Термическая обработка, ГИП и ЧПУ-обработка для деталей из Inconel 718, изготовленных методом 3D-печа...
Термическая обработка, ГИП и ЧПУ-обработка для деталей из Inconel 718, изготовленных методом 3D-печати
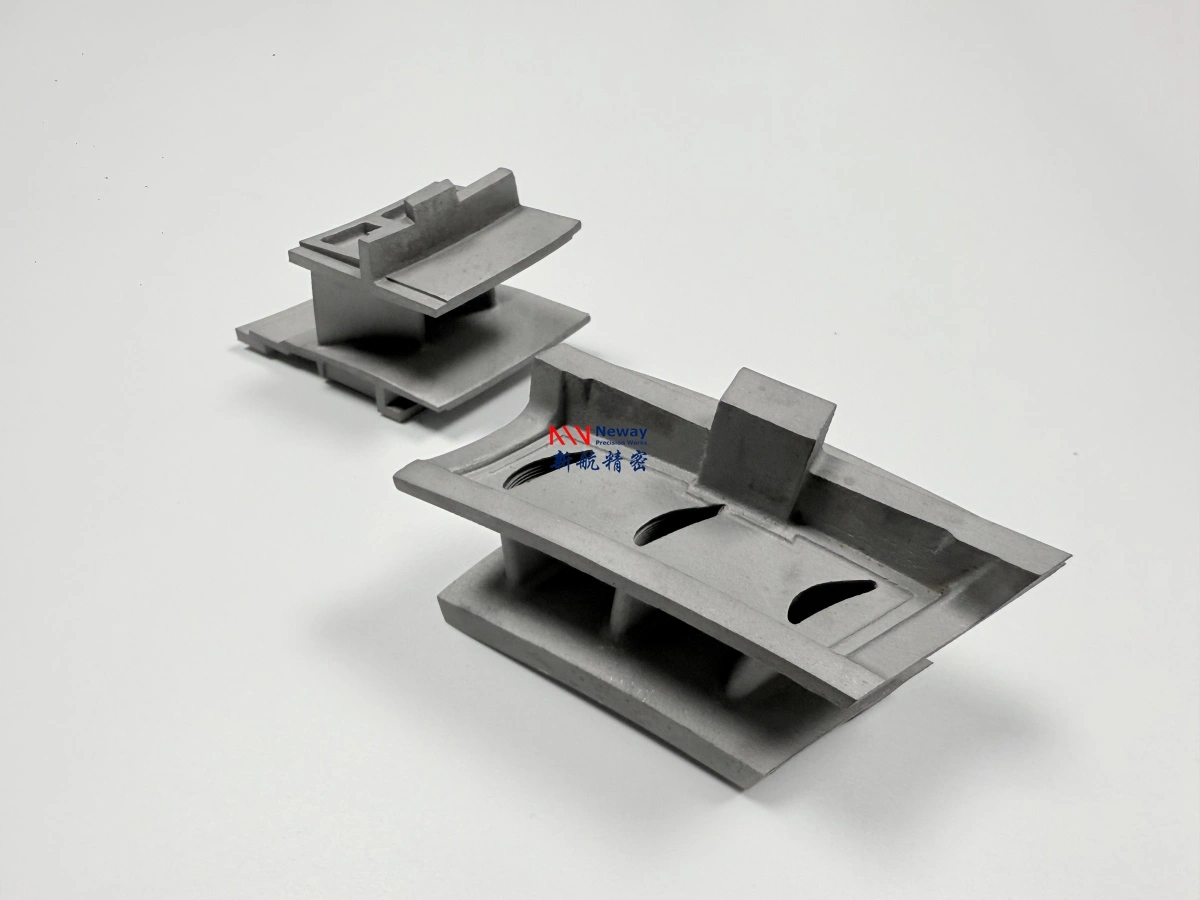
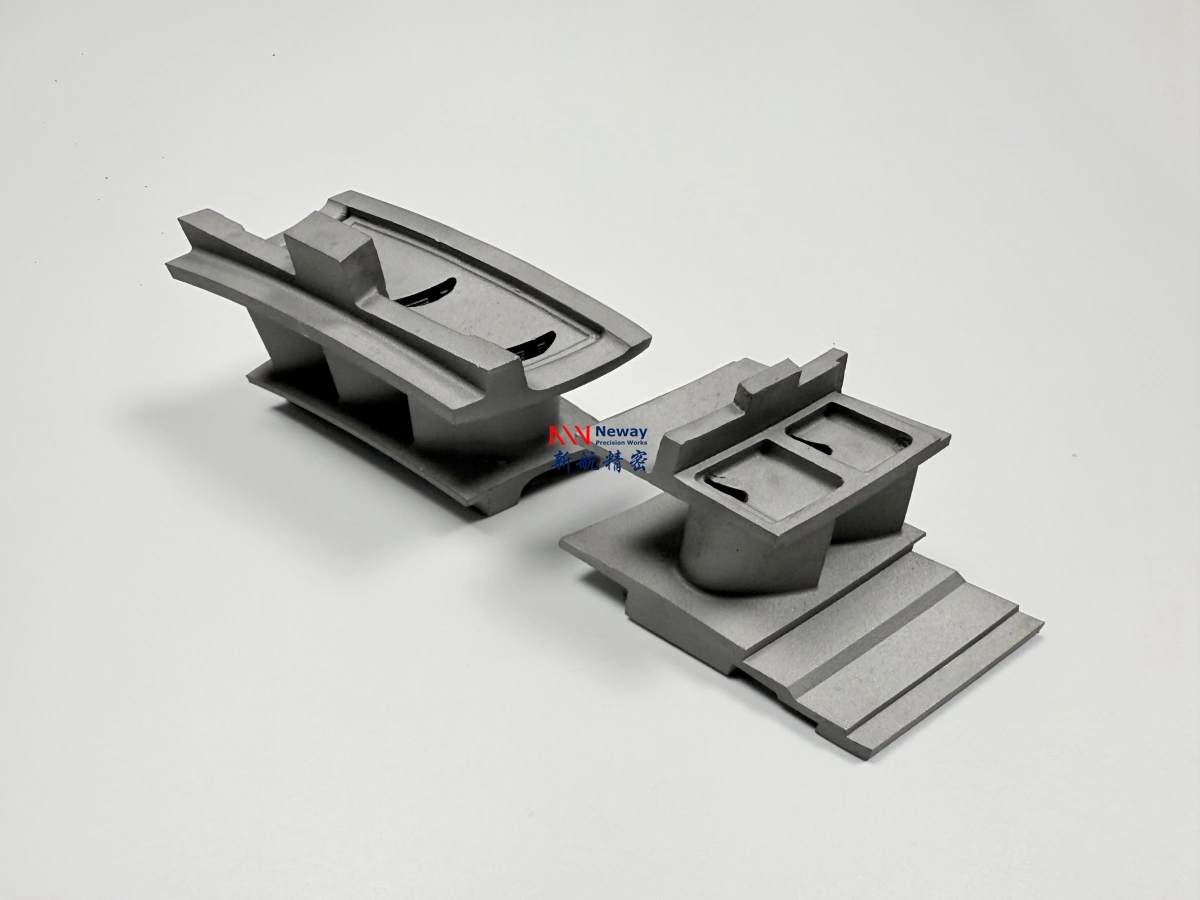
Детали из Inconel 718, изготовленные методом 3D-печати, обычно требуют постобработки перед использованием в качестве готовых высокотемпературных компонентов из суперсплава. Селективное лазерное сплавление порошка позволяет создавать сложные геометрии из Inconel 718, однако состояние сразу после печати может включать остаточные напряжения, следы от поддержек, шероховатые поверхности, отклонения размеров и незавершенные прецизионные элементы. Для аэрокосмических деталей, турбин, энергетического оборудования, оснастки и высокотемпературных промышленных компонентов часто критически важны термическая обработка, оценка ГИП, ЧПУ-обработка, электроэрозионная обработка (EDM), финишная обработка поверхности и контроль качества.
В Neway3DP мы предоставляем детали из Inconel 718, изготовленные методом 3D-печати, с полной поддержкой последующих этапов производства. Вместо поставки только печатных заготовок мы можем комбинировать селективное лазерное сплавление суперсплавов с термической обработкой, горячим изостатическим прессованием (ГИП), ЧПУ-обработкой, электроэрозионной обработкой, поверхностной обработкой, контролем размеров и предоставлением документации по качеству.
