النحاس C110
مقدمة حول النحاس C110 للطباعة ثلاثية الأبعاد
النحاس C110، أو النحاس عالي الصلابة بالكهرباء (ETP)، يحتوي على نسبة نقاء من النحاس لا تقل عن 99.90% ويُقدر لموصليته الكهربائية العالية (~100% IACS) وموصليته الحرارية الممتازة (386 واط/م·كلفن). يُستخدم على نطاق واسع في توزيع الطاقة والإلكترونيات وأنظمة إدارة الحرارة.
من خلال التلبيد بالليزر المباشر للمعادن (DMLS) وصهر الحزمة الإلكترونية (EBM)، تحقق أجزاء النحاس C110 تفاوتات دقة تبلغ ±0.1 ملم مع الحفاظ على الخصائص التوصيلية والحرارية الحرجة.
الدرجات المكافئة دولياً للنحاس C110
البلد | رقم الدرجة | أسماء/ألقاب أخرى |
|---|---|---|
الولايات المتحدة الأمريكية | C11000 | نحاس ETP |
أوروبا | CW009A | EN 13601 |
المملكة المتحدة | C110 | BS EN 12163 |
الصين | T2 | GB/T 5231 |
اليابان | C1100 | JIS H3100 |
الخصائص الشاملة للنحاس C110
فئة الخاصية | الخاصية | القيمة |
|---|---|---|
فيزيائية | الكثافة | 8.94 جم/سم³ |
نقطة الانصهار | 1,083°م | |
التوصيل الحراري | 386 واط/م·كلفن | |
التوصيل الكهربائي | ~100% IACS | |
كيميائية | النحاس (Cu) | ≥99.90% |
الأكسجين (O₂) | ≤0.04% | |
ميكانيكية | قوة الشد | 210 ميجا باسكال |
قوة الخضوع | 70 ميجا باسكال | |
الاستطالة | ≥30% | |
الصلادة (فيكرز HV) | ~45 HV |
عمليات الطباعة ثلاثية الأبعاد المناسبة للنحاس C110
العملية | الكثافة النموذجية المحققة | خشونة السطح (Ra) | الدقة الأبعادية | أبرز التطبيقات |
|---|---|---|---|---|
≥98% | 10-14 ميكرون | ±0.1 ملم | أجزاء موصلة عالية الدقة، ممتازة للتكامل الحراري/الكهربائي في التجميعات المدمجة | |
≥99.5% | 20-30 ميكرون | ±0.15 ملم | مثالي لمبادلات الحرارة النحاسية الكبيرة وتركيبات الكهرباء عالية الطاقة المعقدة |
معايير اختيار عمليات الطباعة ثلاثية الأبعاد للنحاس C110
التوصيل الكهربائي: تحتفظ عملية DMLS بنسبة 95–98% من معيار IACS في الأجزاء النهائية، وهو أمر ضروري للهياكل الحاملة للتيار، ونهايات الدوائر، والحجب ضد الترددات الراديوية (RF).
الأداء الحراري: تُفضل عملية EBM للمكونات الحرارية بسبب الحد الأدنى من الأكسدة، مما يحافظ على التوصيل الحراري قريباً من 386 واط/م·كلفن.
دقة السطح: توفر عملية DMLS طباعة تفاصيل دقيقة؛ يقلل التشطيب باستخدام CNC قيمة Ra إلى أقل من 1 ميكرون للميزات الحرجة للاتصال.
الحجم والحجم الكلي: تناسب عملية DMLS الأجزاء الصغيرة عالية الدقة؛ تدعم عملية EBM المكونات النحاسية الكبيرة عالية الحجم بكثافة متسقة.
طرق ما بعد المعالجة الأساسية لأجزاء النحاس C110 المطبوعة ثلاثية الأبعاد
المعالجة الحرارية: تُجرى عند درجة حرارة 400–500°م لتحسين بنية الحبيبات، وتقليل الإجهاد المتبقي، واستعادة المطيلية للأسطح المشغولة على البارد.
التشغيل باستخدام CNC: يوفر تشطيباً دقيقاً وتفاوتاً محكماً (±0.02 ملم)، وهو أمر حاسم لقضبان التوصيل (Busbars)، وأغلفة الموصلات، وواجهات التداخل الكهرومغناطيسي (EMI).
التلميع الكهربائي: يعزز نعومة السطح والتوصيلية، ليخفض قيمة Ra إلى أقل من 0.5 ميكرون، مثالي للإلكترونيات وإدارة الحرارة.
التدوير (Tumbling): طريقة تشطيب ميكانيكية لإزالة الزوائد وتحضير الأسطح قبل الطلاء أو التجميع.
التحديات والحلول في طباعة النحاس C110 ثلاثية الأبعاد
الانعكاسية وامتصاص الليزر: تتطلب عملية DMLS ليزراً متخصصاً باللون الأخضر أو الأزرق للانصهار المستقر؛ تتجنب عملية EBM هذه المشكلة عبر امتصاص الحزمة الإلكترونية.
