Hastelloy X 3D Printed Parts for Combustion, Aerospace, and Energy Applications
Hastelloy X 3D Printed Parts for Combustion, Aerospace, and Energy Applications
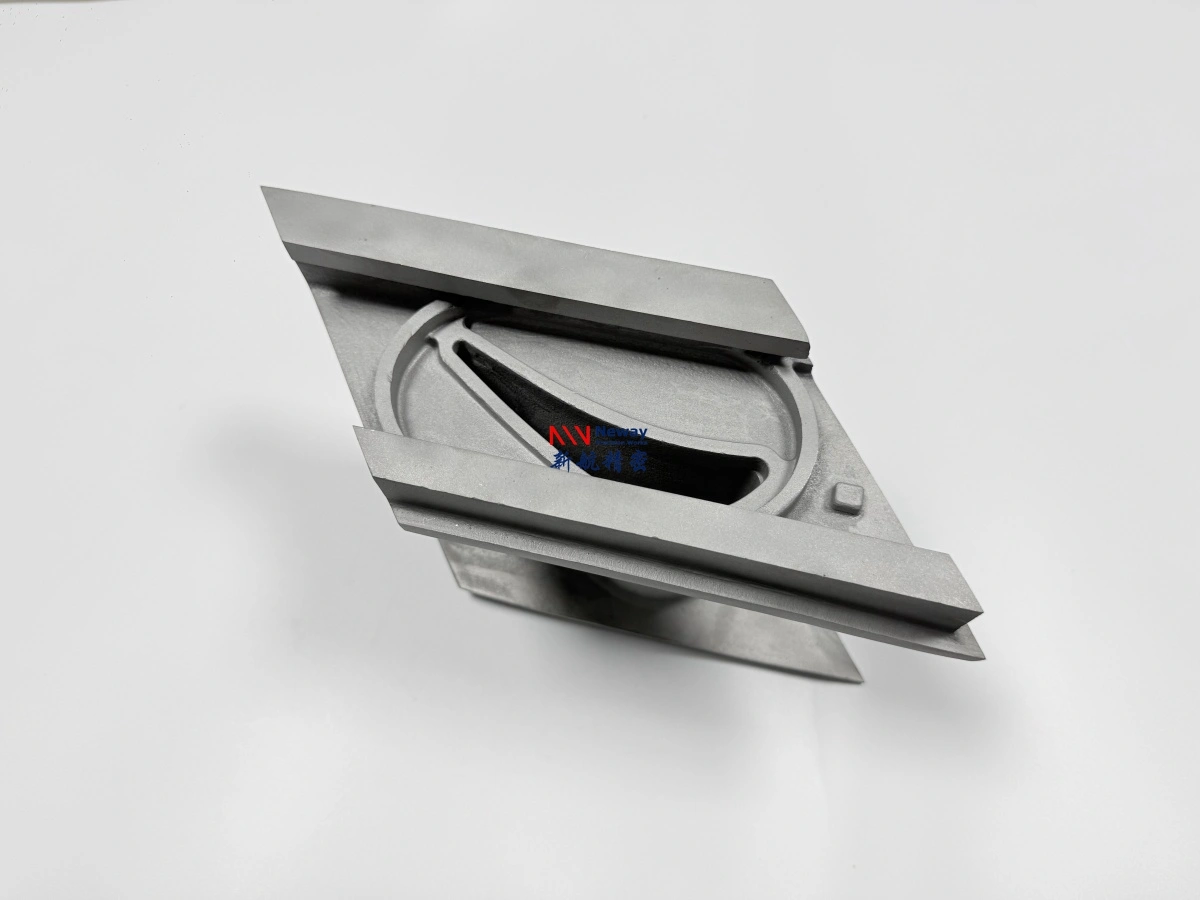
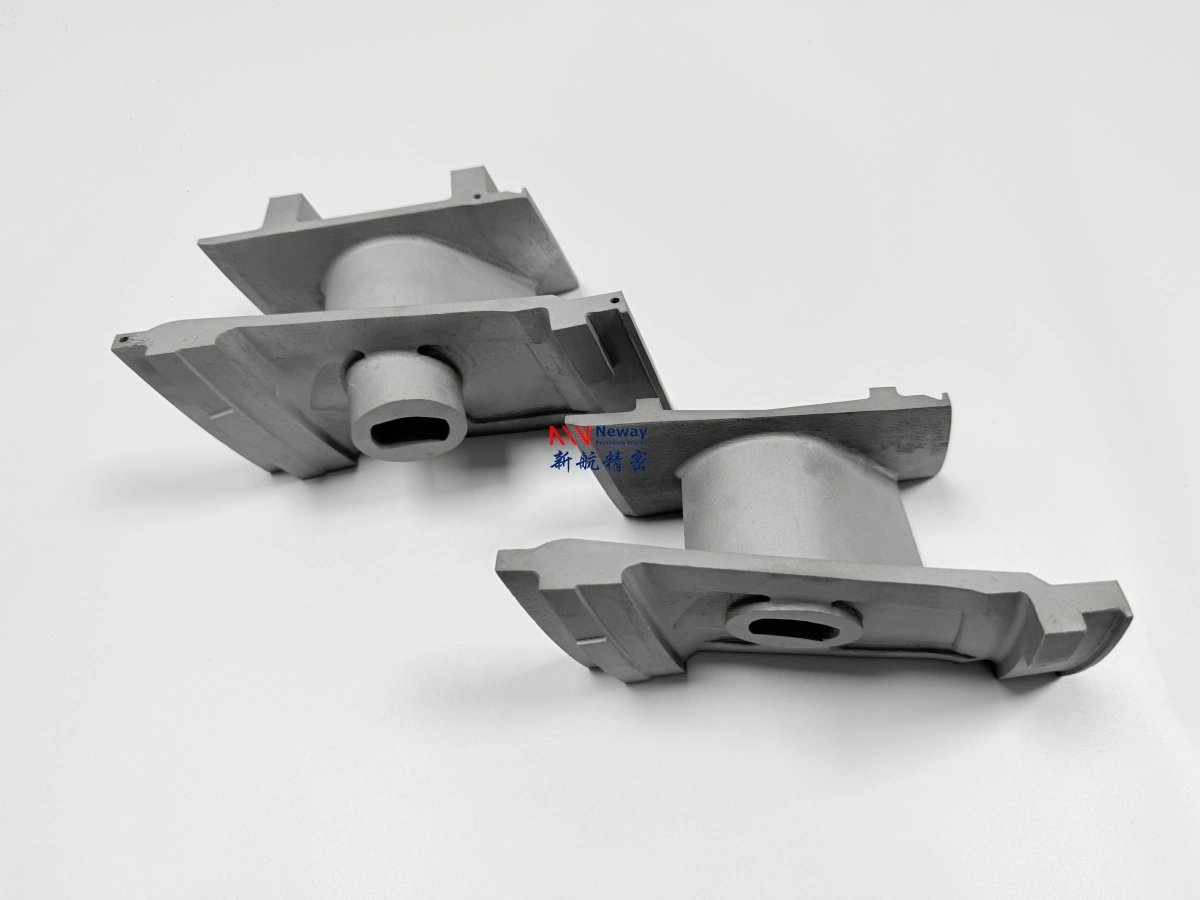
Hastelloy X 3D printed parts are used in combustion, aerospace, and energy applications where components must resist high-temperature oxidation, thermal cycling, corrosive gas exposure, and mechanical stress. Also known as GH3536 in China, Hastelloy X is a nickel-based superalloy suitable for combustion chamber parts, nozzles, hot-section structures, engine peripheral brackets, thermal fixtures, and high-temperature industrial components.
At Neway3DP, we manufacture Hastelloy X printed parts for custom combustion components, aerospace hot-end structures, energy equipment parts, heat-resistant fixtures, and complex thermal assemblies. Our service can combine powder bed fusion, heat treatment, HIP evaluation, CNC machining, EDM, surface treatment, inspection, and documentation for functional superalloy components.
