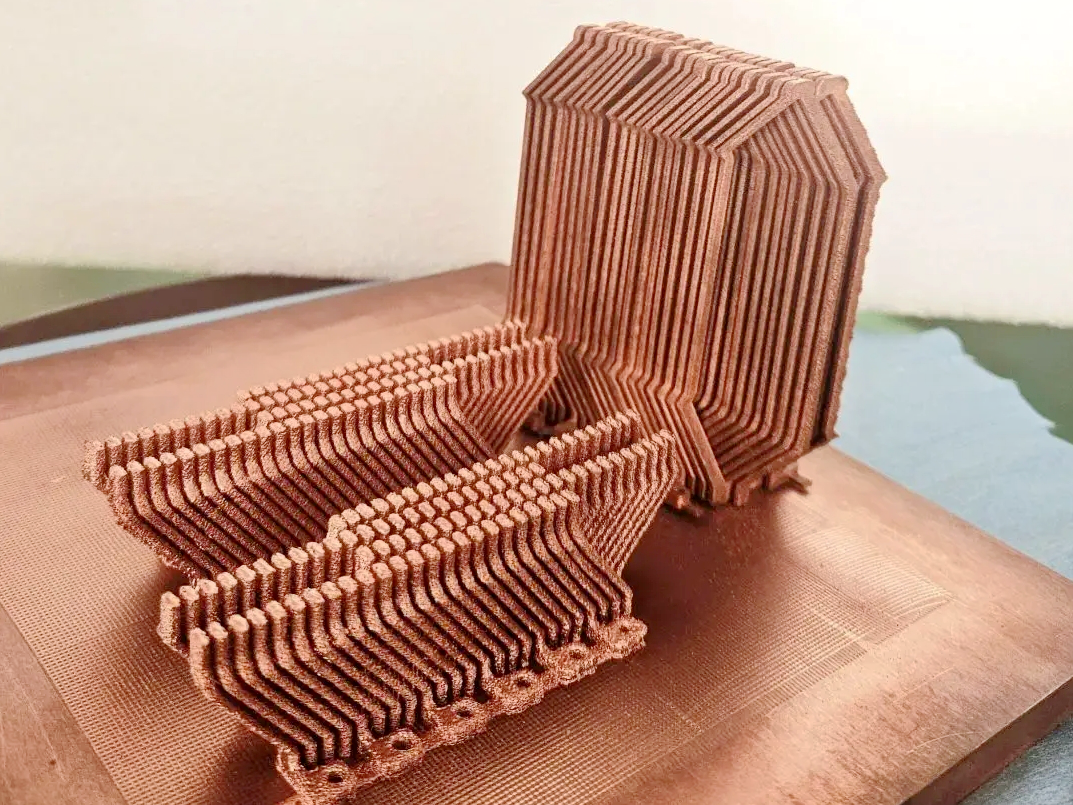
Copper 3D Printing Service for Heat Exchangers and Busbars
Copper 3D printing service should be quoted from the part function: heat transfer, electrical conduction, thermal insert, cooling channel, or combined structural and conductive duty. Copper is not selected only because the CAD model is copper-colored. The alloy route, process risk, post-processing, and test evidence change depending on whether the buyer is sourcing a heat exchanger, busbar, conductive insert, or prototype thermal component.
Neway reviews copper RFQs by separating geometry value from conductivity requirement. Internal channels, compact cooling paths, integrated manifolds, and customized busbar shapes may justify additive manufacturing. A simple flat busbar, plate, or open conductive strip may still be better as CNC machining, stamping, bending, or conventional fabrication.
This article helps buyers prepare a quote-ready package for copper alloy 3D printing. The strongest RFQs define the copper grade, thermal or electrical function, critical surfaces, conductivity evidence, leak or pressure expectation, CNC interfaces, and inspection records before price comparison.


Why Copper AM Is Harder to Source Than Ordinary Metal AM
Copper is difficult to quote because the buyer often needs both shape freedom and a functional property. A stainless bracket may be judged mainly by geometry, strength, and finish. A copper heat exchanger also needs flow path review, thermal contact, leak expectations, and internal cleanliness. A busbar or conductive insert needs current path, contact surfaces, bolted interfaces, and conductivity evidence.
High-reflectivity copper alloys, powder availability, build energy, support strategy, and thermal behavior can affect the process route. The RFQ should not assume that every copper grade prints the same way. Pure copper routes such as Copper C101, common conductive copper expectations such as C110, strengthened alloys such as CuCr1Zr, and high-temperature copper alloy families such as GRCop-42 should be reviewed against the part function and material availability.
The buyer should also separate prototype demonstration from production acceptance. A prototype cooling insert may only need dimensional and flow-path review. A busbar for an electrical assembly may need contact face machining, plating or surface treatment if specified, conductivity test records, and assembly fit checks.
Copper AM is most useful when the printed shape changes the performance path. A straight bar with drilled holes does not usually need printing. A compact conductor that turns around other hardware, a cold plate with internal channels, or a thermal insert that combines mounting and heat spreading may justify the process. The RFQ should explain that geometry value so the quote is not reduced to a material price comparison.
Heat Exchanger and Busbar RFQs Need Different Evidence
A copper heat exchanger or thermal insert is usually about internal geometry, surface area, wall integrity, leak expectation, and cleaning access. Powder removal, channel opening, pressure boundary, and inspection plan should be discussed before printing. If the geometry has closed passages or fine channels, the buyer should define how those passages will be accepted after manufacturing.