حساسية الأكسدة: يعد وجود جو من الأرجون المتحكم به أو الطباعة في فراغ أمراً إلزامياً لتجنب تلوث الأكسجين وانخفاض التوصيلية.
التوصيل الحراري العالي: يتطلب تبديد الحرارة الفعال أثناء الطباعة استراتيجيات مسح محسنة لضمان اتساق حمام الانصهار والربط.
التطبيقات ودراسات الحالة الصناعية
يُستخدم النحاس C110 على نطاق واسع في:
الإلكترونيات: موصلات التأريض، قضبان التوصيل، موصلات الترددات الراديوية (RF)، هياكل حجب الإشارات.
أنظمة الطاقة: المكونات الحاملة للتيار، أطراف المحركات، أجزاء معدات التبديل.
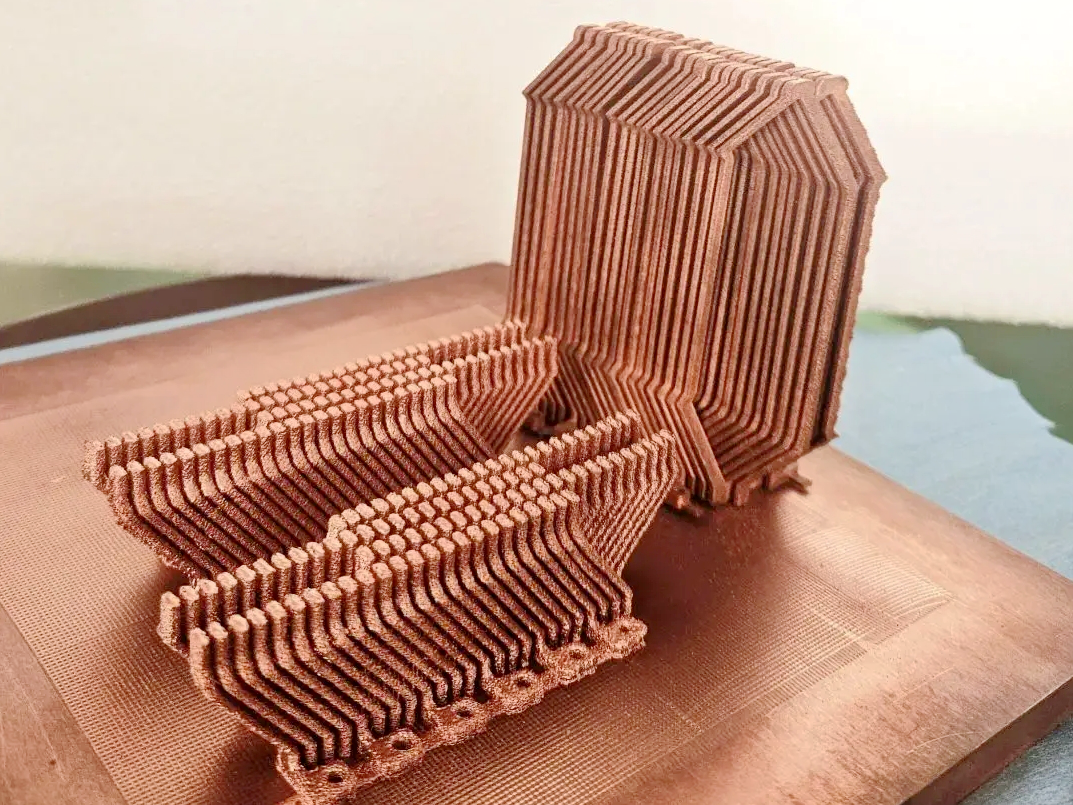
التحكم الحراري: الألواح الباردة، المشتتات الحرارية السلبية، شرائح المشعاع عالية الكفاءة.
الفضاء والدفاع: أغلفة الحماية من التداخل الكهرومغناطيسي/الترددات الراديوية (EMI/RF)، أدلة الموجات، مكونات الرادار.
دراسة حالة: تم إنتاج قفص حجب ترددات راديوية (RF) مخصص من النحاس C110 مطبوع ثلاثي الأبعاد باستخدام تقنية DMLS وملمع كهربائياً، مما أسفر عن توصيلية >96% من معيار IACS وملاءمة هندسية دقيقة ضمن ±0.08 ملم.
الأسئلة الشائعة (FAQs)
ما هي التوصيلية المتوقعة من أجزاء النحاس C110 المطبوعة ثلاثية الأبعاد؟
أي طرق الطباعة ثلاثية الأبعاد هي الأمثل لتطبيقات النحاس C110؟
كيف يتم تحقيق جودة السطح والاتصال الكهربائي في مكونات C110؟
هل المعالجة اللاحقة ضرورية لاستعادة التوصيلية الكاملة وفق معيار IACS بعد الطباعة؟
كيف يقارن النحاس C110 بـ C101 و GRCop-42 في البيئات عالية التردد؟
استكشف المدونات ذات الصلة