressing (HIP)?
Hot Isostatic Pressing (HIP) is a thermodynamic process that applies high temperature and uniform gas pressure to densify metal components. Typical industrial HIP parameters include:
• Temperature range: 900–1250°C (depending on alloy)
• Pressure range: 100–200 MPa (≈14,500–29,000 psi)
• Holding time: 2–4 hours (can extend to 6+ hours for thick sections)
• Atmosphere: inert gas (argon)
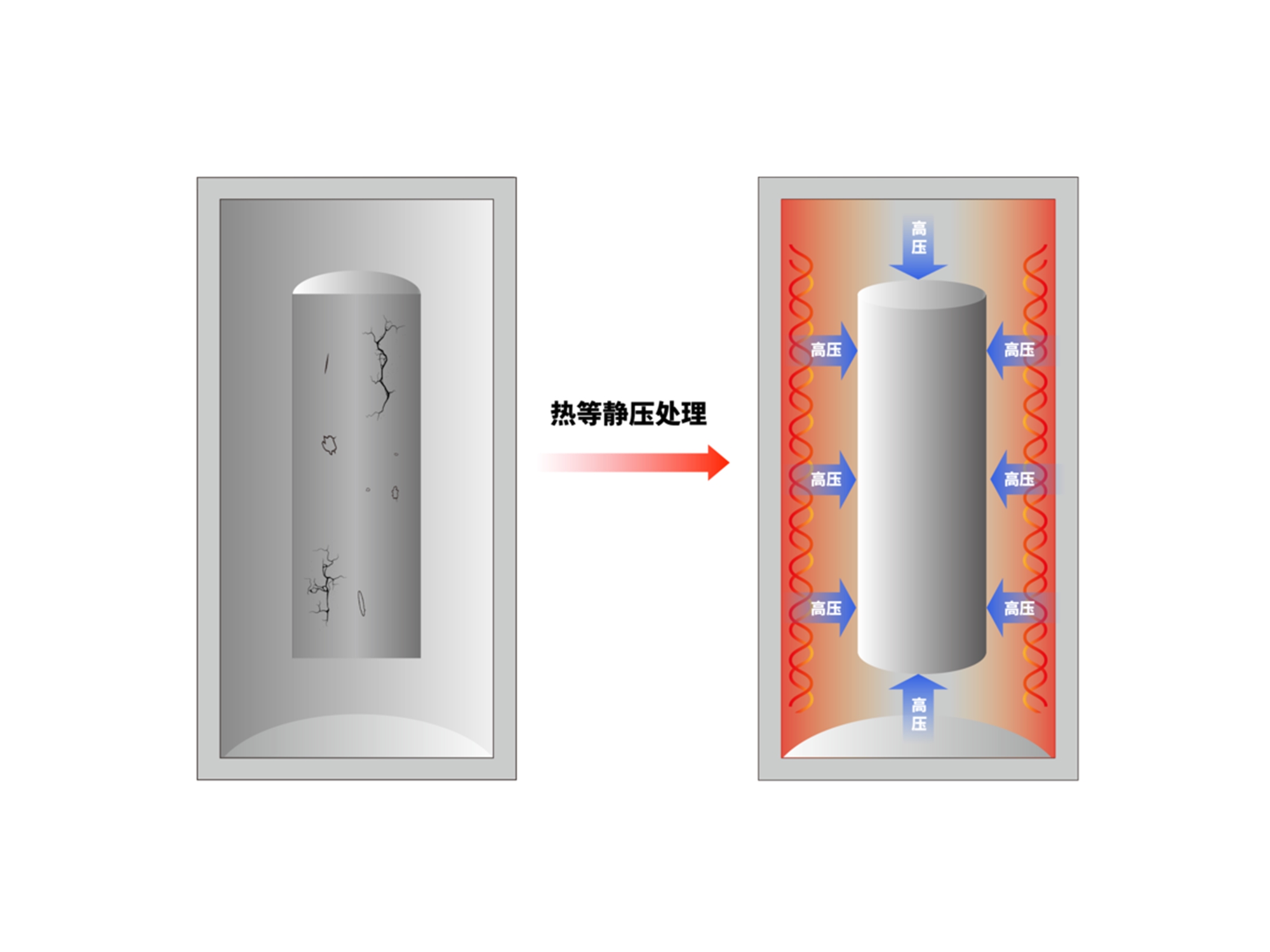
Under these conditions, material undergoes plastic deformation and diffusion bonding, closing internal pores and eliminating shrinkage defects without altering external geometry.