A busbar or conductive connector is usually about current path, contact resistance, bolt hole quality, flatness at contact pads, edge condition, and surface treatment. Printed geometry may be useful for compact routing, weight reduction, or integrating cooling features, but flat contact areas usually need machining. A simple rectangular busbar should not be forced into AM unless the shape or integration provides value.
Thermal and electrical parts also fail in different ways. A heat exchanger can be unacceptable because an internal channel is blocked, a wall leaks, or a mating face does not seal. A busbar can be unacceptable because a contact pad is not flat, a hole pattern does not match the stack-up, or the surface condition changes assembly resistance. The inspection request should follow that failure mode.
Copper application | AM value to confirm | Evidence to discuss before quote |
|---|---|---|
Heat exchanger or cold plate | Internal cooling channels, compact manifold, thermal contact, or integrated flow path. | Leak requirement, pressure condition, powder removal path, and internal inspection need. |
Busbar or conductive connector | Compact routing, customized bends, integrated mounting, or combined cooling and conduction. | Conductivity test, contact face machining, hole quality, and surface condition. |
Conductive insert | Custom shape in a limited space or integration with another component. | Assembly tolerance, thermal or electrical interface, and post-machining zones. |
Thermal fixture | Conformal heat transfer path or localized thermal mass. | Temperature environment, mounting faces, and dimensional inspection scope. |
C101, C110, CuCr1Zr, and GRCop-42 Are Not Interchangeable
Pure copper grades are usually discussed where conductivity is the main requirement. C101 may be requested for high-conductivity needs, while C110 is often familiar to buyers from conventional copper work. CuCr1Zr may be reviewed when the part also needs more strength or thermal stability than pure copper routes can provide. GRCop-42 belongs in more specialized high-temperature copper alloy discussions and should be quoted only when the buyer's material requirement supports it.
Material choice changes the tradeoff between conductivity, strength, heat exposure, printability, heat treatment, and inspection. Neway should not replace one copper alloy with another without buyer approval. If the drawing is still open, the quote can list alternate copper routes, subject to engineering review and material availability.
Copper material route | Typical buying reason | RFQ information to confirm |
|---|---|---|
C101 or high-conductivity copper route | Electrical or thermal performance has priority. | Conductivity evidence, contact surfaces, and whether alternate copper is allowed. |
C110 expectation | Buyer is referencing conventional copper sourcing. | Whether the grade is mandatory or a functional conductivity target. |
CuCr1Zr | Conductivity plus higher strength or heat exposure is being considered. | Heat treatment, finished interfaces, and acceptance record requirements. |
GRCop-42 type route | Specialized thermal or high-temperature copper alloy discussion. | Drawing requirement, application environment, and material availability. |
Post-Processing Should Follow Conductive and Thermal Interfaces
Copper printed parts often need CNC finishing where electrical or thermal contact occurs. Busbar pads, bolted faces, gasket lands, bores, threaded holes, and alignment features should be marked on the drawing. Heat exchangers may need sealing faces, connector ports, threaded bosses, or mounting pads machined after printing.
Surface treatment should be specified by function. A contact pad may need a controlled surface for assembly. A thermal insert may need flatness at the mating surface. A visible non-contact wall may only need support cleanup. If coating, plating, polishing, or passivation-like requirements are specified by the buyer, they should be reviewed for compatibility with the copper alloy and final use.
Testing can change both price and lead time. Conductivity testing, leak testing, pressure review, CMM inspection, CT inspection for internal channels, and material records should be requested only when needed for acceptance. If the buyer wants optional evidence, the quote should separate required and optional tests.
The post-processing sequence should be confirmed before the buyer compares suppliers. For example, a cold plate may need support removal, port machining, leak testing, and dimensional inspection before shipment. A busbar may need support cleanup, contact face machining, conductivity evidence, deburring, and surface treatment if the assembly specification requires it. Those are different finished-part scopes even if both are described as 3D printed copper.
Quote Inputs for Copper Heat and Electrical Components
For a reliable copper 3D printing service quote, provide the STEP file, 2D drawing, copper grade or acceptable alternatives, quantity, application type, thermal or electrical load, contact surfaces, pressure or leak expectation, critical dimensions, machined faces, thread and bore requirements, surface finish, conductivity record, inspection records, and target delivery window.
If the part is a heat exchanger, include channel purpose, fluid or gas information if available, pressure boundary, cleaning access, and leak acceptance. If the part is a busbar, include current path, contact pads, bolt pattern, insulation or coating expectations, and assembly stack-up. If the design is still being evaluated, ask for alternate material or process lines rather than forcing one copper route into every requirement.
For early prototypes, it may be useful to quote a simplified printed sample and a finished functional sample separately. The simplified sample can prove geometry and assembly space. The finished sample can include machined contact faces, pressure or conductivity evidence, and the records needed for buyer evaluation. That split helps engineering learn without turning the first prototype into an unnecessarily heavy acceptance package.
Related FAQs
How does EDM machining improve the surface finish of 3D printed parts?
How does EDM machining achieve more complex structure on 3D printed parts?
Which surface finishing method provides the best surface roughness?
How does heat treatment affect the surface quality of 3D printed parts?