Can Superalloy 3D Printing Be Used for Turbine Nozzles, Vanes, and Hot-Gas Path Parts?
Can Superalloy 3D Printing Be Used for Turbine Nozzles, Vanes, and Hot-Gas Path Parts?
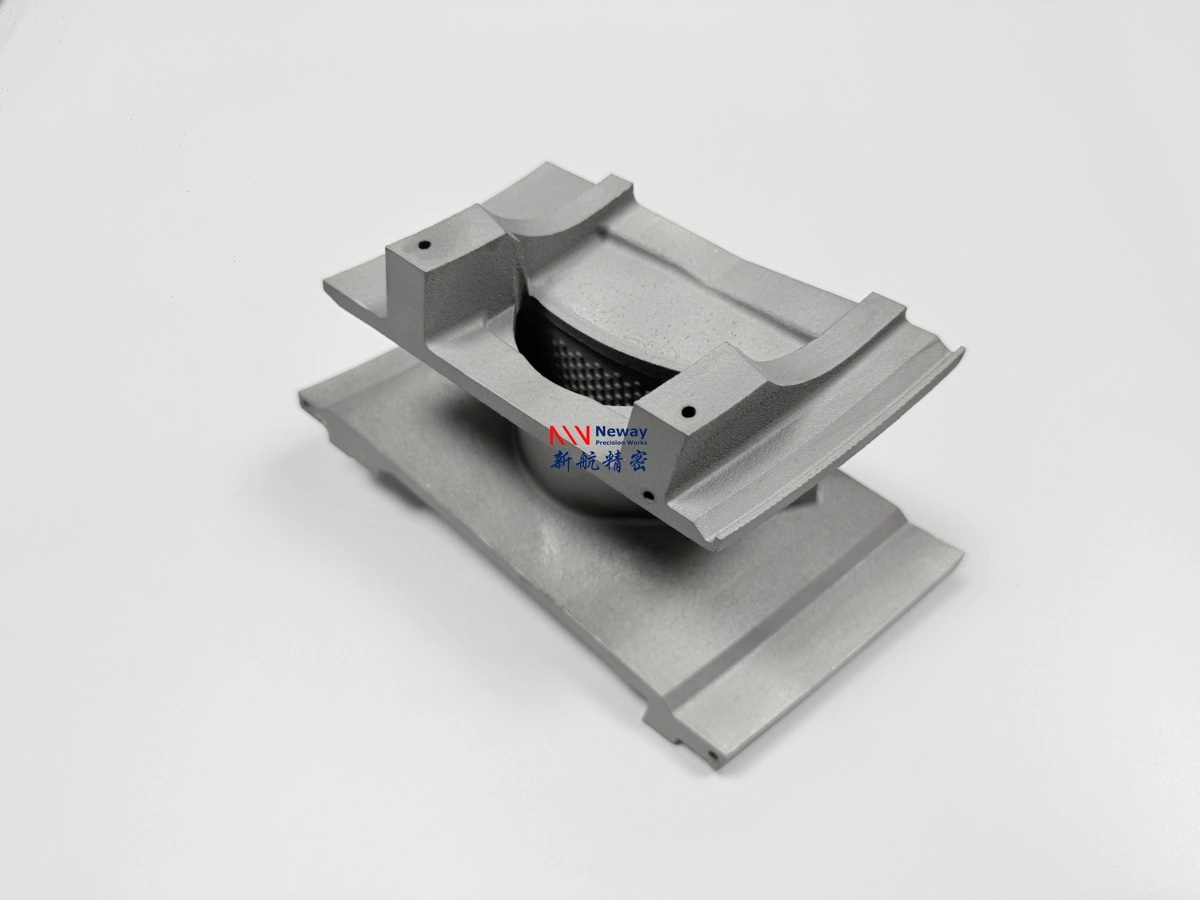
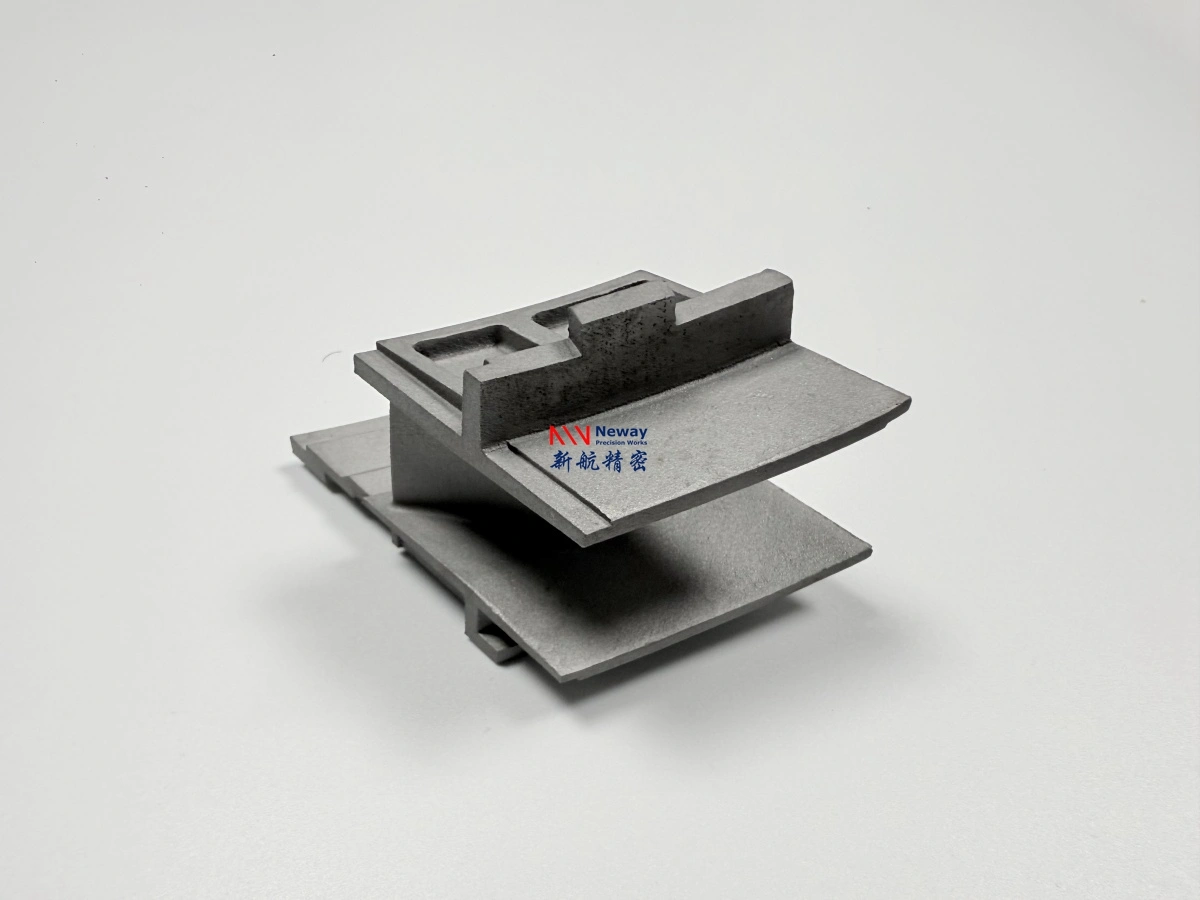
Yes. Superalloy 3D printing can be used for turbine nozzles, vanes, hot-gas path parts, combustion hardware, and high-temperature prototype components when the design, material, process, and post-processing route are properly reviewed. It is especially useful for prototype validation, small-batch testing, complex gas-path geometries, cooling-related structures, and hot-section development programs where tooling-based manufacturing may be too slow or expensive at the early stage.
However, turbine nozzles, vanes, and hot-gas path parts are not simple printing projects. They often include thin walls, curved aerodynamic surfaces, high-temperature exposure, thermal cycling, internal channels, critical mounting interfaces, and strict inspection requirements. For these parts, additive manufacturing must be planned together with material selection, build orientation, support removal, powder cleaning, heat treatment, HIP, CNC machining, EDM, and non-destructive inspection.
1. Direct Answer: Can Superalloy 3D Printing Be Used for Hot-Gas Path Parts?
Superalloy 3D printing can be used for selected turbine nozzles, vanes, and hot-gas path components, mainly for prototype testing, engineering validation, small-batch production, and complex geometry development. It is particularly valuable when engineers need to verify airflow surfaces, mounting features, cooling structures, or assembly interfaces before moving to casting, forging, or other production routes.
For Aerospace and Aviation and Energy and Power applications, the feasibility of printed hot-section parts depends on both service conditions and manufacturing risk. The supplier should review not only the alloy grade, but also wall thickness, thermal stress, internal passages, support accessibility, machining allowance, and inspection requirements.
