Minimal Material Stress: EDM Machining Parts Without Deformation
 Introduction
Introduction
Electrical Discharge Machining (EDM) is a precise, non-traditional method that uses electrical discharges to shape conductive materials. One key advantage of EDM is its ability to machine materials without inducing mechanical stress or deformation, making it ideal for applications requiring high accuracy. This blog explores how EDM minimizes material stress, ensuring parts maintain dimensional integrity and meet strict tolerances.
What is EDM Machining?
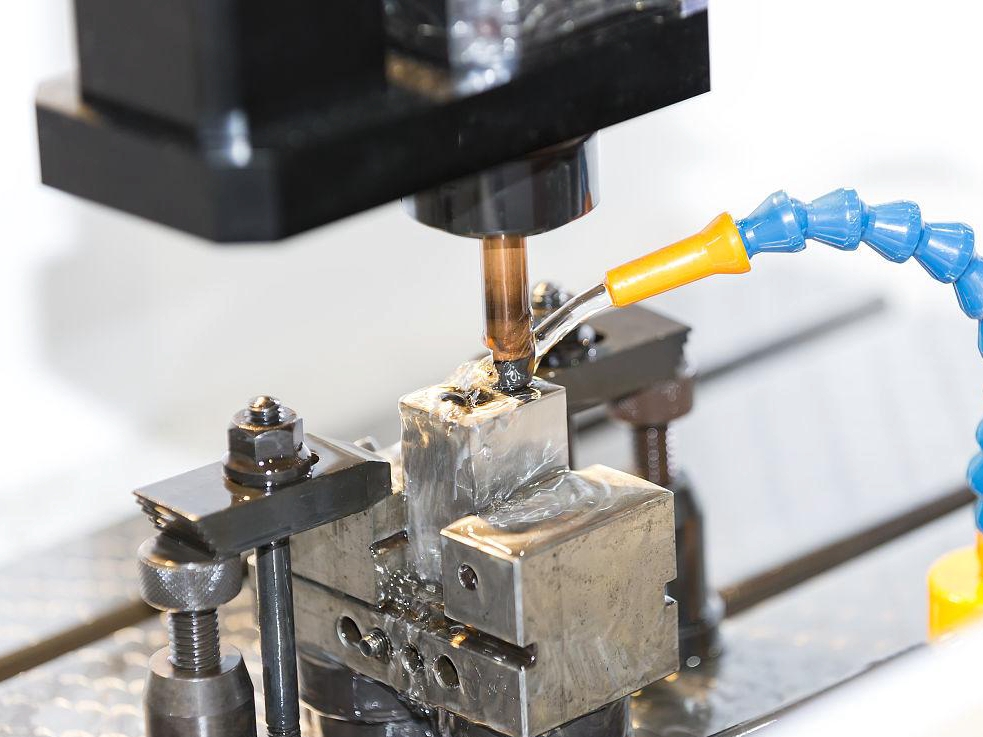
EDM removes material from a workpiece by generating controlled electrical discharges between an electrode and the workpiece. The discharge heat melts or vaporizes small amounts of material, leaving a precise, intricate shape. Since no direct mechanical force is applied, the risk of stress-induced deformation is significantly reduced, making EDM an ideal process for hard or brittle materials, such as titanium, Inconel, and tool steels.
Key Benefits of EDM in Minimizing Material Stress
1. No Mechanical Contact
EDM eliminates mechanical forces, such as those seen in traditional cutting, where tool pressure can warp or stress the material. This non-contact process avoids surface cracking and deformation, especially in brittle or hard materials. Parts retain their structural integrity, crucial in industries where tight tolerances are critical.
2. Precise Heat Control
The heat-affected zone (HAZ) in EDM is highly localized, typically ranging from 0.1 to 0.5 mm, depending on the material and machining parameters. This limited thermal impact prevents unwanted distortion, ensuring that the workpiece maintains its shape, which is crucial for high-precision components in aerospace and medical applications.
Parameter | EDM Process Range | Traditional Machining |
|---|---|---|
Heat-Affected Zone (HAZ) | 0.1 to 0.5 mm | 2-5 mm (depending on material) |
Thermal Impact | Low | High (can cause material deformation) |
Mechanical Forces | None | Present (can induce material stress) |
3. Consistency in Delicate Features
EDM can produce delicate features with minimal material stress. Thin-walled parts, complex internal cavities, or intricate details, prone to deformation with conventional machining, can be produced without compromise in shape. For example, thin-walled turbine blades used in jet engines often require EDM to avoid warping during machining.
4. Tool Wear and Deflection Prevention
As EDM does not involve direct contact between the tool and the workpiece, there is no tool wear or deflection, which can lead to deformation in traditional machining methods. This consistency ensures that components remain within their desired tolerances, preventing errors caused by tool degradation.
Industries Benefiting from EDM's Minimal Stress Machining
Aerospace: Components such as turbine blades and fuel injectors, which require exact geometry and minimal deformation, are commonly machined using EDM. The process's ability to handle complex shapes without distortion is key to their performance.
Medical Devices: EDM is used to manufacture surgical instruments, implants, and devices with intricate internal structures. The absence of mechanical stress ensures these critical components meet strict performance standards.
Automotive: Precision parts, such as gears, shafts, and injectors, are often EDM-machined to achieve the necessary fit and function while minimizing deformation.
Post-Processing EDM Parts to Further Minimize Stress
While EDM minimizes material stress during machining, additional post-processing techniques can enhance part quality:
Heat Treatment: Post-EDM heat treatment, such as stress-relief annealing, can help reduce residual stresses that may occur after machining. This process ensures that parts achieve desired mechanical properties without compromising dimensional stability.
Polishing: Polishing removes surface irregularities and microscopic cracks, further enhancing part quality. This process is particularly beneficial for components subject to fatigue loading or harsh environments.
Coatings: Surface coatings, such as thermal barrier coatings (TBC) or diamond-like carbon (DLC), can reduce wear and improve part longevity without adding stress.
Conclusion
EDM machining is highly effective for producing parts with minimal material stress. EDM ensures that even delicate, high-precision components maintain their integrity and performance by eliminating mechanical forces and controlling the heat-affected zone. Industries such as aerospace, medical, and automotive rely on EDM for its ability to meet stringent quality standards without introducing the deformation typically associated with traditional machining methods.
FAQs