धातु 3D प्रिंटिंग बनाम CNC मशीनिंग: कस्टम पुर्जों के लिए कौन सी अधिक लागत-प्रभावी है?
परिचय
आज के उन्नत विनिर्माण परिदृश्य में, उच्च-प्रदर्शन वाले कस्टम पुर्जों का उत्पादन करने के लिए धातु 3D प्रिंटिंग और CNC मशीनिंग दोनों ही अनिवार्य प्रौद्योगिकियां हैं। डिजाइनर और खरीदारी टीमें किसी परियोजना के लिए इष्टतम प्रक्रिया का चयन करते समय लागत-प्रभावशीलता को एक प्रमुख कारक के रूप में लगातार आंक रहे हैं।
धातु योगात्मक विनिर्माण (Additive Manufacturing) अभूतपूर्व डिज़ाइन स्वतंत्रता और सामग्री दक्षता प्रदान करता है, जबकि स्थापित ज्यामिति के लिए CNC मशीनिंग बेहतर सटीकता और सतह फिनिश प्रदान करती है। उत्पादन मात्रा, जटिलता और सामग्री आवश्यकताओं के आधार पर, प्रत्येक प्रौद्योगिकी विशिष्ट लागत लाभ प्रस्तुत करती है।
यह ब्लॉग धातु 3D प्रिंटिंग और CNC मशीनिंग की विस्तृत तुलना प्रदान करता है, जो विभिन्न विनिर्माण परिदृश्यों में उनकी संबंधित लागत चालकों का विश्लेषण करता है। प्रक्रिया क्षमताओं, सामग्री उपयोग और पोस्ट-प्रोसेसिंग आवश्यकताओं के बारे में अंतर्दृष्टि के साथ, यह गाइड इंजीनियरों और खरीदारों को कस्टम धातु पुर्जों की सोर्सिंग करते समय सूचित निर्णय लेने में मदद करेगी।
 धातु 3D प्रिंटिंग और CNC मशीनिंग के बीच मुख्य अंतर
धातु 3D प्रिंटिंग और CNC मशीनिंग के बीच मुख्य अंतर
प्रक्रिया अवलोकन
धातु 3D प्रिंटिंग एक योगात्मक प्रक्रिया है जहां पुर्जों को डिजिटल डिजाइन से परत-दर-परत बनाया जाता है, जिसके लिए टूलिंग की आवश्यकता नहीं होती और अत्यंत जटिल ज्यामिति संभव हो पाती है। सामान्य प्रौद्योगिकियों में पाउडर बेड फ्यूजन और डायरेक्टेड एनर्जी डिपोजिशन शामिल हैं। इसके विपरीत, CNC मशीनिंग एक घटात्मक प्रक्रिया है जो कंप्यूटर-नियंत्रित कटिंग टूल्स का उपयोग करके एक ठोस ब्लॉक (बिलेट) से सामग्री को हटाती है।
