Hastelloy X 3D Printing Service for High-Temperature Superalloy Parts
Hastelloy X 3D Printing Service for High-Temperature Superalloy Parts
Hastelloy X 3D printing service is used for custom high-temperature superalloy parts that require oxidation resistance, heat resistance, thermal fatigue performance, corrosion resistance, and complex geometry. Also known as GH3536 in China, Hastelloy X is a nickel-based superalloy widely used for combustion-related components, hot-end structures, aerospace engine peripheral parts, nozzles, high-temperature fixtures, and industrial thermal equipment.
At Neway3DP, our Hastelloy X 3D printing service supports custom superalloy parts based on customer CAD files and engineering drawings. We provide powder bed fusion printing, build orientation review, support strategy, heat treatment, HIP evaluation, CNC machining, EDM, surface treatment, inspection, and one-stop delivery for prototype, validation, and low-volume production projects.
For buyers looking for a Hastelloy X 3D printed parts manufacturer, the key is not only whether the supplier can print nickel alloy. The supplier should also understand high-temperature application requirements, thermal stress, support removal, thin-wall deformation, heat treatment, machining allowance, powder removal, internal inspection, and final documentation before confirming the manufacturing route.

What Is GH3536 / Hastelloy X 3D Printing?
GH3536 / Hastelloy X is a nickel-based high-temperature superalloy known for oxidation resistance, heat resistance, corrosion resistance, and thermal fatigue capability. It is commonly used in hot gas, combustion, aerospace, turbine-adjacent, and high-temperature industrial environments where ordinary stainless steel or aluminum alloys cannot meet service requirements.
In powder bed fusion, a laser selectively melts thin layers of Hastelloy X powder according to the sliced CAD model. This process allows complex thin-wall structures, internal cavities, cooling channels, nozzles, hot-end housings, and integrated superalloy components to be manufactured directly from digital design data.
Material Name | Common Meaning | Typical RFQ Use |
|---|---|---|
Hastelloy X | International name for a nickel-based high-temperature superalloy | Used in drawings and RFQs for hot-end, combustion, and aerospace-related parts |
GH3536 | Chinese designation commonly associated with Hastelloy X-type superalloy | Common in China-based manufacturing and supplier communication |
Nickel-based superalloy | High-temperature alloy family for heat, oxidation, and corrosion resistance | Used when the part must survive demanding thermal service conditions |
