إدارة التشقق، والتشوه، والجدران الرقيقة في أجزاء السبائك الفائقة المطبوعة ثلاثي الأبعاد من إنكونيل 7...
تُعد سبائك النيكل الفائقة من فئة إنكونيل 713C / GH4099 خيارًا جذابًا لريش التوربينات، وأجزاء توجيه الفوهات، وحاملات القسم الساخن، ونماذج مسار الغاز، ومكونات الاختبار عالية الحرارة. ومع ذلك، مقارنةً بسبائك أخرى شائعة الطباعة مثل إنكونيل 718، فإن أجزاء إنكونيل 713C المطبوعة ثلاثي الأبعاد تتطلب تحكمًا دقيقًا جدًا في العملية.
التحدي الرئيسي لا يكمن فقط في الأداء عالي الحرارة. فبالنسبة للتصنيع الإضافي، تشمل الشواغل الأكثر أهمية حساسية التشقق، والإجهاد المتبقي، والتشوه الحراري، وتشوه الجدران الرقيقة، وإزالة الدعامات، وتنظيف المسحوق، وبدل ما بعد التشغيل الآلي، وتخطيط التفتيش. وإذا لم تتم مراجعة هذه القضايا قبل الطباعة، فقد يفشل الجزء أثناء التصنيع أو يتطلب إعادة عمل مفرطة بعد الطباعة.
لذلك، بالنسبة لريش التوربينات، والفوهات، ومكونات القسم الساخن ذات الجدران الرقيقة، يجب التعامل مع طباعة إنكونيل 713C ثلاثية الأبعاد كمشروع جدوى هندسية. يعتمد النجاح على مزيج من مراجعة التصميم للتصنيع الإضافي (DfAM)، واتجاه البناء، واستراتيجية الدعم، والمعالجة الحرارية، وتقييم الضغط المتساوي الحرارة الاختياري (HIP)، والتشطيب باستخدام CNC/EDM، والفحص غير الإتلافي.

لماذا يحتاج إنكونيل 713C إلى تحكم في العملية
إنكونيل 713C هو سبيكة نيكل فائقة مقواة بالترسيب تم تطويرها للتطبيقات عالية الحرارة. يوفر نظام سبيكتها القوة، ومقاومة الأكسدة، ومقاومة الزحف، لكنه يجعل المادة أيضًا أكثر حساسية للإجهاد الحراري أثناء التصنيع الإضافي القائم على الليزر.
أثناء الطباعة ثلاثية الأبعاد بصهر سرير المسحوق، تتعرض المادة للانصهار السريع، والتصلب، والدورات الحرارية المتكررة. وبالنسبة لسبائك فئة 713C، يمكن أن يزيد هذا من خطر التشقق الساخن، وتراكم الإجهاد المتبقي، والتشوه، خاصة في الهياكل ذات الجدران الرقيقة أو الأشكال الهندسية المعقدة للتوربينات.
عوامل التصميم التي تزيد من خطر التشقق والتشوه
ترتبط العديد من مشاكل التشقق والتشوه بهندسة الجزء. حتى لو كانت مسحوق السبيكة ومعلمات الطباعة مناسبة، يمكن لبعض ميزات التصميم أن تخلق إجهادًا حراريًا عاليًا، أو تبديدًا ضعيفًا للحرارة، أو صعوبة في إزالة الدعامات.