Для заказчиков, оценивающих 3D-печать из Inconel 718 с последующей ЧПУ-обработкой, ключевым моментом является определение требований к конечному компоненту до начала производства. Критические размеры, уплотнительные поверхности, резьбы, базовые элементы, внутреннее качество, рабочая температура, нагрузка, уровень контроля и требования к документации должны быть рассмотрены совместно, чтобы готовые детали соответствовали реальным потребностям применения.
Почему постобработка критически важна для деталей из Inconel 718
Постобработка критически важна, поскольку детали из Inconel 718, изготовленные методом 3D-печати, обычно являются функциональными компонентами из суперсплава, а не простыми визуальными прототипами. В процессе селективного лазерного сплавления порошка многократное быстрое плавление и затвердевание могут создавать остаточные напряжения. Конструкции поддержек необходимы для свесов и теплового контроля, и поверхности, контактировавшие с поддержками, могут требовать дополнительной отделки или механической обработки после печати.
Для применений при высоких температурах или под нагрузкой готовая деталь должна иметь стабильные размеры, контролируемые механические свойства, точные интерфейсы и подтвержденное качество. Термическая обработка помогает стабилизировать свойства. ГИП может рассматриваться для обеспечения критического внутреннего качества. ЧПУ-обработка и EDM создают прецизионные элементы. Контроль подтверждает, соответствует ли готовая деталь чертежу и требованиям применения.
Состояние после печати | Почему это важно | Общий маршрут постобработки |
|---|---|---|
Остаточные напряжения | Могут вызвать деформацию при удалении поддержек, механической обработке, термической обработке или в процессе эксплуатации | Снятие напряжений и термическая обработка |
Следы от поддержек | Поверхности с поддержками могут быть шероховатыми или непригодными для уплотнения, потока или сборки | Удаление поддержек, шлифовка, ЧПУ-обработка, финишная обработка поверхности |
Риск внутренней пористости | Может повлиять на усталостную прочность или надежность критических деталей | Оценка ГИП, КТ-контроль, рентгеновский контроль |
Отклонения размеров | Отверстия, базы и интерфейсы после печати могут не соответствовать жестким допускам | ЧПУ-обработка, EDM, контроль на КИМ |
Шероховатость поверхности | Может повлиять на поток, герметичность, усталостную прочность, внешний вид или контактные характеристики | Пескоструйная обработка, полировка, поверхностная обработка, локальная механическая обработка |
Снятие напряжений и термическая обработка для Inconel 718
Услуга термической обработки является одним из наиболее важных этапов постобработки для деталей из Inconel 718, изготовленных методом 3D-печати. В зависимости от спецификации проекта термическая обработка может включать снятие напряжений, закалку на твердый раствор, старение или другие тепловые процессы, определенные заказчиком. Правильный маршрут должен соответствовать чертежу, спецификации материала, требованиям применения и стандартам контроля.
Снятие напряжений помогает уменьшить остаточные напряжения от процесса печати перед удалением поддержек, окончательной механической обработкой или эксплуатацией. Закалка на твердый раствор и старение могут использоваться, когда проект требует контролируемых механических свойств для высокотемпературных или конструкционных применений. Для прецизионных компонентов термическую обработку следует планировать совместно с припуском на механическую обработку и стратегией контроля.
Цель термической обработки | Преимущество для деталей из Inconel 718 | Типичное применение |
|---|---|---|
Снятие напряжений | Уменьшает внутренние напряжения от быстрого лазерного плавления и затвердевания | Тонкостенные конструкции, кронштейны, сопла, компоненты горячей зоны |
Стабильность размеров | Помогает уменьшить перемещения во время ЧПУ-обработки и окончательного контроля | Детали с базами, прецизионными отверстиями, резьбой и уплотнительными поверхностями |
Контроль механических свойств | Обеспечивает требуемую прочность и производительность для высокотемпературных компонентов | Аэрокосмические, турбинные, энергетические и промышленные детали из суперсплавов |
Надежность процесса | Повышает уверенность в последующей механической обработке и контроле | Валидация прототипов, пилотные партии и мелкосерийное производство |
ГИП для критических деталей из Inconel 718
Горячее изостатическое прессование (ГИП) может оцениваться для деталей из Inconel 718, когда применение требует высокого ресурса усталости, высокой надежности или более строгого контроля внутренних дефектов. ГИП использует высокую температуру и давление для уменьшения внутренней пористости и повышения плотности металла в деталях.