Why Choose Hastelloy X for High-Temperature Parts?
Hastelloy X is selected when a part must work in high-temperature environments with oxidation, thermal cycling, corrosive gases, or combustion-related exposure. It is especially useful for hot-end components where heat resistance and thermal fatigue behavior are more important than simple room-temperature strength.
Compared with many general-purpose metals, Hastelloy X provides better suitability for demanding thermal environments. Compared with some other superalloys, it is often considered when oxidation resistance, weldability, hot gas performance, and manufacturability are important to the project.
Performance Requirement | Why Hastelloy X Helps |
|---|---|
High-temperature oxidation resistance | Suitable for hot gas, combustion, exhaust, and high-temperature service environments |
Thermal fatigue resistance | Useful for components exposed to repeated heating and cooling cycles |
Corrosion resistance | Supports selected chemical, energy, aerospace, and industrial thermal environments |
Weldability | Can be valuable for assemblies, repair strategies, or hybrid manufacturing routes |
Complex superalloy geometry | Powder bed fusion enables thin walls, internal channels, nozzles, and integrated hot-end structures |
Suitable Custom Hastelloy X 3D Printed Parts
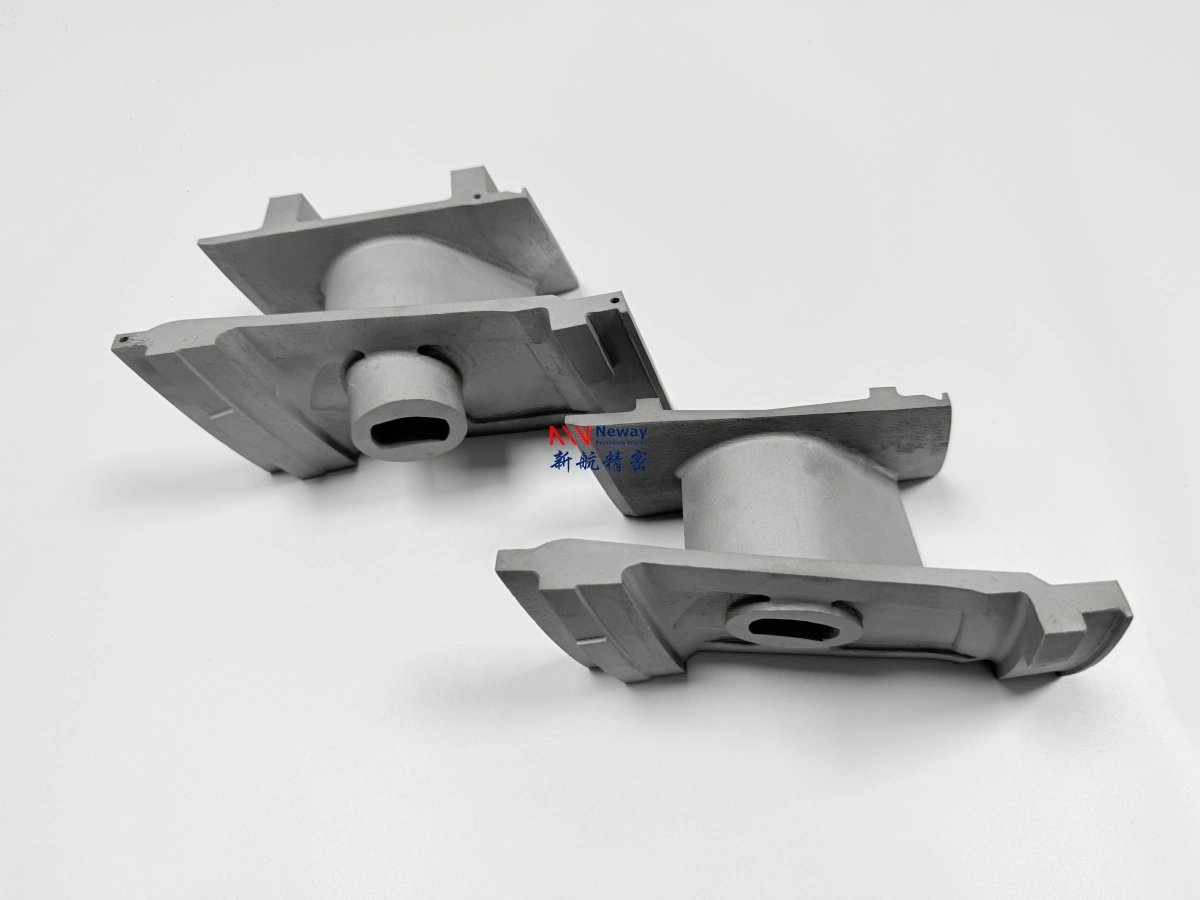
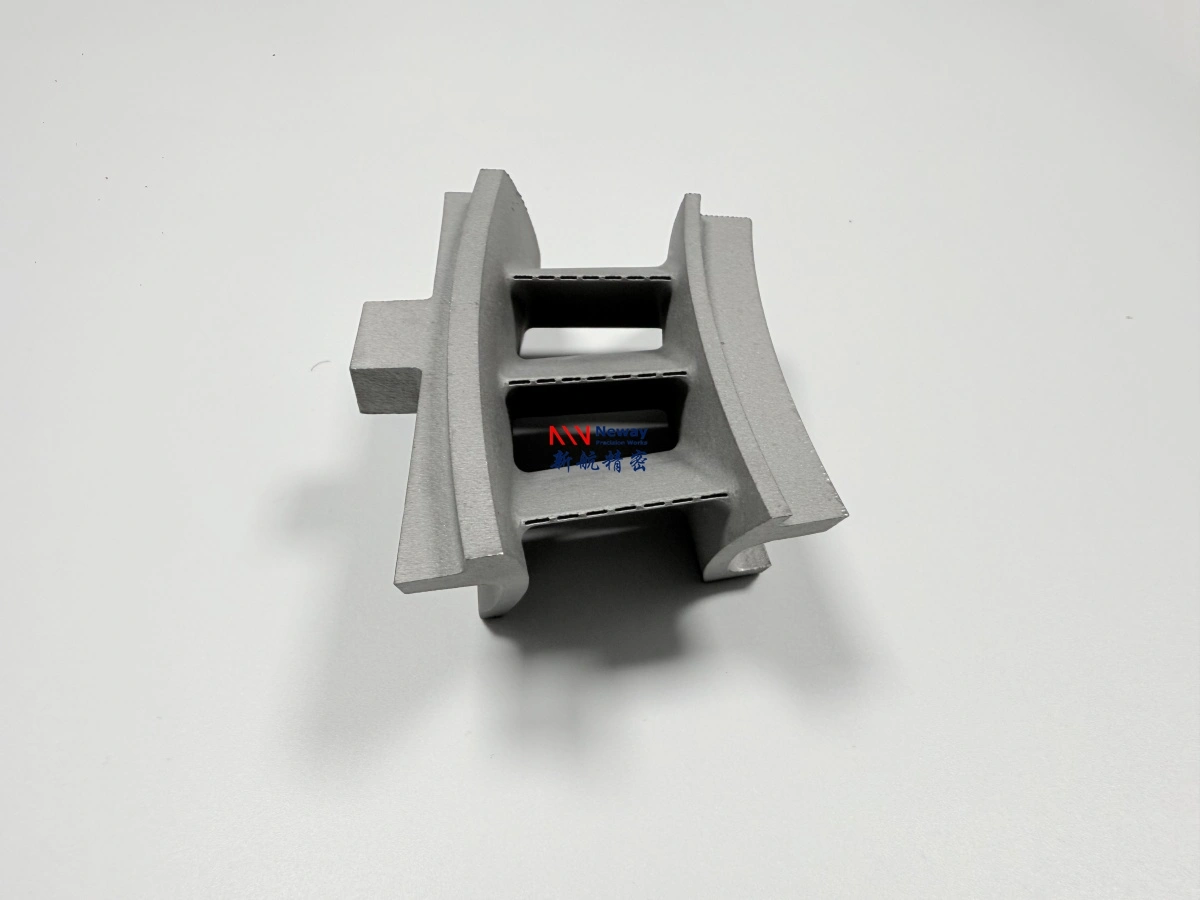
Custom Hastelloy X 3D printed parts are suitable for applications where heat resistance, oxidation resistance, complex geometry, and thermal fatigue behavior are important. Typical parts include combustion chamber components, nozzles, hot-end housings, brackets, fixtures, aerospace engine peripheral parts, thermal shields, flow components, and high-temperature test hardware.
For aerospace and aviation 3D printing, Hastelloy X can support hot-section-adjacent development parts, engine peripheral components, nozzles, ducting-related parts, thermal fixtures, and complex superalloy structures. It is also useful for energy and industrial applications where hot gas, oxidation, or thermal cycling must be considered.
Part Type | Why Hastelloy X 3D Printing Is Suitable | Common Post-Processing |
|---|---|---|
Combustion chamber components | Supports hot gas exposure, oxidation resistance, and complex thermal geometry | Heat treatment, surface finishing, CT or X-ray inspection if required |
Nozzles | Allows complex flow paths, thin walls, and high-temperature superalloy performance | EDM, CNC machining, polishing, dimensional inspection |