تشمل عوامل الخطر الشائعة:
جدران رقيقة جدًا بدون دعم هيكلي كافٍ
زوايا داخلية حادة أو تغيرات مفاجئة في المقطع
نتوءات سميكة متصلة مباشرة بأقسام ريشة رقيقة
حواف طويلة غير مدعمة أو نتوءات معلقة
تجاويف مغلقة تحبس المسحوق
قنوات داخلية بدون وصول للتنظيف
أسطح حرجة تقع في مناطق إزالة دعامات كثيفة
ميزات تتطلب تحملًا ضيقًا مباشرة بعد الطباعة
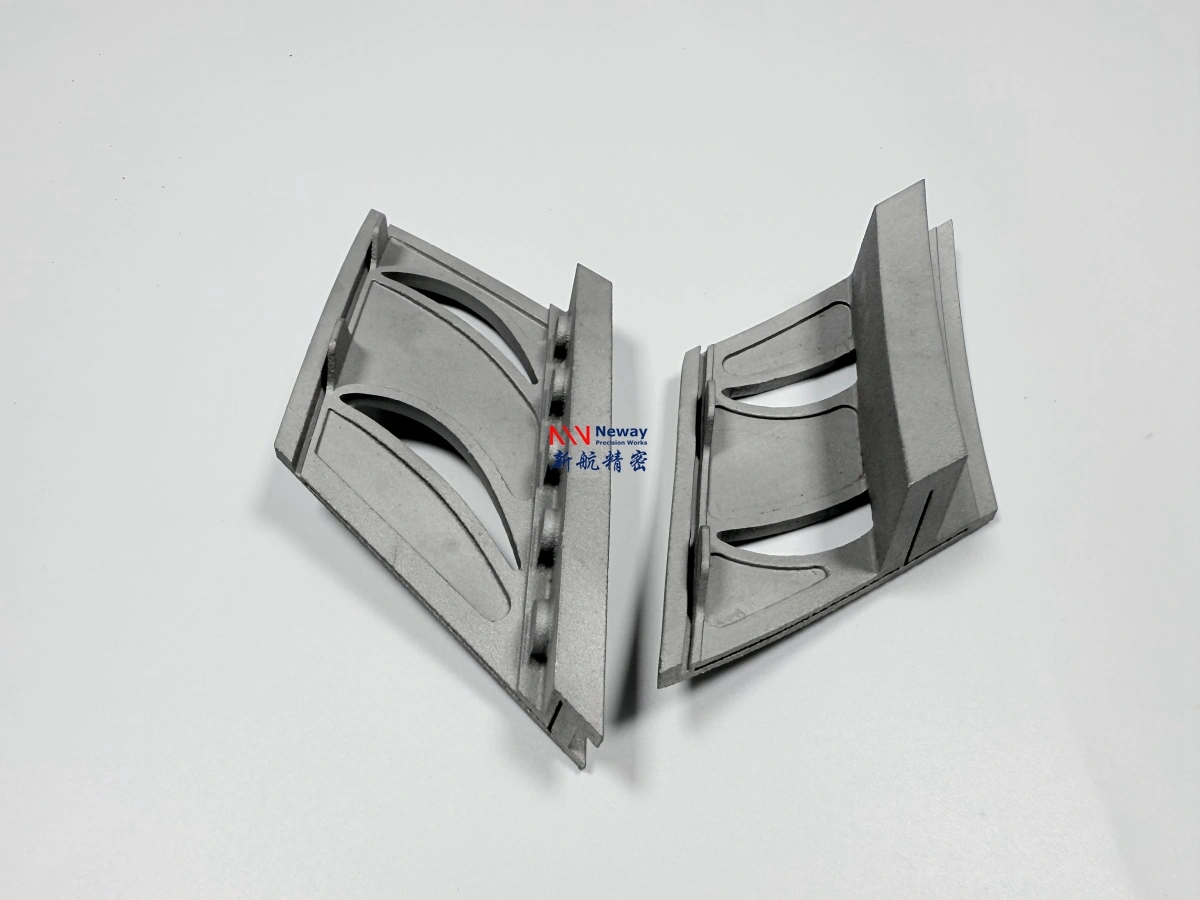
بالنسبة لنماذج ريش التوربينات والفوهات، فإن المناطق الأعلى خطرًا هي عادةً حواف الريشة، وحواف الخروج الرقيقة، وجذور التثبيت، والممرات الداخلية، والشفاه، وأسطح الختم، والانتقالات بين الأقسام الثقيلة والرقيقة. يجب مراجعة هذه المناطق خلال مرحلة التصميم للتصنيع الإضافي (DfAM) قبل تأكيد مسار التصنيع.