ГИП не требуется автоматически для каждого компонента из Inconel 718. Для простых прототипов или некритических деталей может быть достаточно термической обработки и механической обработки. Для аэрокосмических, турбинных, связанных с давлением, чувствительных к усталости или высокоценных деталей из суперсплавов ГИП может рассматриваться совместно с КТ-контролем, рентгеновским контролем, механическими испытаниями или требованиями квалификации заказчика.
Фактор оценки ГИП | Почему это важно | Когда рассматривать |
|---|---|---|
Внутренняя пористость | Внутренние поры могут снизить усталостную прочность или надежность | Критические аэрокосмические, турбинные и энергетические компоненты |
Ресурс усталости | Циклические нагрузки могут требовать более строгого контроля внутреннего качества | Детали, смежные с вращающимися элементами, кронштейны, приспособления, компоненты, работающие под давлением |
Стандарт контроля | Спефикации заказчика могут требовать контроля внутренних дефектов | Проекты, требующие КТ, рентгена, отчета FAI или документации по квалификации |
Стоимость и сроки | ГИП добавляет затраты на пакетную обработку и время планирования | Использовать, когда ценность надежности оправдывает дополнительную обработку |
ЧПУ-обработка для деталей из Inconel 718
ЧПУ-обработка требуется, когда детали из Inconel 718 включают прецизионные поверхности или элементы сборки, которые не могут оставаться в состоянии после печати. К ним часто относятся монтажные поверхности, уплотнительные поверхности, прецизионные отверстия, резьбовые отверстия, установочные базы, посадочные места подшипников, фланцы, пазы и сопрягаемые интерфейсы.
ЧПУ-обработку для деталей из Inconel 718 следует планировать до печати. Никелевые суперсплавы обрабатываются сложнее, чем обычный алюминий или нержавеющая сталь, поэтому конструкция должна предусматривать припуск на механическую обработку только там, где это необходимо. Четкие примечания на чертеже помогают снизить ненужные затраты на механическую обработку, сохраняя при этом критические функциональные требования.
Элемент ЧПУ-обработки | Зачем нужна ЧПУ-обработка | Примечание для проектирования / запроса предложения |
|---|---|---|
Монтажная поверхность | Контролирует плоскостность, выравнивание и посадку при сборке | Определить базовую поверхность, требования к плоскостности и чистоте поверхности |
Уплотнительная поверхность | Контролирует шероховатость и плоскостность для обеспечения герметичности | Указать чистоту уплотнительной поверхности и метод контроля |
Прецизионное отверстие | Улучшает точность диаметра, круглость и позиционный контроль | Печать с заниженным размером и финишная обработка сверлением, развертыванием, растачиванием или EDM при необходимости |
Резьбовое отверстие | Улучшает качество резьбы и надежность крепления | Использовать нарезание резьбы метчиком, фрезерование резьбы или резьбовые вставки в зависимости от конструкции |
Посадочное место подшипника | Требует контролируемого диаметра, круглости, соосности и чистоты поверхности | Указать допуск посадки и требования к контролю на КИМ |
EDM для сложных элементов из Inconel 718
Электроэрозионная обработка (EDM) может использоваться, когда детали из Inconel 718 включают сложные отверстия, узкие пазы, тонкостенные детали, малые отверстия или труднообрабатываемые области. EDM особенно полезна для деталей из суперсплавов, поскольку Inconel 718 сложно обрабатывать традиционными методами, особенно в малых или глубоких элементах.
EDM может дополнять ЧПУ-обработку. ЧПУ-обработка часто используется для больших базовых поверхностей, отверстий и сопрягаемых поверхностей, в то время как EDM может применяться для мелких отверстий, пазов, каналов и детализированных профилей. Для сопел, деталей горячей зоны, турбинных структур и сложных проточных компонентов EDM следует учитывать на этапе анализа конструкции.
Элемент EDM | Почему может использоваться EDM | Типичное применение для Inconel 718 |
|---|---|---|
Малые отверстия | Полезно, когда доступ для сверления, жесткость инструмента или размер отверстия затруднены | Сопла, охлаждающие отверстия, вентиляционные отверстия, проточные каналы |
Узкие пазы | Позволяет создавать тонкие отверстия, которые сложно фрезеровать | Детали, смежные с турбинами, приспособления, прецизионные тепловые структуры |
Сложные профили | Поддерживает сложную геометрию и труднодоступные области | Корпуса из суперсплавов, структуры горячей зоны, специальная оснастка |
Тонкостенные детали | Уменьшает механическую силу резания на деликатных элементах | Легковесные тепловые структуры и сложные печатные компоненты |
Поверхностная обработка и финишная отделка для деталей из Inconel 718
Постобработка Inconel 718 может включать удаление поддержек, удаление заусенцев, пескоструйную обработку, полировку, локальное шлифование, пассивационную очистку, нанесение покрытий или другую поверхностную обработку в зависимости от конечного применения. Финишная обработка поверхности может улучшить внешний вид, шероховатость, характеристики потока, коррозионную стойкость или качество контакта.