Hot-end housings | Useful for integrated geometry, heat resistance, and thermal cycling environments | Heat treatment, CNC machining, surface treatment |
Aerospace brackets | Suitable for high-temperature or corrosion-resistant mounting structures | CNC machining, CMM inspection, material certificate |
High-temperature fixtures | Supports custom thermal tooling and furnace-related applications | Heat treatment, machining, surface finishing, inspection |
Manufacturing Advantages of Hastelloy X Additive Manufacturing
Hastelloy X additive manufacturing is valuable because nickel-based superalloys are difficult and expensive to machine from solid stock, especially when the design includes internal cavities, thin walls, curved channels, or complex hot-end geometry. Powder bed fusion can manufacture near-net-shape superalloy parts with less material waste and more design freedom.
For combustion-related and thermal components, 3D printing can also reduce welding and assembly by integrating multiple features into one printed part. Cooling channels, flow passages, lightweight walls, and mounting features can be built directly into the component instead of being fabricated from several machined and welded pieces.
Manufacturing Need | How Hastelloy X 3D Printing Helps |
|---|---|
Complex thin-wall structures | Enables hot-end housings, combustion structures, and lightweight superalloy geometry |
Internal cavities and cooling channels | Supports flow paths and thermal management features that are difficult to machine |
Reduced welding and assembly | Combines multiple parts or features into one printed superalloy component |
Low-volume production | Avoids tooling and supports custom high-temperature parts in small batches |
Material waste reduction | Reduces heavy machining from expensive nickel-based superalloy billet |
Design Considerations for Hastelloy X Powder Bed Fusion Parts
Hastelloy X powder bed fusion parts require careful design review before printing. Support design, thin-wall deformation, powder removal, heat stress, machining allowance, surface finish, and inspection requirements all affect final cost and quality. For hot-end components, these factors can also affect thermal performance and service reliability.
Critical surfaces, precision holes, threaded holes, sealing faces, and assembly datums should usually be planned for CNC machining or EDM after printing. Internal channels and cavities should include powder removal paths and inspection access where needed. Thin-wall and shell-like features should be reviewed for deformation risk during printing, heat treatment, and support removal.
