Повышенная плотность: Увеличьте прочность и надежность с помощью HIP
Введение
В высокопроизводительных инженерных приложениях внутренние дефекты, такие как пористость (обычно 0,5–5% в литых или аддитивно изготовленных деталях), могут значительно снизить прочность, усталостную долговечность и долгосрочную надежность. Даже микропоры (10–100 мкм) могут служить местами зарождения трещин при циклическом нагружении.
Горячее изостатическое прессование (HIP) — это проверенное решение для устранения таких дефектов, позволяющее достигать плотности до 99,9–100%. В Neway HIP интегрирован в наш производственный процесс наряду с металлическим литьем и 3D-печатью, обеспечивая соответствие компонентов самым строгим структурным и надежностным требованиям.
Что такое горячее изостатическое прессование (HIP)?
Горячее изостатическое прессование (HIP) — это термодинамический процесс, который применяет высокую температуру и равномерное газовое давление для уплотнения металлических компонентов. Типичные промышленные параметры HIP включают:
• Диапазон температур: 900–1250°C (в зависимости от сплава)
• Диапазон давления: 100–200 МПа (≈14 500–29 000 фунтов на кв. дюйм)
• Время выдержки: 2–4 часа (может увеличиваться до 6+ часов для толстых сечений)
• Атмосфера: инертный газ (аргон)
В этих условиях материал подвергается пластической деформации и диффузионному соединению, закрывая внутренние поры и устраняя усадочные дефекты без изменения внешней геометрии.
Почему плотность важна в металлических компонентах
Связь между плотностью и механическими характеристиками прямая и измеримая:
• Увеличение пористости на 1% может снизить усталостную долговечность до 30–50%
• Полностью плотные материалы (≥99,9%) могут улучшить усталостную прочность в 2–5 раз по сравнению с пористыми структурами
• Скорость утечки в компонентах под давлением может снизиться с 10⁻³ до менее 10⁻⁹ мбар·л/с после HIP
• Улучшение предела прочности на растяжение на 5–15% наблюдается обычно
• Срок зарождения усталостной трещины может увеличиться более чем на 300%
Для критически важных для безопасности применений достижение почти нулевой пористости не является опцией — это необходимость.
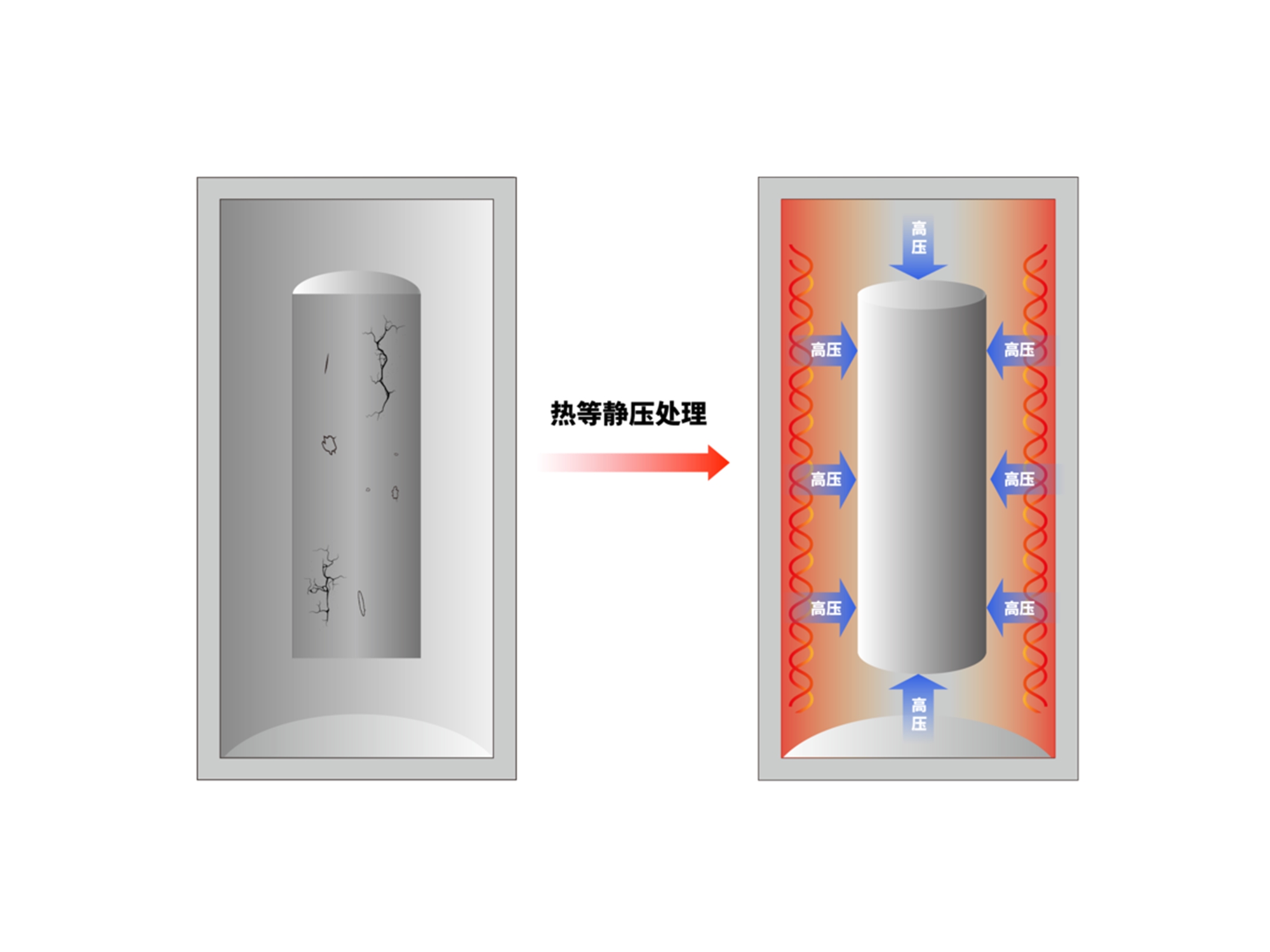
Как работает HIP: Основы процесса
Процесс HIP работает на основе связанных термических и обусловленных давлением диффузионных механизмов:
• Внешнее давление создает изотропное напряжение сжатия
• Повышенная температура активирует атомную диффузию
• Внутренние пустоты схлопываются и соединяются за счет ползучести и диффузии
• Границы зерен заживают, улучшая микроструктурную однородность
• Остаточные напряжения снижаются на 30–70%
Контролируемое охлаждение предотвращает искажение и сохраняет размерную стабильность.