Для высокотемпературных деталей из суперсплавов требования к поверхности должны быть определены тщательно. Косметической отделки поверхности может быть недостаточно, если деталь имеет зоны, чувствительные к усталости, уплотнительные поверхности, проточные каналы или области высокотемпературного контакта. Функциональные поверхности могут требовать механической обработки, полировки, нанесения покрытий или контроля после отделки.
Вариант финишной обработки поверхности | Цель | Типичный случай использования |
|---|---|---|
Удаление поддержек | Удаляет конструкции поддержек и области соединения с платформой построения | Все детали из Inconel 718 с поддержками |
Удаление заусенцев | Удаляет острые кромки и заусенцы от механической обработки | Обработанные отверстия, пазы, фланцы и интерфейсы сборки |
Пескоструйная обработка | Создает более однородную поверхность и уменьшает видимую текстуру слоев | Кронштейны, корпуса, приспособления, тепловые структуры |
Полировка | Улучшает гладкость выбранных функциональных или видимых поверхностей | Поверхности контакта с потоком, зоны уплотнения, видимые компоненты |
Покрытие или специальная обработка | Поддерживает специфические требования приложения к теплу, коррозии, износу или поверхности | Аэрокосмические, турбинные, энергетические и высокотемпературные промышленные детали |
Контроль и документация для постобработки Inconel 718
Контроль и документация подтверждают, соответствуют ли готовые детали из Inconel 718 требованиям чертежа, материала, постобработки и применения. Поскольку термическая обработка, ГИП, ЧПУ-обработка, EDM и финишная обработка поверхности могут влиять на конечное состояние, контроль должен быть определен до начала производства.
Общая документация может включать отчеты о размерах, отчеты КИМ, отчеты 3D-сканирования, записи рентгеновского или КТ-контроля, отчеты FAI, сертификаты материалов, отчеты о термической обработке, записи ГИП и записи окончательного визуального контроля. Для аэрокосмических, турбинных, энергетических компонентов и оборудования для высоких температур планирование контроля должно соответствовать уровню риска детали и спецификации заказчика.
Контроль / Документ | Цель | Когда рекомендуется |
|---|---|---|
Отчет о размерах | Подтверждает основные размеры и требования чертежа | Большинство нестандартных деталей из Inconel 718 |
Отчет КИМ | Проверяет базы, прецизионные отверстия, обработанные интерфейсы и позиционные соотношения | Детали, готовые к сборке, и компоненты из суперсплавов с жесткими допусками |
Отчет 3D-сканирования | Сравнивает сложную свободную геометрию с данными CAD | Сложные корпуса, сопла, тонкостенные тепловые структуры |
Рентгеновский / КТ-контроль | Проверяет внутренние дефекты, пористость, трещины, скрытые полости или заблокированные каналы | Критические детали, внутренние каналы, чувствительные к усталости структуры, высоконадежные компоненты |
Отчет FAI | Документирует размеры первого образца перед повторным производством | Утверждение прототипа, пилотные партии, компоненты для серийного производства |
Сертификат материала | Подтверждает марку материала, партию порошка и прослеживаемость | Аэрокосмические, энергетические и чувствительные к квалификации проекты |
Отчет о термической обработке | Подтверждает тепловой процесс, использованный после печати | Высокотемпературные, чувствительные к механическим свойствам или контролируемые заказчиком проекты |
Запись ГИП | Подтверждает процесс горячего изостатического прессования при необходимости | Высоконадежные и чувствительные к усталости детали из Inconel 718 |
Лучшая практика запроса предложения для готовых деталей из Inconel 718
Чтобы точно рассчитать стоимость готовых деталей из Inconel 718, поставщику необходимо понимать как геометрию печати, так и требования к конечным характеристикам. 3D-модель помогает оценить объем детали, стратегию поддержек, ориентацию построения и удаление порошка. 2D-чертеж определяет критические размеры, базы, резьбы, уплотнительные поверхности, термическую обработку, контроль и требования к документации.