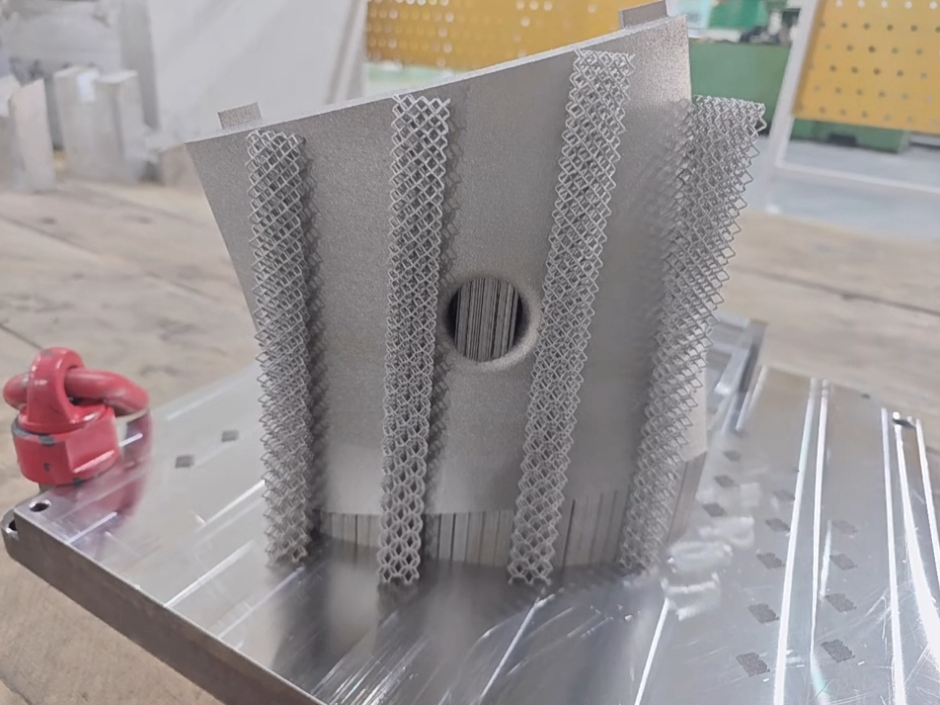
दोनों प्रक्रियाएं डिजिटल रूप से संचालित होती हैं लेकिन सामग्री प्रवाह और ज्यामितीय संभावनाओं के मामले में मौलिक रूप से भिन्न हैं। आंतरिक चैनलों या लैटिस संरचनाओं वाले घटकों के लिए, धातु योगात्मक विनिर्माण अतुलनीय डिज़ाइन लचीलापन प्रदान करता है। अच्छी तरह से परिभाषित सतहों और कसकर सहनशीलता (tight tolerances) वाले सटीक पुर्जों के लिए CNC मशीनिंग उत्कृष्ट है।
डिज़ाइन स्वतंत्रता
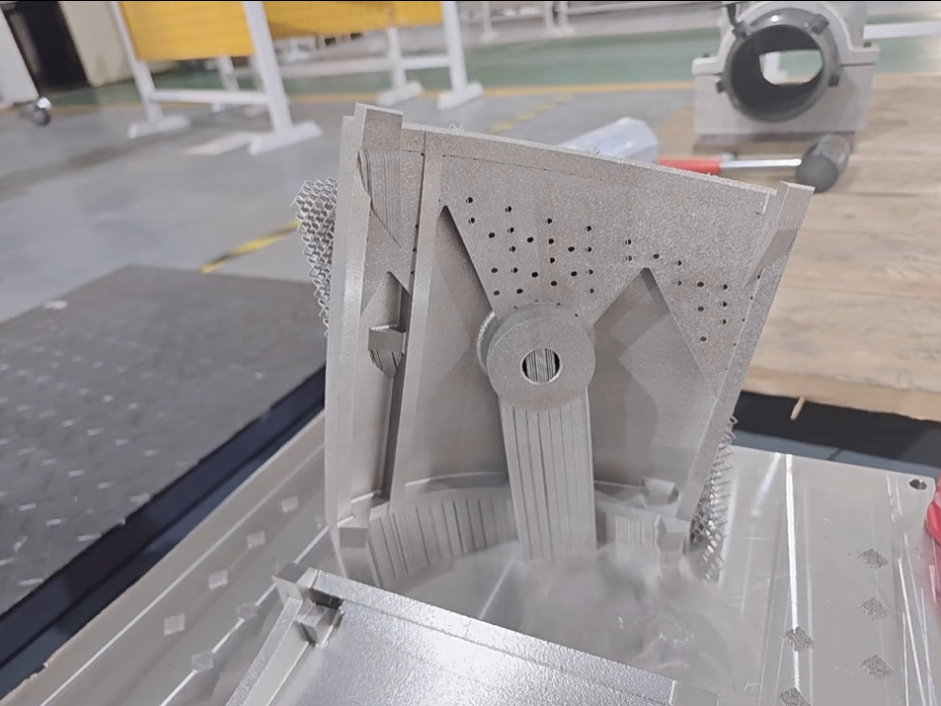
धातु 3D प्रिंटिंग एकीकृत कूलिंग चैनलों, लैटिस संरचनाओं और टोपोलॉजिकली ऑप्टिमाइज्ड पुर्जों जैसे मुक्त-रूप ज्यामिति की अनुमति देता है—ऐसे डिजाइन जिन्हें पारंपरिक तरीकों से बनाना असंभव या अत्यंत अकुशल है। कस्टम पुर्जों के विनिर्माण के लिए 3D प्रिंटिंग प्रौद्योगिकियों का उपयोग करने वाले इंजीनियर कई घटकों को एक ही मुद्रित पुर्जे में एकीकृत कर सकते हैं, जिससे असेंबली जटिलता कम हो जाती है।
इसके विपरीत, CNC मशीनिंग बाहरी सतहों और तेज किनारों के लिए बेहतर नियंत्रण प्रदान करती है, जिससे यह ±0.01 मिमी सहनशीलता वाले मिलान घटकों और असेंबलियों के लिए आदर्श बन जाती है। यह बड़ी समतल सतहों और सरल प्रिज्मीय ज्यामिति वाले पुर्जों के उत्पादन के लिए भी अत्यंत प्रभावी है।
सामग्री संगतता