Part Type | 3D Printing Suitability | Main Review Focus |
|---|---|---|
Turbine nozzles | Suitable for prototype and small-batch validation | Flow geometry, thermal exposure, support removal, and machined interfaces |
Turbine vanes | Suitable after thin-wall and distortion review | Airfoil profile, leading/trailing edges, wall thickness, and inspection access |
Hot-gas path parts | Suitable when material and post-processing match the service condition | Oxidation, thermal cycling, gas exposure, and surface condition |
Combustion hardware | Often suitable for complex prototypes | Hot gas exposure, internal channels, distortion, and heat treatment |
Thermal test fixtures | Suitable for high-temperature validation tools | Load, temperature, repeat cycling, and machining accuracy |
2. Which Superalloys Are Used for Turbine Nozzles, Vanes, and Hot-Gas Path Parts?
Material selection depends on temperature, load, oxidation resistance, corrosion exposure, thermal cycling, printability, and post-processing requirements. For hot-gas path development, engineers often compare nickel-based and cobalt-based superalloys before choosing the final manufacturing route.
Superalloy | Best-Fit Direction | Typical Review Point |
|---|---|---|
Turbine vane, nozzle, and hot-section prototype evaluation | Crack sensitivity, thin-wall geometry, heat treatment, and inspection | |
Combustion hardware, hot gas structures, and cobalt-based high-temperature parts | Thermal cycling, oxidation resistance, and post-processing route | |
Combustors, burners, hot gas ducts, nozzles, and thermal fatigue parts | Combustion environment, oxidation exposure, and thin-wall printability | |
Inconel 718 | High-strength structural parts and moderate hot-section components | Strength, heat treatment, machining, and mature process validation |
Inconel 625 | Corrosion-resistant hot gas, exhaust, and nozzle components | Corrosion environment, surface finish, and moderate strength requirements |
For projects involving Inconel 713C turbine vane and nozzle prototypes, the material should be evaluated together with geometry, wall thickness, and inspection requirements because turbine airfoils and nozzle features can increase cracking and distortion risk.
3. Why Is 3D Printing Useful for Turbine Nozzle and Vane Development?
3D printing is useful for turbine nozzle and vane development because it allows engineers to produce complex shapes directly from CAD data without waiting for casting tooling. This helps accelerate early design validation, airflow concept testing, assembly checking, and small-batch prototype evaluation.
Using Powder Bed Fusion, engineers can evaluate curved gas-path surfaces, integrated mounting structures, complex channels, thin walls, and geometry variants that may be difficult or expensive to manufacture using conventional prototype methods.
Development Need | How Superalloy 3D Printing Helps |
|---|---|
Gas-path shape validation | Allows engineers to test vane, nozzle, and duct geometry before final design freeze. |
Cooling structure evaluation | Supports complex internal passages or flow-related features that are difficult to machine. |
Small-batch testing | Reduces the need for immediate tooling investment during early validation. |
Design iteration | Updated CAD versions can be printed for comparison after test feedback. |
Assembly interface review | Mounting faces, flanges, holes, and datum features can be checked before production tooling. |
Functional test preparation | Printed parts can support thermal, flow, fit-up, or test-rig validation depending on requirements. |
4. What Are the Main Manufacturing Risks?
Turbine nozzles, vanes, and hot-gas path parts are difficult because they combine high-temperature service with complex geometry. Even if the material is printable, the part still needs careful review before production.
Manufacturing Risk | Why It Matters for Hot-Gas Path Parts | Typical Control Method |
|---|---|---|
Thin-wall distortion | Airfoils, nozzle vanes, and hot gas walls may deform during printing or heat treatment. | Build orientation, support design, stress relief, and inspection |
Cracking | Some superalloys are crack-sensitive under rapid melting and cooling. | Material review, parameter control, fillets, thermal management, and heat treatment |
Support removal | Supports in narrow gas-path or internal areas may be hard to remove completely. | Support planning, access review, EDM, and manual finishing |
Powder removal | Internal channels, cavities, or cooling passages may trap powder. | Drain holes, cleaning strategy, borescope, X-ray, or CT inspection |
Surface roughness | Gas-path or sealing areas may not accept as-printed roughness. | Machining, polishing, blasting, or surface finishing |
Dimensional accuracy | Mounting interfaces, flange faces, holes, and datum features often require tight control. | CNC machining, EDM, CMM inspection, and 3D scanning |
5. What Post-Processing Is Usually Needed?
Printed turbine nozzles, vanes, and hot-gas path parts usually require post-processing. The exact route depends on material, geometry, operating temperature, inspection requirements, and whether the part is for concept validation or functional testing.