For buyers looking for a Hastelloy X combustion component manufacturer or custom superalloy 3D printed parts supplier, the key is not only material availability. The supplier must understand working temperature, oxidation environment, thermal cycling, support removal, powder cleaning, post-processing, machining allowance, internal quality inspection, and final documentation before confirming the manufacturing route.

Why Hastelloy X Is Used in Hot-Section Applications
Hastelloy X is used in hot-section applications because it offers high-temperature strength, oxidation resistance, thermal fatigue resistance, and corrosion resistance in demanding combustion and thermal cycling environments. These properties make it suitable for components exposed to hot gas, repeated heating and cooling, combustion products, and high-temperature industrial service conditions.
For combustion and aerospace applications, material selection is usually driven by service reliability rather than only raw material cost. Hastelloy X may be selected when stainless steel lacks sufficient oxidation resistance, aluminum cannot survive the temperature, and the part requires a nickel-based superalloy with good hot-gas performance and manufacturability.
Hot-Section Requirement | Why Hastelloy X Is Suitable | Typical Part Examples |
|---|---|---|
High-temperature oxidation resistance | Supports parts exposed to hot gas, combustion, exhaust, and oxidizing environments | Combustion liners, nozzles, hot-end housings |
Thermal fatigue resistance | Useful for components exposed to repeated heating and cooling cycles | Thermal shields, hot-section brackets, combustion structures |
Corrosion resistance | Helps parts resist selected corrosive gases and high-temperature industrial environments | Energy equipment parts, flow components, thermal fixtures |
Complex thermal geometry | Powder bed fusion enables internal channels, thin walls, and integrated structures | Cooling features, hot-end housings, complex nozzles |
Typical Aerospace Applications of Hastelloy X Printed Parts
In aerospace and aviation, Hastelloy X printed parts are used where heat resistance, oxidation resistance, and thermal cycling performance are important. Typical applications include combustion chamber components, nozzles, guide vanes or flow-directing structures, hot-end housings, engine peripheral brackets, thermal shields, and test hardware.
Compared with conventional fabrication, 3D printing can be valuable when the aerospace component includes thin walls, integrated features, internal channels, curved passages, or geometry that would otherwise require welding multiple pieces together. This can reduce assembly steps and support faster design validation for custom Hastelloy X aerospace components.
Aerospace Part Type | Why Hastelloy X Is Used | Common Post-Processing |
|---|---|---|
Combustion chamber parts | Provides oxidation resistance and thermal fatigue capability in hot-gas environments | Heat treatment, surface finishing, CT or X-ray inspection if required |
Nozzles | Supports complex flow paths, thin walls, and high-temperature superalloy performance | EDM, CNC machining, polishing, dimensional inspection |
Guide vanes and flow structures | Useful for heat exposure, flow guidance, and complex aerodynamic geometry | Heat treatment, surface treatment, 3D scanning, inspection |
Hot-end housings | Allows integrated thermal structures with oxidation and heat resistance | CNC machining, heat treatment, surface finishing |
Engine peripheral brackets | Suitable for brackets exposed to elevated temperature or corrosive environments | CNC machining, CMM inspection, material certificate |
Energy and Industrial Applications
Hastelloy X combustion parts and energy equipment components are often exposed to high temperature, hot gas, oxidation, pressure, and repeated thermal cycles. 3D printing is useful when the part includes complex internal flow paths, integrated thermal structures, lightweight features, or geometry that would be difficult to machine or weld from conventional superalloy stock.
For energy and power applications, Hastelloy X 3D printing can support combustion equipment, gas turbine auxiliary parts, heat treatment fixtures, heat-resistant structures, thermal validation components, and custom industrial superalloy parts. The final manufacturing route should be selected based on working temperature, gas environment, load, thermal cycling, corrosion exposure, and inspection requirements.