दोनों प्रौद्योगिकियां धातुओं की एक विस्तृत श्रृंखला का समर्थन करती हैं, हालांकि अलग-अलग सीमाओं के साथ। धातु 3D प्रिंटिंग टाइटेनियम, सुपरएलॉय और स्टेनलेस स्टील जैसे उच्च-मूल्य वाली सामग्रियों को कुशलतापूर्वक संसाधित करता है। उदाहरण के लिए, कार्बन स्टील 3D प्रिंटिंग का उपयोग अक्सर संरचनात्मक घटकों के लिए किया जाता है जहां_strength-to-weight ratio_ महत्वपूर्ण होता है।
CNC मशीनिंग और भी व्यापक सामग्री लचीलापन प्रदान करती है, जिसमें हार्डेन्ड स्टील, एक्सोटिक मिश्र धातु और कंपोजिट जैसे गैर-धातु शामिल हैं। 3D प्रिंटिंग की तुलना करते समय लागत गणना में मशीनेबिलिटी, सामग्री कठोरता और टूल वियर को ध्यान में रखा जाना चाहिए।
सारांश
मुख्य अंतरों की तुलना करते समय, धातु 3D प्रिंटिंग ज्यामितीय जटिलता और सामग्री दक्षता में हावी है, जबकि सुस्थापित पुर्जा डिजाइन के लिए CNC मशीनिंग बेहतर सटीकता और स्केलेबिलिटी प्रदान करती है। इन प्रौद्योगिकियों के बीच चुनाव अक्सर विशिष्ट परियोजना आवश्यकताओं पर निर्भर करता है, जिनका अगले खंडों में और विस्तार से अध्ययन किया जाएगा।
धातु 3D प्रिंटिंग के लिए लागत कारक
सेटअप और टूलिंग लागत
धातु 3D प्रिंटिंग के प्राथमिक लाभों में से एक न्यूनतम पूर्व-निवेश है। CNC मशीनिंग या कास्टिंग के विपरीत, किसी कस्टम टूलिंग, मोल्ड या फिक्स्चर की आवश्यकता नहीं होती है। यह छोटे उत्पादन रन या प्रोटोटाइप विकास के लिए विशेष रूप से मूल्यवान है। सुपरएलॉय 3D प्रिंटिंग के साथ, जटिल एयरोस्पेस या ऊर्जा घटक डिजिटल मॉडल से भौतिक पुर्जे तक काफी कम लीड टाइम और स्टार्टअप लागत के साथ पहुंच सकते हैं।
यह लचीलापन इंजीनियरों को अतिरिक्त टूलिंग खर्च incurred किए बिना डिजाइन को तेजी से दोहराने (iterate) की अनुमति देता है—यह उन उद्योगों में एक प्रमुख कारक है जहां चुस्ती महत्वपूर्ण है।