Post-Processing Step | Purpose for Turbine and Hot-Gas Path Parts |
|---|---|
Stress relief | Reduces residual stress before support removal or precision machining. |
Heat treatment | Improves dimensional stability and adjusts mechanical or thermal performance. |
HIP evaluation | Helps improve internal quality for fatigue-sensitive, pressure-loaded, or high-value hot-section parts. |
CNC machining | Finishes mounting faces, sealing surfaces, flanges, datum areas, holes, and threads. |
EDM | Finishes fine holes, slots, cooling-related features, or hard-to-reach superalloy details. |
Surface finishing | Improves roughness, coating preparation, gas-path surfaces, or customer-specified finish. |
Inspection | Checks cracks, porosity, powder residue, geometry, and critical dimensions. |
6. What Inspection Should Be Considered for Hot-Gas Path Parts?
Inspection should be planned early because turbine nozzles, vanes, and hot-gas path parts often include features that are difficult to check after production. Internal defects, cracks, blocked passages, trapped powder, and dimensional deviation may affect prototype results or functional testing.
Inspection Method | What It Checks | When It Is Useful |
|---|---|---|
Visual inspection | Surface cracks, support marks, deformation, and obvious defects | Basic review after printing and finishing |
FPI or dye penetrant inspection | Surface-breaking cracks | Important for crack-sensitive superalloy parts |
X-ray inspection | Internal voids, porosity, and selected internal defects | Useful for high-value or functional hot-section parts |
CT scanning | Internal channels, powder residue, cracks, porosity, and complex geometry | Recommended when internal features or cooling passages are critical |
CMM inspection | Machined dimensions, datum surfaces, holes, flanges, and assembly interfaces | Needed for precision mounting or drawing-controlled features |
3D scanning | Freeform vane surfaces, nozzle profiles, and printed geometry deviation | Useful for aerodynamic profile comparison against CAD |
7. What Case Experience Supports Superalloy Hot-Section 3D Printing?
For turbine nozzles, vanes, and hot-gas path applications, case experience is important because customers need more than a material list. They need confidence in process planning, dimensional control, post-processing, and inspection for complex superalloy parts.
Application references such as DMLS 3D Printing Service: High-Precision Superalloy Parts for Aerospace and Aviation Industry and SLM 3D Printing Service: High-Density Superalloy Components for Industrial Applications can help customers understand how metal powder bed fusion is applied to demanding superalloy components in aerospace, industrial, and high-temperature environments.
Case Reference Value | Why It Matters for Customers |
|---|---|
Superalloy process experience | Shows that the supplier understands high-temperature alloy printing risks. |
Precision component experience | Supports projects with machined interfaces, tight tolerances, and assembly requirements. |
Industrial application background | Helps bridge prototype printing, functional testing, and small-batch production needs. |
Post-processing capability | Important because hot-section parts usually require more than printing alone. |
8. What Technical Data Is Needed Before Quotation?
To evaluate turbine nozzles, vanes, and hot-gas path parts accurately, customers should provide both design data and operating-condition data. The quotation should reflect manufacturability, material selection, post-processing, inspection, and development stage.
Required Data | Why It Is Needed |
|---|---|
3D CAD file | Used to review geometry, build orientation, support design, internal channels, and powder removal. |
2D drawing | Defines tolerances, datums, machining areas, holes, flanges, sealing surfaces, and inspection points. |
Material requirement | Confirms whether Inconel 713C, Haynes 188, Hastelloy X, Inconel 718, Inconel 625, or another alloy is required. |
Operating temperature | Helps evaluate high-temperature strength, oxidation resistance, and heat treatment route. |
Gas environment | Important for combustion gas, oxidation, corrosion, coating, and surface finishing decisions. |
Thermal cycling | Helps evaluate crack risk, fatigue, distortion, and inspection level. |
Load or pressure condition | Helps determine whether HIP, CT, X-ray, FPI, or additional testing should be considered. |
Quantity and stage | Clarifies whether the project is a prototype, small batch, design validation, or future production program. |
Inspection requirements | Defines whether CMM, 3D scanning, CT, X-ray, FPI, FAI, or material documentation is needed. |
9. Summary
Superalloy 3D printing can be used for turbine nozzles, vanes, and hot-gas path parts when the material, geometry, process route, post-processing, and inspection plan are carefully reviewed. It is especially valuable for prototype validation, small-batch testing, complex gas-path structures, cooling-related features, and hot-section development programs in aerospace, aviation, energy, and power applications.
For a practical feasibility review, customers should provide the 3D model, 2D drawing, material requirement, wall thickness, operating temperature, gas environment, thermal cycling details, quantity, post-processing needs, and inspection standard. This helps determine whether superalloy 3D printing is suitable and which alloy, build strategy, finishing route, and quality-control plan should be used.