ميزة التصميم | خطر التصنيع | المراجعة الموصى بها |
|---|---|---|
جدار ريشة رقيق | تشوه، تشقق، تشوه الحافة | فحص سمك الجدار، والاتجاه، واستراتيجية الدعم |
زاوية حادة | تركيز الإجهاد وبداية التشقق | إضافة نصف قطر حيث يكون مقبولاً وظيفيًا |
انتقال من سميك إلى رقيق | تبريد غير متساوٍ وإجهاد متبقي | مراجعة هندسة الانتقال وتدفق الحرارة |
تجويف داخلي مغلق | مسحوق محبوس وصعوبة في التفتيش | إضافة ثقوب لإزالة المسحوق أو إعادة تصميم الوصول |
ثقب أو فتحة ذات تحمل ضيق | قد تكون الدقة بعد الطباعة غير كافية | تخصيص بدل للتشطيب باستخدام CNC أو EDM |
تصميم الدعم واتجاه البناء
يُعد تصميم الدعم أحد أهم العوامل للتحكم في تشوه إنكونيل 713C. لا تُستخدم الدعامات فقط لدعم الأجزاء المعلقة، بل تساعد أيضًا في توصيل الحرارة، والتحكم في التشوه، وتثبيت الميزات الرقيقة أثناء الطباعة.
بالنسبة لريش التوربينات، ومكونات الفوهات، ونماذج القسم الساخن، يجب اختيار اتجاه البناء وفقًا للهندسة، والإجهاد الحراري، وإمكانية الوصول للدعم، وبدل التشغيل الآلي، ومتطلبات التفتيش. قد لا يكون اتجاه البناء الذي يقلل حجم الدعم هو الخيار الأفضل دائمًا إذا كان يزيد من تشوه الريشة أو يضع الدعامات على أسطح تدفق الغاز الحرجة.
يجب أن يأخذ تخطيط الدعم والاتجاه الجيد في الاعتبار:
كيف سيتدفق الحرارة عبر الجزء أثناء الطباعة
ما إذا كانت أقسام الجدران الرقيقة مستقرة أثناء البناء
ما إذا كان يمكن إزالة الدعامات دون إتلاف الأسطح الحرجة
ما إذا كان يمكن إزالة المسحوق بالكامل من الممرات الداخلية
ما إذا كانت أسطح المرجع للتشغيل الآلي تظل قابلة للوصول بعد الطباعة
ما إذا كانت طريقة التفتيش النهائية يمكنها الوصول إلى الميزات الرئيسية
بالنسبة للعديد من أجزاء توربينات إنكونيل 713C، فإن أفضل اتجاه هو حل وسط بين القابلية للطباعة، والتحكم في التشوه، وإمكانية الوصول لما بعد المعالجة، والمتطلبات الوظيفية النهائية.
استراتيجية المعالجة الحرارية والضغط المتساوي الحرارة (HIP)
تُعد المعالجة الحرارية بعد الطباعة أمرًا مهمًا لأجزاء السبائك الفائقة من فئة 713C. يمكن استخدام خدمة المعالجة الحرارية المحكمة لتقليل الإجهاد المتبقي، وتثبيت البنية المجهرية، وتحضير الجزء للتشغيل الآلي اللاحق أو الاختبار.
بالنسبة لبعض التطبيقات، قد يتم أيضًا تقييم الضغط المتساوي الحرارة (HIP) لتقليل المسامية الداخلية وتحسين سلامة المادة. ومع ذلك، لا ينبغي اعتبار HIP حلاً عالميًا. يعتمد القرار على هندسة الجزء، وحمل التطبيق، والتعرض لدرجة الحرارة، وتحمل العيوب، ومتطلبات التفتيش.
بالنسبة لنماذج ريش التوربينات، والفوهات، وأجزاء مسار الغاز، يجب مناقشة استراتيجية المعالجة الحرارية وـ HIP جنبًا إلى جنب مع غرض اختبار العميل. قد تتطلب النماذج الأولية المرئية، ونماذج التجميع، وتجهيزات الاختبار الحراري، ومكونات اختبار القسم الساخن الوظيفية مستويات مختلفة من المعالجة اللاحقة.
