العربية
خدمة الطباعة ثلاثية الأبعاد بالفوتوبوليمر داخل الحوض (Vat Photopolymerization)
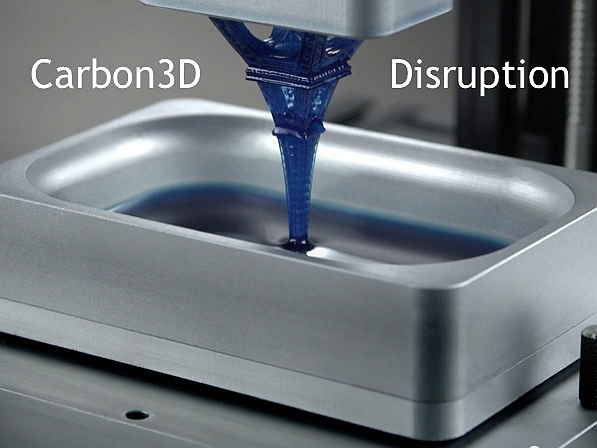
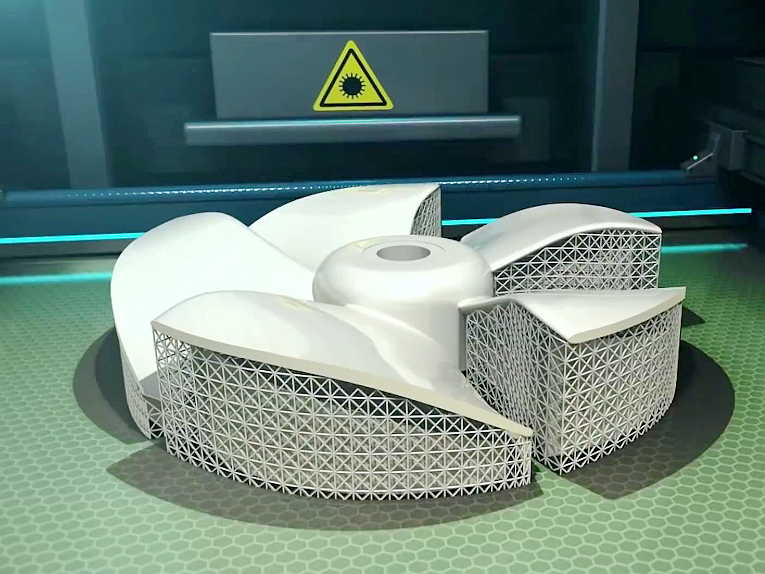
توظّف خدمة الطباعة ثلاثية الأبعاد بالفوتوبوليمر داخل الحوض عبر الإنترنت لدينا تقنيات الطباعة بالاستيريوليثوغرافي (SLA) ومعالجة الضوء الرقمي (DLP) والإنتاج المستمر لواجهة السائل (CLIP). توفّر هذه الأساليب دقة عالية وتفاصيل دقيقة مع تشطيب سطحي ناعم، مثالية للنماذج المعقّدة والأجزاء النهائية في الصناعات التي تتطلّب دقة ووضوحًا عاليين.

أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
فوائد خدمة الطباعة ثلاثية الأبعاد بالفوتوبوليمر داخل الحوض
تستخدم خدمة الطباعة بالفوتوبوليمر داخل الحوض وعاءً من راتنجات فوتوبوليمرية تُعالج انتقائيًا طبقة بعد طبقة باستخدام مصدر ضوئي. والمعروفة شائعًا بـ SLA أو DLP، فهي تقدّم دقة عالية وتفاصيل معقّدة وتشطيبات ناعمة—مثالية للنماذج التفصيلية والأجزاء الوظيفية.

مقارنة SLA وDLP وCLIP
مقارنة بين ثلاث تقنيات شائعة للطباعة بالراتنج: الاستيريوليثوغرافي (SLA) ومعالجة الضوء الرقمي (DLP) والإنتاج المستمر لواجهة السائل (CLIP). يوضّح هذا الجدول الجوانب الرئيسية مثل التقنية والسرعة والدقة والمواد والقوة وتشطيب السطح وتكاليف الآلات وتعقيد التشغيل والتطبيقات النموذجية.
لنبدأ مشروعًا جديدًا اليوم
إرشادات تصميم قطع الطباعة ثلاثية الأبعاد بالفوتوبوليمر داخل الحوض
تساعد هذه الإرشادات على تحسين قطع الطباعة بالفوتوبوليمر داخل الحوض عبر معالجة جوانب أساسية مثل أصغر حجم للميزات، وسماكة الجدار، والدعامات، والاتجاه، والتصريف، والخلوص، وارتفاع الطبقة، والمعالجة اللاحقة، ونسبة الأبعاد، وتفاصيل النص، والتجويف، وتشطيب السطح، والتسامح لضمان مطبوعات عالية الجودة والمتانة.
Frequently Asked Questions
استكشف الموارد ذات الصلة


شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
الحلول
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.