Application Area | Typical Hastelloy X Parts | Why 3D Printing Helps |
|---|---|---|
Combustion equipment | Burner components, combustion liners, nozzles, hot-gas structures | Supports complex thermal geometry and reduced assembly |
Gas turbine auxiliary parts | Hot-end brackets, flow components, ducting-related structures | Enables complex superalloy parts with high-temperature capability |
Heat treatment fixtures | Thermal holding tools, furnace fixtures, custom support components | Allows custom geometry for repeated high-temperature use |
Heat-resistant structures | Thermal shields, hot-gas housings, high-temperature industrial hardware | Supports thin walls, integrated mounting features, and small-batch production |
Benefits of 3D Printing Hastelloy X Superalloy Components
3D printing provides several advantages for Hastelloy X superalloy components. Since nickel-based superalloys are difficult and expensive to machine from solid stock, powder bed fusion can reduce material waste and manufacture near-net-shape parts with complex geometry. This is especially useful for high-value combustion, aerospace, and energy components.
Additive manufacturing can also reduce welding and assembly by consolidating multiple features into one printed component. Internal flow channels, cooling features, lightweight structures, thin walls, and mounting features can be built directly into the part, helping engineers shorten prototype cycles and test advanced thermal designs faster.
3D Printing Benefit | Engineering Value | Typical Use Case |
|---|---|---|
Integrated structure | Reduces welding, joining, and multi-piece assembly | Combustion parts, hot-end housings, thermal brackets |
Internal flow channels | Enables cooling paths, gas passages, and internal thermal features | Nozzles, combustor structures, energy equipment parts |
Lightweight design | Supports thin-wall and optimized structures for aerospace and thermal applications | Hot-section housings, brackets, ducting-related components |
Reduced material waste | Minimizes heavy machining from expensive superalloy billet | Low-volume or complex Hastelloy X parts |
Shorter prototype cycle | Supports design validation without tooling or multi-piece fabrication | Custom aerospace, combustion, and energy development parts |
Manufacturing Challenges for Hastelloy X 3D Printed Parts
Hastelloy X 3D printed parts require careful manufacturing control because superalloy powder bed fusion involves high heat input, repeated melting and solidification, and complex support requirements. Thermal stress, deformation, support removal, powder cleaning, and post-processing must be reviewed before production.
Thin-wall combustion components and hot-end structures can be sensitive to distortion. Internal channels must be designed with powder removal access. Critical sealing faces, holes, threads, and datum surfaces usually require CNC machining or EDM. For high-reliability parts, hot isostatic pressing may be evaluated together with CT or X-ray inspection.
Manufacturing Challenge | Potential Risk | Engineering Control Method |
|---|---|---|
Thermal stress | Distortion, dimensional movement, or cracking risk during processing | Build orientation planning, support strategy, heat treatment |
Deformation control | Thin-wall structures may move during printing, support removal, or heat treatment | Wall thickness review, support design, process simulation if required |
Support removal | Support marks, surface damage, or finishing difficulty | Protect critical surfaces and ensure access for removal tools |
Powder cleaning | Trapped powder in internal cavities, channels, or complex thermal structures | Add cleaning access, drainage paths, and inspection planning |
Post-processing requirement | Final properties, surfaces, and dimensions may not meet requirements as-printed | Plan heat treatment, CNC machining, EDM, surface treatment, and inspection before quotation |
Quality Control for GH3536 Aerospace and Combustion Parts
Quality control is important for GH3536 aerospace parts, combustion components, and energy equipment parts because these components may operate under heat, oxidation, vibration, and thermal cycling. Inspection should be planned based on drawing requirements, internal feature risk, post-processing route, and customer quality standards.
Common quality control items include dimensional inspection, CMM reports, 3D scanning, X-ray inspection, CT inspection, first article inspection, material certificates, heat treatment records, and final visual inspection. For combustion chambers, nozzles, and internal-flow components, advanced inspection may be considered to verify internal quality and powder removal.