सामग्री उपयोग और अपशिष्ट
धातु योगात्मक विनिर्माण सामग्री उपयोग में अत्यंत कुशल है। पाउडर बेड फ्यूजन प्रक्रियाएं आमतौर पर 95%–98% सामग्री उपयोग प्राप्त करती हैं, क्योंकि अप्रयुक्त पाउडर को पुनः प्राप्त किया जाता है और भविष्य के बिल्ड्स के लिए रीसायकल किया जाता है। इसके विपरीत, CNC मशीनिंग ठोस स्टॉक से बड़ी मात्रा में सामग्री को हटाती है, जिसके परिणामस्वरूप अक्सर 50%–70% सामग्री अपशिष्ट होता है, विशेष रूप से जटिल ज्यामिति के लिए।
यह सामग्री दक्षता तब विशेष रूप से प्रभावशाली होती है जब टाइटेनियम या इनकोनेल जैसे महंगे मिश्र धातुओं के साथ काम किया जाता है, जहां कच्चे माल की लागत कुल पुर्जा लागत पर हावी होती है।
लीड टाइम और उत्पादन गति
धातु 3D प्रिंटिंग कम से मध्यम मात्रा वाले उत्पादन के लिए असाधारण रूप से तेज टर्नअराउंड प्रदान करता है। पुर्जों को अक्सर 3–7 दिनों के भीतर प्रिंट और वितरित किया जा सकता है, जो पारंपरिक विनिर्माण से जुड़े लंबे लीड टाइम को बायपास करता है। इसीलिए एयरोस्पेस और चिकित्सा जैसे महत्वपूर्ण उद्योगों के लिए त्वरित प्रोटोटाइपिंग ने धातु AM को अपनाया है।
1–100 की मात्रा में कस्टम पुर्जों के लिए, धातु 3D प्रिंटिंग की प्रति-इकाई लागत आमतौर पर CNC मशीनिंग से कम होती है, विशेष रूप से डिजाइन-से-उत्पादन चक्र समय में कमी को ध्यान में रखते हुए।
पोस्ट-प्रोसेसिंग आवश्यकताएं