Why Density Matters in Metal Components
The relationship between density and mechanical performance is direct and measurable:
• A 1% increase in porosity can reduce fatigue life by up to 30–50%
• Fully dense materials (≥99.9%) can improve fatigue strength by 2–5× compared to porous structures
• Leak rates in pressure components can drop from 10⁻³ to below 10⁻⁹ mbar·L/s after HIP
• Tensile strength improvements of 5–15% are commonly observed
• Fatigue crack initiation life can increase by over 300%
For safety-critical applications, achieving near-zero porosity is not optional—it is essential.
How HIP Works: Process Fundamentals
The HIP process operates under coupled thermal and pressure-driven diffusion mechanisms:
• External pressure applies isotropic compressive stress
• Elevated temperature activates atomic diffusion
• Internal voids collapse and bond through creep and diffusion
• Grain boundaries heal, improving microstructural uniformity
• Residual stresses are reduced by 30–70%
Controlled cooling prevents distortion and preserves dimensional stability.
HIP for Cast Components
In casting processes, typical porosity levels range from 0.5% to 2%, depending on process control and alloy. Even in high-pressure processes such as aluminum die casting, micro-porosity and gas entrapment may still occur.
HIP treatment delivers measurable improvements:
• Porosity reduction: from ~1–2% → <0.05%
• Fatigue strength increase: +50% to +200%
• Leak-tightness improvement: up to 10⁶× reduction in permeability
• Yield strength improvement: typically +5–10%
This is critical for pressure housings, automotive structural parts, and fluid systems.
HIP for Additive Manufacturing
Metal additive manufacturing processes (e.g., LPBF, WAAM) often exhibit porosity levels of 0.1–1.5% due to lack-of-fusion defects or trapped gases.
When combined with rapid prototyping workflows, HIP transforms printed parts into production-grade components:
• Density increase: from ~98.5–99.5% → ≥99.9%
• Fatigue life improvement: 2–4× increase
• Elimination of lack-of-fusion defects
• Improved elongation: +10–25%
• Reduced anisotropy in mechanical properties
For aerospace and medical applications, HIP is often required to meet certification standards such as ASTM F2924 (Ti-6Al-4V).
Mechanical Property Improvements After HIP
HIP enhances multiple material properties simultaneously:
Fatigue Strength: Increase of 50–300% depending on initial porosity
Tensile Strength: Typically +5–15%
Ductility: Elongation improvement of 10–30%
Fracture Toughness: Improved resistance to crack propagation
Reliability: Reduced variability across batches (standard deviation reduced by ~20–40%)
These improvements are particularly valuable for dynamic load-bearing applications.
HIP vs Other Post-Processing Methods
HIP is unique because it addresses internal defects, unlike surface-focused processes:
• CNC machining improves dimensional accuracy (±0.01–0.05 mm typical)
• Anodizing increases surface hardness (HV 300–500) and corrosion resistance
• Surface coatings improve wear resistance and aesthetics
• HIP improves internal density and structural integrity
In high-performance components, these processes are complementary rather than interchangeable.
Applications of HIP
HIP is widely adopted in industries where failure is not acceptable:
• Aerospace: turbine blades, structural brackets (fatigue life +200% typical)
• Automotive: engine blocks, transmission housings
• Oil & gas: pressure vessels with leak rates <10⁻⁹ mbar·L/s
• Medical: implants requiring near-zero porosity
• Tooling: molds with improved thermal fatigue resistance
For example, high-performance aluminum parts used in automotive systems, similar to automotive components, rely on HIP to ensure long-term durability.
HIP in Neway’s One-Stop Manufacturing Solution
At Neway, HIP is integrated into our one-stop service, enabling seamless combination with casting, additive manufacturing, machining, and finishing.
This integration provides measurable benefits:
• Lead time reduction: 15–30% compared to multi-supplier workflows
• Defect rate reduction: up to 80%
• Improved process consistency across batches
• Full traceability from raw material to final inspection
Future Trends in HIP Technology
HIP technology continues to evolve with measurable improvements:
• Cycle time reduction: up to 20–40% with advanced equipment
• Integration with additive manufacturing for certified production
• Real-time monitoring and digital process control
• Expansion to larger components (>2 meters in diameter)
These advancements will further increase the efficiency and applicability of HIP in modern manufacturing.
Conclusion
Hot Isostatic Pressing (HIP) is a critical enabling technology for achieving near-full density and maximizing the mechanical performance of metal components. By eliminating internal defects and improving microstructural integrity, HIP significantly enhances strength, fatigue life, and reliability.
At Neway, we combine HIP with advanced manufacturing processes to deliver components that meet the highest engineering standards. For applications where performance and safety are critical, HIP is not just an option—it is a necessity.
FAQs
Which materials benefit most from HIP for increased density and strength?
What mechanical property improvements can be expected after HIP processing?
Does HIP affect the dimensional accuracy of the part during densification?
Are there size or geometry limitations for parts undergoing HIP for density enhancement?