Design Area | Recommendation | Reason |
|---|---|---|
Support design | Review overhangs, down-facing surfaces, and support contact zones before production | Supports affect heat control, surface quality, removal labor, and final machining needs |
Thin-wall structures | Avoid overly thin unsupported walls unless reviewed by engineering | Thin superalloy walls may deform during printing, heat treatment, or support removal |
Powder removal | Provide access for internal cavities, channels, and hollow structures | Prevents trapped powder and blocked flow passages |
Thermal stress | Use suitable build orientation, support strategy, and heat treatment planning | Helps reduce distortion and residual stress risk |
Machining allowance | Add stock on functional surfaces, holes, threads, and sealing faces | Improves final dimensional accuracy and assembly reliability |
Post-Processing Options for Hastelloy X 3D Printed Parts
Post-processing is often required for Hastelloy X 3D printed parts because the as-printed condition may include residual stress, support marks, rough surfaces, and unfinished precision features. Depending on the application, post-processing may include heat treatment, HIP evaluation, CNC machining, EDM, blasting, polishing, surface treatment, and inspection.
Neway3DP can combine Hastelloy X printing with heat treatment, CNC machining, EDM, HIP, surface finishing, and quality documentation. For aerospace, combustion, and high-temperature applications, post-processing should be defined before quotation so the finished part can meet final-use requirements.
Post-Processing Step | Why It Is Used | Typical Hastelloy X Part Features |
|---|---|---|
Heat treatment | Relieves stress and supports stable performance after printing | Combustion parts, hot-end housings, nozzles, thermal fixtures |
HIP if required | May improve internal density and reliability for critical components | Aerospace, fatigue-sensitive, or high-value thermal components |
CNC machining | Finishes datums, holes, threads, flanges, sealing faces, and mating surfaces | Assembly interfaces, mounting features, precision bores, sealing surfaces |
EDM | Creates fine holes, narrow slots, and difficult superalloy details | Nozzles, cooling holes, flow slots, thin-wall hot-end features |
Surface treatment | Improves roughness, appearance, corrosion resistance, or functional surface quality | Flow-contact surfaces, visible parts, sealing areas, thermal components |
RFQ Requirements for Hastelloy X 3D Printing
To provide an accurate Hastelloy X 3D printing quote, the supplier needs enough information to evaluate geometry, material specification, working temperature, support strategy, powder removal, post-processing, inspection, and delivery risk. A 3D model is needed for part volume, orientation, and printability review, while a 2D drawing confirms tolerances, material grade, heat treatment, surface finish, and inspection requirements.
For high-temperature superalloy parts, application conditions are especially important. Working temperature, thermal cycling, gas environment, load, pressure, corrosion exposure, oxidation condition, and inspection standards can affect material confirmation, heat treatment, HIP evaluation, CNC machining, EDM, and final quality documentation.
For faster quotation, please provide the following information:
3D CAD model, preferably STEP, X_T, IGS, or STL format
2D drawing with material grade, tolerances, datum requirements, threads, surface finish, heat treatment, and inspection notes
Required material, such as Hastelloy X, GH3536, or an approved equivalent
Quantity for prototype, validation batch, low-volume production, or repeat order
Working temperature, thermal cycling, load condition, pressure, corrosion exposure, oxidation environment, vibration, or fatigue requirement
Required post-processing, such as heat treatment, HIP, CNC machining, EDM, polishing, blasting, or surface treatment
Inspection requirements, such as dimensional report, CMM report, material certificate, CT inspection, X-ray inspection, FAI, tensile test, or surface roughness report
Target delivery schedule and shipping destination
Why Work with Neway3DP for Hastelloy X 3D Printing?
Neway3DP supports Hastelloy X 3D printed parts from early manufacturability review to final delivery. Our service is suitable for customers who need custom superalloy prototypes, combustion components, nozzles, hot-end housings, aerospace engine peripheral parts, high-temperature fixtures, thermal structures, and industrial heat-resistant parts.
In addition to Hastelloy X printing, Neway3DP supports superalloy 3D printing, broader Superalloy material selection, heat treatment, machining, EDM, surface finishing, inspection, and one-stop manufacturing support. This helps customers receive functional parts rather than only printed blanks.
Neway3DP Support | Customer Benefit |
|---|---|
Superalloy material review | Helps confirm whether Hastelloy X / GH3536 is suitable for the application environment |
Powder bed fusion printing | Supports complex high-temperature superalloy geometry without tooling |
Heat treatment support | Improves dimensional stability and supports final performance requirements |
CNC and EDM post-processing | Finishes holes, threads, datums, slots, channels, and precision interfaces |
Surface finishing | Improves roughness, appearance, corrosion resistance, and functional surfaces |
Inspection support | Provides dimensional verification, material documentation, and advanced inspection if required |
FAQ