Лучшая практика запроса предложения — четко отделить критические элементы от некритичной геометрии печати. Это помогает избежать ненужных затрат на механическую обработку, обеспечивая при этом соответствие функциональных поверхностей конечным требованиям. Для высокотемпературных или высоконадежных деталей условия эксплуатации и стандарты контроля должны быть предоставлены до получения коммерческого предложения.
Для более быстрого получения предложения please предоставьте следующую информацию:
3D CAD-модель, предпочтительно в формате STEP, X_T, IGS или STL
2D-чертеж с указанием марки материала, допусков, требований к базам, резьбам, уплотнительным поверхностям, чистоте поверхности, термической обработке и примечаниями по контролю
Требуемый материал, например Inconel 718, GH4169 или утвержденный эквивалент
Количество для прототипа, валидационной партии, мелкосерийного производства или повторного заказа
Рабочая температура, условия нагрузки, давление, вибрация, усталость, окисление, воздействие коррозии или среда эксплуатации
Требуемая термическая обработка, такая как снятие напряжений, закалка на твердый раствор, старение или специфическая для проекта тепловая обработка
Требуется ли ГИП или должна быть проведена оценка для внутренней плотности и требований, чувствительных к усталости
Требования к ЧПУ-обработке, включая монтажные поверхности, отверстия, резьбы, посадочные места подшипников, уплотнительные поверхности, базы и сопрягаемые интерфейсы
Требования к EDM для малых отверстий, пазов, элементов потока, тонкостенных деталей или труднообрабатываемых областей
Требования к поверхностной обработке, такие как удаление поддержек, удаление заусенцев, пескоструйная обработка, полировка, нанесение покрытий или специальная отделка
Требования к контролю, такие как отчет о размерах, отчет КИМ, отчет 3D-сканирования, FAI, КТ-контроль, рентгеновский контроль, сертификат материала, отчет о термической обработке, запись ГИП или испытание на растяжение
Целевой график доставки и пункт назначения
Комплексный workflow постобработки для деталей из Inconel 718
Комплексный workflow помогает клиентам сократить координацию с поставщиками и повысить согласованность конечных деталей. Вместо заказа печатных заготовок у одного поставщика и отправки их отдельным подрядчикам для термической обработки, ГИП, механической обработки, EDM, отделки и контроля, Neway3DP может поддержать полный процесс от анализа технологичности до окончательной доставки.
Этот workflow особенно полезен для высокоценных деталей из Inconel 718, где качество печати, термическая обработка, последовательность механической обработки, контроль внутренних дефектов и документация должны работать согласованно. Планируя эти этапы до производства, клиенты могут снизить риск переделок и получить детали, максимально близкие к состоянию готовности к использованию.
Шаг workflow | Цель | Преимущество для клиента |
|---|---|---|
Инженерный анализ | Оценка геометрии, поддержек, термической обработки, припуска на механическую обработку и потребностей в контроле | Снижает производственные риски до начала производства |
Селективное лазерное сплавление порошка | Послойное построение сложной геометрии из суперсплава Inconel 718 | Поддерживает внутренние каналы, тонкие стенки и интегрированные элементы |
Термическая обработка | Снятие напряжений и стабилизация механических свойств | Повышает надежность высокотемпературных деталей из суперсплавов |
ГИП (при необходимости) | Улучшение внутренней плотности для критических компонентов | Поддерживает высоконадежные и чувствительные к усталости применения |
ЧПУ-обработка | Финишная обработка баз, отверстий, резьб, уплотнительных поверхностей и сопрягаемых интерфейсов | Повышает точность сборки и конечную пригодность к использованию |
EDM | Создание мелких отверстий, пазов и сложных элементов из суперсплавов | Поддерживает сложные сопла, каналы и прецизионные детали |
Поверхностная обработка | Улучшение шероховатости, внешнего вида, коррозионной стойкости или функциональных поверхностей | Поставка деталей, максимально близких к состоянию готовности к использованию |
Контроль и документация | Проверка размеров, внутреннего качества, записей о материалах и отчетов о процессах | Поддерживает требования поставщиков готовых деталей из Inconel 718 |
Часто задаваемые вопросы