पोस्ट-प्रोसेसिंग धातु 3D प्रिंटिंग में एक महत्वपूर्ण लागत कारक है। एप्लिकेशन के आधार पर, पुर्जों को आवश्यक यांत्रिक गुणों और सतह फिनिश प्राप्त करने के लिए हीट ट्रीटमेंट, HIP और मशीनिंग की आवश्यकता हो सकती है। सामग्री प्रदर्शन को अनुकूलित करने के लिए मानक हीट ट्रीटमेंट का उपयोग किया जाता है, जबकि हॉट आइसोस्टैटिक प्रेसिंग (HIP) घनत्व और थकान जीवन (fatigue life) में सुधार करता है।
हालांकि ये चरण कुल लागत में जोड़ते हैं, वे CNC मशीनिंग में उपयोग की जाने वाली माध्यमिक प्रक्रियाओं (ग्राइंडिंग, पॉलिशिंग) के समान हैं, और कई एप्लिकेशनों के लिए, लीड टाइम और डिजाइन स्वतंत्रता में लाभों को ध्यान में रखते हुए, समग्र पुर्जा लागत प्रतिस्पर्धी बनी रहती है।
CNC मशीनिंग के लिए लागत कारक
सेटअप और प्रोग्रामिंग लागत
CNC मशीनिंग के लिए प्रोग्रामिंग और फिक्स्चर सेटअप दोनों में पूर्व-निवेश की आवश्यकता होती है। प्रत्येक नए पुर्जे के लिए, टूल पाथ जनरेट करने के लिए CAM (कंप्यूटर-एडेड मैन्युफैक्चरिंग) प्रोग्रामिंग की आवश्यकता होती है, जो जटिल ज्यामिति के लिए समय लेने वाली हो सकती है। इसके अतिरिक्त, मशीनिंग के दौरान पुर्जों को सुरक्षित रूप से पकड़ने के लिए अक्सर कस्टम जिग या फिक्स्चर की आवश्यकता होती है, विशेष रूप से मल्टी-एक्सिस संचालन के लिए।
जबकि ये सेटअप लागत बड़े उत्पादन वॉल्यूम पर वितरित (amortized) की जाती हैं, वे प्रोटोटाइप या छोटे रन के लिए धातु 3D प्रिंटिंग की तुलना में CNC मशीनिंग को कम लागत-प्रभावी बना सकती हैं।
मशीनिंग समय और टूल वियर
सामग्री कठोरता और ज्यामिति जटिलता सीधे CNC मशीनिंग लागत को प्रभावित करती है। उदाहरण के लिए, एयरोस्पेस में आमतौर पर उपयोग की जाने वाली एक सुपरएलॉय इनकोनेल 718 की मशीनिंग के लिए, इसकी वर्क-हार्डनिंग व्यवहार के कारण विशेष टूलिंग और कम फीड दर की आवश्यकता होती है। इससे मशीनिंग समय बढ़ जाता है और टूल वियर तेज हो जाता है, जिससे परिचालन लागत बढ़ जाती है।