المعالجة اللاحقة | الغرض الرئيسي | متى يجب النظر فيها |
|---|---|---|
تخفيف الإجهاد | تقليل الإجهاد المتبقي بعد الطباعة | الجدران الرقيقة، الهندسة المعقدة، التشغيل الآلي بعد الطباعة |
المعالجة الحرارية | تحسين استقرار المادة وأدائها | نماذج أولية وظيفية للقسم الساخن أو مكونات الاختبار |
HIP | تقليل خطر المسامية الداخلية | الأجزاء التي تتطلب سلامة داخلية أعلى أو اختبارًا حراريًا |
ما بعد التشغيل الآلي | تحقيق التحمل والواجهات الوظيفية | أوجه التثبيت، أوجه الختم، الثقوب، الفتحات، أسطح المرجع |
بدل CNC و EDM للميزات الوظيفية
لا ينبغي لمعظم أجزاء التوربينات المطبوعة ثلاثي الأبعاد من إنكونيل 713C الاعتماد فقط على الدقة بعد الطباعة للميزات الحرجة. عادةً ما تحتاج أسطح التثبيت، وأوجه الختم، والثقوب الدقيقة، والفتحات، وجذور الريش، وأوجه الشفاه، ومناطق المرجع إلى تشغيل آلي لاحق.
يُستخدم التشغيل الآلي CNC عادةً للاستواء، وأسطح الختم، وواجهات التثبيت، وميزات المرجع الدقيقة. وقد يكون التفريغ الكهربائي (EDM) مطلوبًا للفتحات الصعبة في السبائك الفائقة، والثقوب الصغيرة، والميزات الداخلية، والملفات الشخصية المعقدة التي يصعب تشغيلها بالطرق التقليدية.
لدعم خطوات التشطيب هذه، يجب أن يتضمن الجزء بدل تشغيل آلي في النموذج ثلاثي الأبعاد أو الرسم ثنائي الأبعاد. وبدون هذا البدل، قد يكون من الصعب إزالة علامات الدعم، أو تصحيح التشوه، أو تحقيق التحمل النهائي على الميزات الحرجة.
تشمل الميزات النموذجية التي تتطلب تشطيبًا باستخدام CNC أو EDM:
أوجه التثبيت وأوجه الشفاه
أسطح الختم ومناطق تماس طوق العزل
جذور الريش وواجهات التجميع
الثقوب الدقيقة، والفتحات، والميزات اللولبية
أسطح المرجع للتفتيش والتجميع
واجهات مسار الغاز الحرجة التي تتطلب هندسة مضبوطة
خطة التفتيش للتشقق، والتشوه، والعيوب الداخلية
يُعد تخطيط التفتيش أمرًا ضروريًا لأجزاء السبائك الفائقة المطبوعة ثلاثي الأبعاد من إنكونيل 713C. ونظرًا لأن التشقق، والتشوه، واحتباس المسحوق، والعيوب الداخلية هي مخاطر تصنيع رئيسية، فيجب تحديد التفتيش قبل الإنتاج بدلاً من إضافته بعد انتهاء الجزء.
قد تشمل طرق التفتيش الشائعة الفحص البصري، والفحص الأبعادي، والقياس باستخدام آلة قياس الإحداثيات (CMM)، والمسح الضوئي ثلاثي الأبعاد، والأشعة السينية، والمسح المقطعي المحوسب (CT)، وتقارير فحص القطعة الأولى (FAI)، ومراجعة شهادة المادة. بالنسبة لريش التوربينات وأجزاء الفوهات، قد يكون فحص CT أو الأشعة السينية مهمًا عند وجود قنوات داخلية، أو تجاويف مغلقة، أو أقسام جدران رقيقة.
طريقة التفتيش | ما تفحصه | حالة الاستخدام النموذجية |
|---|---|---|
الفحص البصري | الشقوق السطحية، علامات الدعم، العيوب الواضحة | الفحص الأولي للجودة |
فحص CMM | الأبعاد الحرجة ومحاذاة المرجع | الواجهات المُشغّلة آليًا وميزات التجميع |
المسح الضوئي ثلاثي الأبعاد | انحراف الملف الشخصي العام والتشوه | الريشة، والجناح، والأسطح المنحنية المعقدة |
فحص الأشعة السينية | مؤشرات العيوب الداخلية | نماذج أولية للقسم الساخن والأجزاء الهيكلية |
مسح CT | القنوات الداخلية، المسامية، احتباس المسحوق | ممرات التبريد، هياكل الفوهات، التجاويف المغلقة |
تقرير FAI | تأكيد أبعاد القطعة الأولى | التحقق من صحة النموذج الأولي قبل الإنتاج المتكرر |
بالنسبة للطباعة ثلاثية الأبعاد في مجال الفضاء والطيران، يجب تعريف متطلبات التفتيش بوضوح في مرحلة طلب عرض السعر (RFQ). يساعد هذا في تجنب سوء الفهم حول ما إذا كان الجزء مخصصًا فقط لفحص الملاءمة، أو الاختبار الحراري، أو التحقق من مسار التدفق، أو التأهيل الوظيفي.