Quality Control Item | Purpose | When It Is Recommended |
|---|---|---|
Dimensional inspection | Confirms main dimensions and drawing requirements | Most custom Hastelloy X printed parts |
CMM inspection | Checks datums, precision holes, machined interfaces, and positional relationships | Aerospace brackets, assembly parts, precision hot-end components |
3D scanning | Compares complex freeform geometry against CAD data | Thin-wall housings, nozzles, thermal structures, flow-directing parts |
X-ray / CT inspection | Checks internal defects, porosity, cracks, hidden cavities, or blocked channels | Combustion parts, nozzles, internal-flow components, critical structures |
FAI | Documents first article dimensions before repeat production | Prototype approval, pilot batch, production-intent parts |
Material certificate | Confirms material grade, powder batch, and traceability | Aerospace, energy, and qualification-sensitive projects |
Heat treatment record | Confirms post-print heat treatment process | High-temperature and mechanical-property-sensitive parts |
Material Selection Guide: Hastelloy X vs Inconel 718, 625, and Haynes 188
Hastelloy X is not the only printable superalloy option. Material selection should be based on working temperature, oxidation environment, corrosion exposure, load, thermal cycling, fatigue requirement, printability, post-processing route, and cost target. Different superalloys are positioned for different application priorities.
For broader comparison, Inconel 718, Inconel 625, and Haynes 188 may be considered depending on whether the project prioritizes high-temperature strength, corrosion resistance, hot-gas oxidation resistance, or severe service performance.
Superalloy | Typical Positioning | When to Consider |
|---|---|---|
Hastelloy X / GH3536 | Nickel-based superalloy for hot gas, combustion, oxidation, and thermal cycling environments | When combustion performance, oxidation resistance, and thermal fatigue behavior are important |
Inconel 718 | High-strength nickel-based superalloy for aerospace, turbine, and energy components | When high-temperature strength and structural performance are central requirements |
Inconel 625 | Nickel-based alloy often considered for corrosion resistance and weldability | When corrosion resistance is more important than precipitation-strengthened strength |
Haynes 188 | Cobalt-nickel-chromium-tungsten alloy for severe high-temperature environments | When very demanding hot-section or oxidation-resistant performance is required |
RFQ Checklist for Hastelloy X Aerospace, Combustion, and Energy Parts
To quote Hastelloy X aerospace, combustion, or energy parts accurately, the supplier needs to understand the full application environment. A 3D model helps review geometry, support structure, internal channels, wall thickness, and printability. A 2D drawing confirms material, tolerances, datums, heat treatment, post-processing, inspection, and documentation requirements.
For faster quotation, please provide the following information:
3D CAD model, preferably STEP, X_T, IGS, or STL format
2D drawing with material grade, tolerances, datum requirements, threads, surface finish, heat treatment, and inspection notes
Required material, such as Hastelloy X, GH3536, Inconel 718, Inconel 625, Haynes 188, or an approved equivalent
Quantity for prototype, validation batch, low-volume production, or repeat order
Working temperature, thermal cycling, hot-gas exposure, oxidation environment, load, pressure, vibration, fatigue, or corrosion exposure
Required post-processing, such as heat treatment, HIP, CNC machining, EDM, polishing, blasting, or surface treatment
Inspection requirements, such as dimensional report, CMM report, 3D scan, FAI, CT inspection, X-ray inspection, material certificate, heat treatment record, or tensile test
Target delivery schedule and shipping destination
Why Work with Neway3DP for Hastelloy X Application Parts?
Neway3DP supports custom Hastelloy X aerospace parts, combustion components, and energy equipment parts from design review to final delivery. Our service is suitable for high-value superalloy parts that need powder bed fusion printing, heat treatment, HIP evaluation, CNC machining, EDM, surface finishing, inspection, and documentation.
By combining superalloy material selection, additive manufacturing, post-processing, and quality inspection, Neway3DP can help customers receive custom superalloy 3D printed parts that are closer to final-use condition rather than only rough printed blanks. This one-stop approach is valuable for complex combustion, aerospace, and energy projects with tight technical requirements.
FAQ
.webp)