इसके अतिरिक्त, जटिल आंतरिक ज्यामिति या अंडरकट्स के लिए अक्सर जटिल सेटअप की आवश्यकता होती है या उन्हें मशीन किया ही नहीं जा सकता है, जो योगात्मक विनिर्माण की तुलना में लागत को और बढ़ा देता है।
सामग्री अपशिष्ट और दक्षता
CNC मशीनिंग स्वाभाविक रूप से अपशिष्टपूर्ण है, विशेष रूप से जटिल पुर्जों के लिए बिलेट सामग्री के साथ शुरू करने पर। सामग्री हटाने की दर के परिणामस्वरूप कच्चे माल का 50%–70% चिप्स में परिवर्तित हो सकता है, विशेष रूप से खोखली विशेषताओं या जैविक ज्यामिति वाले पुर्जों को मशीन करते समय।
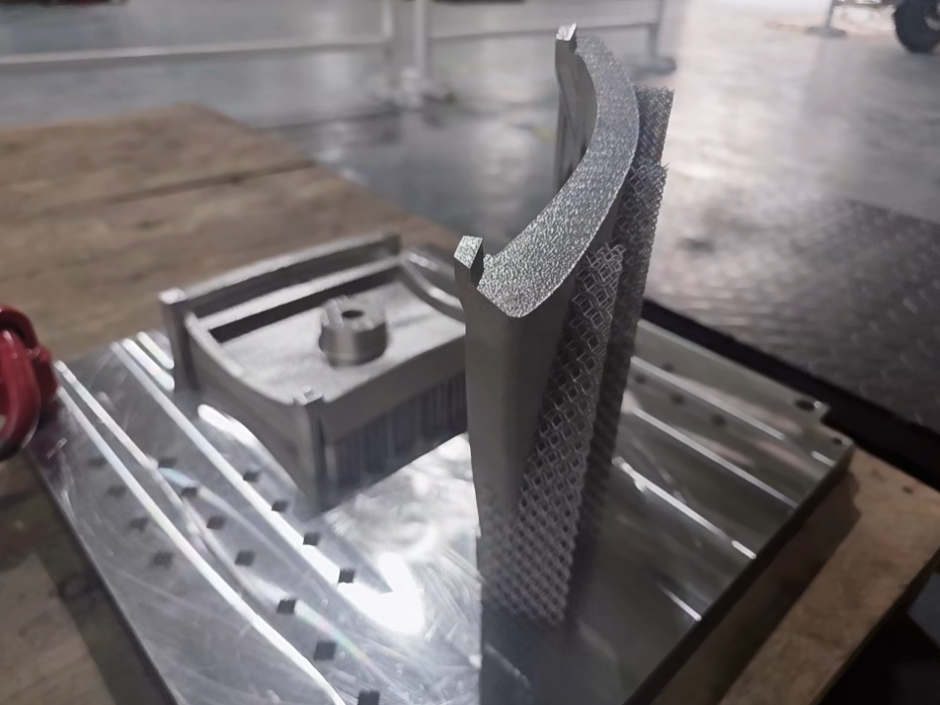
इसके विपरीत, स्टेनलेस स्टील 3D प्रिंटिंग प्रक्रियाएं न्यूनतम अपशिष्ट के साथ नेयर-नेट-शेप (near-net-shape) पुर्जों का उत्पादन करती हैं, जिससे उच्च-मूल्य वाली सामग्रियों के लिए AM अधिक कुशल हो जाता है।
सतह फिनिश और सहनशीलता
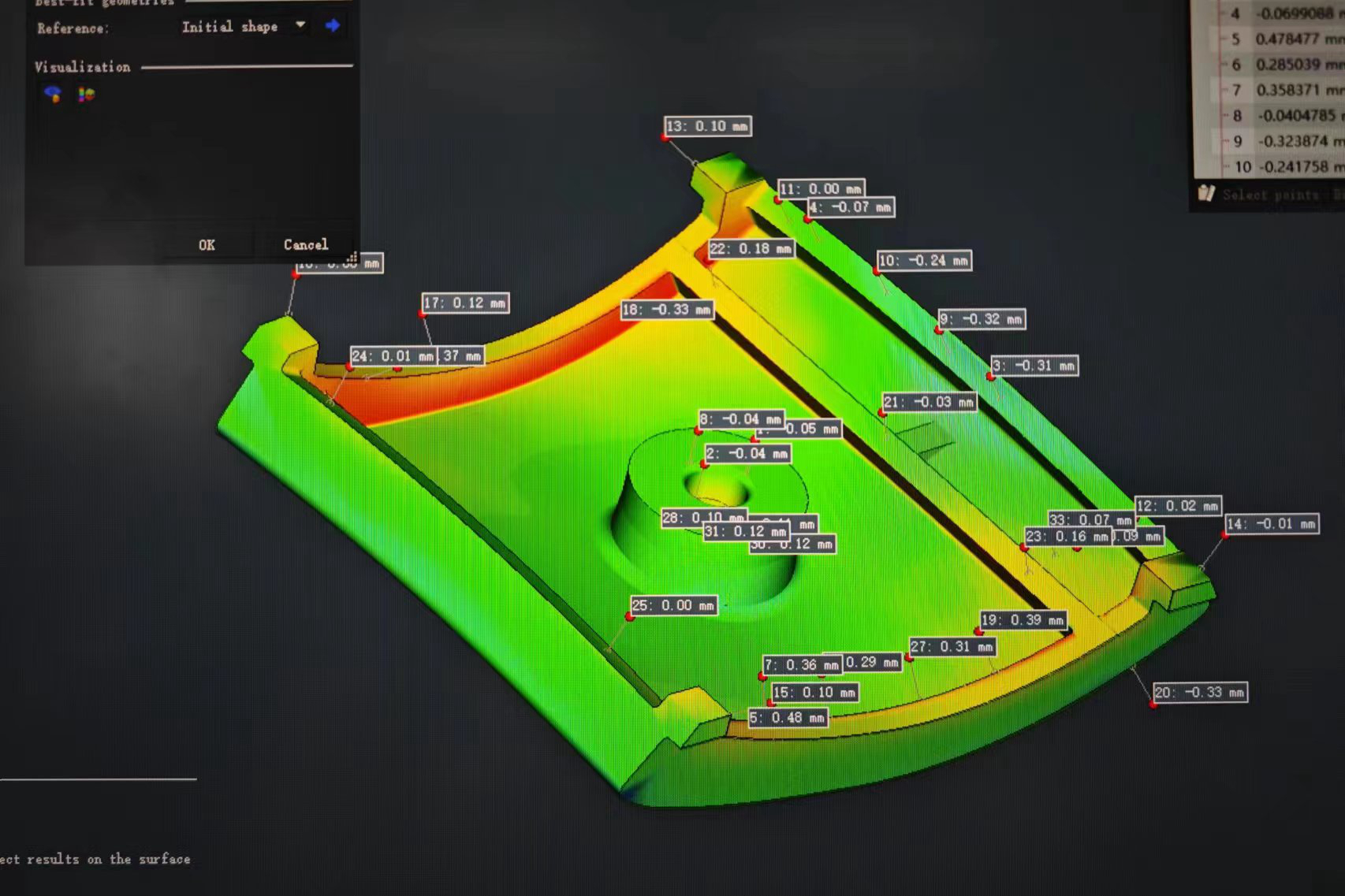
CNC मशीनिंग कसकर सहनशीलता और बेहतर सतह फिनिश प्राप्त करने में उत्कृष्ट है। मानक CNC संचालन ±0.01 मिमी या बेहतर की आयामी सटीकता और Ra 0.4–0.8 µm तक की सतह फिनिश प्रदान कर सकते हैं, जो मिलान पुर्जों और कार्यात्मक सतहों के लिए महत्वपूर्ण है।
दर्पण जैसी फिनिश या अल्ट्रा-सटीक विशेषताओं वाले घटकों के लिए, अक्सर EDM का उपयोग किया जाता है। दर्पण सतहों के लिए EDM मशीनिंग जैसी तकनीकें फिनिश गुणवत्ता को और बढ़ाती हैं, हालांकि वे प्रोसेसिंग समय और लागत जोड़ती हैं।

धातु 3D प्रिंटिंग कब अधिक लागत-प्रभावी होती है?