قائمة مرجعية لـ DfAM لأجزاء إنكونيل 713C المطبوعة ثلاثي الأبعاد
تساعد مراجعة التصميم للتصنيع الإضافي (DfAM) في تقليل التشقق، والتشوه، ومشاكل إزالة الدعم، ومشاكل ما بعد التشغيل الآلي قبل بدء الطباعة. بالنسبة لأجزاء السبائك الفائقة من فئة إنكونيل 713C / GH4099، يجب التحقق من العناصر التالية قبل تقديم عرض السعر والإنتاج:
الحد الأدنى لسمك الجدار واستقرار الجدار الرقيق
الزوايا الحادة، وأنصاف الأقطار الداخلية، ومناطق تركيز الإجهاد
الانتقالات من السميك إلى الرقيق وخطر التدرج الحراري
اتجاه البناء وإمكانية الوصول للدعم
ثقوب إزالة المسحوق للتجاويف أو القنوات الداخلية
تلامس الدعم على أسطح مسار الغاز الحرجة أو أسطح الختم
بدل التشغيل الآلي للمرجع، والختم، والتثبيت، والميزات الدقيقة
متطلبات المعالجة الحرارية وـ HIP بناءً على التطبيق
معيار التفتيش للأبعاد، والشقوق، والمسامية، والممرات الداخلية
متى تطلب مراجعة هندسية قبل عرض السعر
يُنصح بشدة بإجراء مراجعة هندسية عندما يكون الجزء ريشة توربين، أو مكون توجيه فوهة، أو هيكل قسم ساخن ذو جدار رقيق، أو جزء اختبار احتراق، أو تجهيز عالي الحرارة. غالبًا ما تجمع هذه الأجزاء بين الجدران الرقيقة، والمنحنيات المعقدة، والممرات الداخلية، والتعرض الحراري، ومتطلبات التجميع الضيقة.
يمكن أن تساعد مراجعة القابلية للتصنيع قبل عرض السعر في تحديد ما إذا كان الجزء مناسبًا للطباعة، وما إذا كانت هناك حاجة إلى تغييرات في التصميم، وأين يجب وضع الدعامات، وكمية بدل التشغيل الآلي المطلوبة، وما إذا كان يجب تضمين المعالجة الحرارية، أو HIP، أو مسح CT، أو فحص CMM في عرض السعر.
تعتبر هذه المراجعة مهمة بشكل خاص إذا كان المشروع يتضمن:
هندسة ريشة توربين أو فوهة ذات جدار رقيق
قنوات تبريد داخلية أو تجاويف مغلقة
درجة حرارة تشغيل عالية أو دورات حرارية متكررة
أسطح تثبيت أو ختم أو مرجع حرجة
التحقق من صحة النموذج الأولي قبل الصب الاستثماري
مكونات توربين صغيرة الدفعات لمنصات الاختبار أو تطوير القسم الساخن
الأسئلة الشائعة
هل تعد طباعة إنكونيل 713C ثلاثية الأبعاد مناسبة لنماذج ريش التوربينات والفوهات؟
هل يجب على مطوري التوربينات اختيار طباعة إنكونيل 713C ثلاثية الأبعاد أم الصب الاستثماري؟
ما ضوابط المعالجة اللاحقة المطلوبة لأجزاء إنكونيل 713C المطبوعة ثلاثي الأبعاد؟
ما البيانات التقنية المطلوبة لتقديم عرض سعر لأجزاء توربينات أو قسم ساخن من إنكونيل 713C؟