HIP для литых компонентов
В процессах литья типичный уровень пористости составляет от 0,5% до 2% в зависимости от контроля процесса и сплава. Даже в процессах высокого давления, таких как литье под давлением алюминия, все еще могут возникать микропористость и захват газа.
Обработка HIP дает измеримые улучшения:
• Снижение пористости: с ~1–2% → <0,05%
• Увеличение усталостной прочности: +50% до +200%
• Улучшение герметичности: снижение проницаемости до 10⁶ раз
• Улучшение предела текучести: обычно +5–10%
Это критически важно для корпусов под давлением, автомобильных структурных деталей и жидкостных систем.
HIP для аддитивного производства
Процессы аддитивного производства металлов (например, LPBF, WAAM) часто демонстрируют уровень пористости 0,1–1,5% из-за дефектов несплавления или захваченных газов.
В сочетании с рабочими процессами быстрого прототипирования HIP превращает напечатанные детали в компоненты производственного класса:
• Увеличение плотности: с ~98,5–99,5% → ≥99,9%
• Улучшение усталостной долговечности: увеличение в 2–4 раза
• Устранение дефектов несплавления
• Улучшенное удлинение: +10–25%
• Снижение анизотропии механических свойств
Для аэрокосмических и медицинских применений HIP часто требуется для соответствия стандартам сертификации, таким как ASTM F2924 (Ti-6Al-4V).
Улучшение механических свойств после HIP
HIP одновременно улучшает несколько свойств материала:
Усталостная прочность: Увеличение на 50–300% в зависимости от начальной пористости
Предел прочности на растяжение: Обычно +5–15%
Пластичность: Улучшение удлинения на 10–30%
Вязкость разрушения: Улучшенное сопротивление распространению трещин
Надежность: Снижение вариативности между партиями (стандартное отклонение снижено примерно на 20–40%)
Эти улучшения особенно ценны для применений с динамическими нагрузками.
HIP по сравнению с другими методами постобработки
HIP уникален тем, что устраняет внутренние дефекты, в отличие от процессов, ориентированных на поверхность:
• Фрезерная обработка с ЧПУ улучшает размерную точность (типично ±0,01–0,05 мм)
• Анодирование увеличивает поверхностную твердость (HV 300–500) и коррозионную стойкость
• Поверхностные покрытия улучшают износостойкость и эстетику
• HIP улучшает внутреннюю плотность и структурную целостность
В высокопроизводительных компонентах эти процессы дополняют друг друга, а не являются взаимозаменяемыми.
Применения HIP
HIP широко применяется в отраслях, где отказ недопустим:
• Аэрокосмическая промышленность: лопатки турбин, структурные кронштейны (типичное увеличение усталостной долговечности +200%)
• Автомобилестроение: блоки цилиндров, корпуса трансмиссий
• Нефть и газ: сосуды под давлением со скоростью утечки <10⁻⁹ мбар·л/с
• Медицина: имплантаты, требующие почти нулевой пористости
• Оснастка: формы с улучшенной стойкостью к термической усталости
Например, высокопроизводительные алюминиевые детали, используемые в автомобильных системах, аналогичные автомобильным компонентам, полагаются на HIP для обеспечения долговременной долговечности.
HIP в комплексном производственном решении Neway
В Neway HIP интегрирован в нашу услугу "под ключ", обеспечивая бесшовное сочетание с литьем, аддитивным производством, механической обработкой и финишной отделкой.
Эта интеграция дает измеримые преимущества:
• Сокращение сроков выполнения: на 15–30% по сравнению с рабочими процессами с несколькими поставщиками
• Снижение уровня дефектов: до 80%
• Улучшенная согласованность процессов между партиями
• Полная прослеживаемость от сырья до окончательного контроля
Будущие тенденции в технологии HIP
Технология HIP продолжает развиваться с измеримыми улучшениями:
• Сокращение времени цикла: до 20–40% с современным оборудованием
• Интеграция с аддитивным производством для сертифицированного производства
• Мониторинг в реальном времени и цифровое управление процессом
• Расширение на более крупные компоненты (>2 метра в диаметре)
Эти достижения еще больше повысят эффективность и применимость HIP в современном производстве.
Заключение
Горячее изостатическое прессование (HIP) — это критически важная технология для достижения почти полной плотности и максимизации механических характеристик металлических компонентов. Устраняя внутренние дефекты и улучшая микроструктурную целостность, HIP значительно повышает прочность, усталостную долговечность и надежность.
В Neway мы сочетаем HIP с передовыми производственными процессами, чтобы поставлять компоненты, соответствующие самым высоким инженерным стандартам. Для применений, где критически важны производительность и безопасность, HIP — не просто опция, а необходимость.
Часто задаваемые вопросы