कम से मध्यम मात्रा वाला उत्पादन
धातु 3D प्रिंटिंग कम से मध्यम मात्रा वाले उत्पादन के लिए विशेष रूप से लागत-प्रभावी है, आमतौर पर 1 से 500 पुर्जों की सीमा में। टूलिंग या फिक्स्चर की कोई आवश्यकता नहीं होने के कारण, योगात्मक विनिर्माण CNC मशीनिंग से जुड़ी उच्च सेटअप लागत को समाप्त कर देता है। यह बिना क्रमिक निवेश के लागत-प्रभावी छोटे बैच उत्पादन और तेज पुनरावृत्ति चक्रों को सक्षम बनाता है।
उत्पाद विकास चरणों या सीमित श्रृंखला उत्पादन के लिए, धातु AM के साथ त्वरित प्रोटोटाइपिंग मार्केट-टू-टाइम को नाटकीय रूप से कम करती है और पूर्व-लागत को कम करती है।
जटिल ज्यामिति
जटिल आंतरिक ज्यामिति, एकीकृत विशेषताओं या जैविक संरचनाओं वाले पुर्जों के विनिर्माण के समय, धातु 3D प्रिंटिंग एक स्पष्ट लागत लाभ प्रदान करता है। मल्टी-एक्सिस मशीनिंग, विशेष टूलिंग या कई घटकों के असेंबली की आवश्यकता के कारण ऐसे डिजाइनों के लिए CNC मशीनिंग संघर्ष करती है या अत्यंत महंगी हो जाती है।
एयरोस्पेस और पावर जनरेशन जैसे क्षेत्रों में, धातु AM ऐसे डिजाइन को सक्षम बनाता है जो कूलिंग दक्षता को अनुकूलित करते हैं और पुर्जा गिनती को कम करते हैं। आंतरिक चैनलों या लैटिस संरचनाओं वाले कस्टम सुपरएलॉय पुर्जे इसका एक उत्कृष्ट उदाहरण हैं जहां धातु 3D प्रिंटिंग लागत और प्रदर्शन दोनों दृष्टिकोण से मशीनिंग से बेहतर प्रदर्शन करता है।
कम लीड टाइम
कम लीड टाइम की आवश्यकता वाले एप्लिकेशनों के लिए, धातु 3D प्रिंटिंग अतुलनीय लचीलापन प्रदान करता है। पुर्जों को केवल 3 से 7 दिनों में प्रिंट, पोस्ट-प्रोसेस और वितरित किया जा सकता है, जबकि CNC मशीनिंग, विशेष रूप से जब जटिल सेटअप शामिल होते हैं, अक्सर काफी लंबे लीड टाइम की आवश्यकता होती है।
यह धातु AM को समय-संवेदनशील कार्यक्रमों, आपातकालीन रिplacement पुर्जों या प्रारंभिक चरण के उत्पाद विकास के लिए पसंदीदा विकल्प बनाता है जहां गति बाजार की सफलता के लिए महत्वपूर्ण है।
CNC मशीनिंग कब अधिक लागत-प्रभावी होती है?
उच्च मात्रा वाला उत्पादन
उत्पादन मात्रा बढ़ने के साथ CNC मशीनिंग अधिक लागत-प्रभावी हो जाती है। एक बार प्रारंभिक सेटअप और प्रोग्रामिंग पूरी हो जाने के बाद, उच्च-मात्रा वाले उत्पादन रन के लिए प्रति पुर्जा सीमांत लागत काफी कम हो जाती है। 1,000 यूनिट से अधिक के ऑर्डर के लिए, तेज चक्र समय और अनुकूलित सामग्री खरीद के कारण प्रति पुर्जा लागत में CNC मशीनिंग अक्सर धातु 3D प्रिंटिंग से बेहतर प्रदर्शन करती है।
इसके अतिरिक्त, मल्टी-एक्सिस CNC मशीनों और पलेट चेंजर्स के साथ ऑटोमेशन निरंतर, बिना देखरेख वाली मशीनिंग को सक्षम बनाता है, जो प्रति-इकाई लागत को और कम करता है।
कसकर सहनशीलता वाले पुर्जे
जब एप्लिकेशनों को अत्यंत कसकर सहनशीलता की आवश्यकता होती है—आमतौर पर ±0.01 मिमी या बेहतर—तो CNC मशीनिंग पसंदीदा प्रक्रिया बनी रहती है। उदाहरण के लिए, चिकित्सा और स्वास्थ्य सेवा उद्योगों में उपयोग किए जाने वाले कई घटक, जैसे सर्जिकल उपकरण और ऑर्थोपेडिक इम्प्लांट, को कठोर आयामी और सतह फिनिश मानकों को पूरा करना चाहिए, जो सटीक मशीनिंग के माध्यम से सबसे अच्छे ढंग से प्राप्त किए जाते हैं।
हालांकि धातु 3D प्रिंटिंग नेयर-नेट-शेप पुर्जों का उत्पादन कर सकता है, ऐसे बारीक सहनशीलता प्राप्त करने के लिए अक्सर अतिरिक्त मशीनिंग की आवश्यकता होती है, जिससे लागत और समय बढ़ जाता है। उन पुर्जों के लिए जहां सहनशीलता प्राथमिक चालक है, CNC मशीनिंग अधिक लागत-कुशल है।
मानक ज्यामिति और सामग्री
मानक ज्यामिति वाले पुर्जों के लिए—जैसे फ्लैट प्लेटें, शाफ्ट, या सरल प्रिज्मीय आकार—CNC मशीनिंग आमतौर पर अधिक लागत-प्रभावी होती है। इन डिजाइनों को न्यूनतम अपशिष्ट और टूलिंग जटिलता के साथ स्टॉक सामग्री से तेजी से मशीन किया जा सकता है।
कार्बन स्टील, एल्यूमीनियम और मानक स्टेनलेस स्टील जैसी सामान्य सामग्रियां बिलेट रूप में व्यापक रूप से उपलब्ध हैं और CNC प्रक्रियाओं के लिए अत्यधिक अनुकूलित हैं। ऐसे मामलों में, CNC मशीनिंग प्रिंटिंग की तुलना में तेज थ्रूपुट और कम लागत प्रदान करती है।
निष्कर्ष: सही प्रक्रिया कैसे चुनें
धातु 3D प्रिंटिंग और CNC मशीनिंग के बीच चयन कई कारकों पर निर्भर करता है—डिजाइन जटिलता, उत्पादन मात्रा, आवश्यक सहनशीलता, सामग्री प्रकार और लीड टाइम। जटिल ज्यामिति, कम से मध्यम मात्रा, या तेज टर्नअराउंड आवश्यकताओं वाली परियोजनाओं के लिए, धातु योगात्मक विनिर्माण स्पष्ट लागत और डिजाइन लाभ प्रदान करता है।
इसके विपरीत, उच्च-मात्रा उत्पादन, कसकर सहनशीलता वाले घटकों, या सरल ज्यामिति के लिए, CNC मशीनिंग सबसे अधिक लागत-प्रभावी समाधान बनी हुई है। कई निर्माता अब प्रदर्शन और लागत को अनुकूलित करने के लिए दोनों प्रक्रियाओं की ताकत को जोड़ते हुए एक हाइब्रिड दृष्टिकोण अपना रहे हैं।
कस्टम स्टेनलेस स्टील 3D प्रिंटिंग जैसे उभरते एप्लिकेशन योगात्मक प्रौद्योगिकियों के साथ प्राप्त करने योग्य सीमाओं को लगातार आगे बढ़ा रहे हैं। अंततः, ट्रेड-ऑफ को समझना और अपनी परियोजना की विशिष्ट आवश्यकताओं के लिए सही प्रक्रिया का मिलान करना सर्वोत्तम निवेश पर रिटर्न और उत्पाद प्रदर्शन सुनिश्चित करता है।
