हिन्दी
कस्टम ऑनलाइन रेज़िन 3D प्रिंटिंग सेवा
हमारी कस्टम ऑनलाइन रेज़िन 3D प्रिंटिंग सेवा के साथ सटीकता और बहुमुखी प्रतिभा का अनुभव करें। विभिन्न रेज़िन प्रकारों में उच्च-गुणवत्ता प्रिंटिंग की पेशकश करते हुए, हम टिकाऊ, विस्तृत और फ़ंक्शनल पार्ट्स तेज़ टर्नअराउंड के साथ तैयार करते हैं—हर बार प्रोफेशनल परिणाम सुनिश्चित करते हुए।

नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
रेज़िन 3D प्रिंटिंग तकनीकें
SLA, DLP, CLIP, PolyJet और MMJ जैसी रेज़िन 3D प्रिंटिंग तकनीकें उच्च सटीकता, स्मूथ फिनिश और बहुमुखी विकल्प देती हैं। ये लिक्विड फ़ोटोपॉलिमर रेज़िन से विस्तृत प्रोटोटाइप, फ़ंक्शनल पार्ट्स और मल्टी-मैटेरियल डिज़ाइनों के लिए उत्कृष्ट गुणवत्ता और गति सुनिश्चित करती हैं।

राल 3डी प्रिंटिंग Materials
3D प्रिंटेड रेज़िन पार्ट्स के अनुप्रयोग
उच्च विवरण, स्मूथ सतह और सौंदर्य-सम्बंधी आवश्यकताओं में बहुमुखी उपयोगिता के कारण 3D प्रिंटेड रेज़िन पार्ट्स को सराहा जाता है। ज्वेलरी, डेंटल और कंज्यूमर इलेक्ट्रॉनिक्स जैसे उद्योगों में, जहाँ डिटेल और फिनिश क्वालिटी अहम है, इनका व्यापक उपयोग होता है।
रेज़िन 3D प्रिंटेड पार्ट्स गैलरी
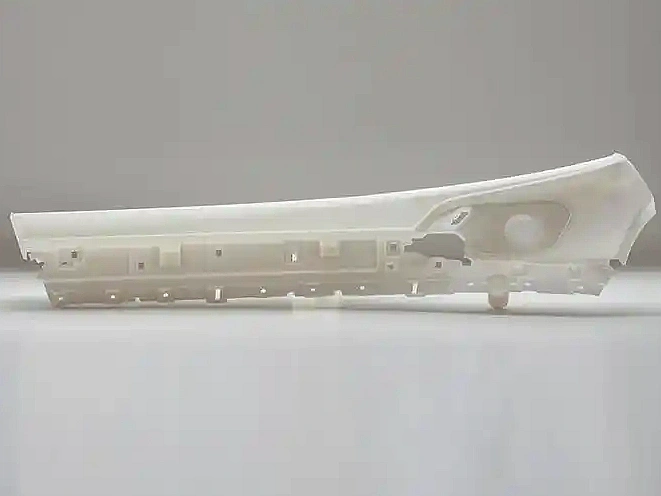
क्यूरेटेड गैलरी के माध्यम से रेज़िन 3D प्रिंटिंग की सटीकता और बहुमुखी प्रतिभा को जानें। उच्च-डिटेल ऑटोमोटिव प्रोटोटाइप से लेकर बायोकम्पैटिबल मेडिकल मॉडल, स्लीक कंज्यूमर इलेक्ट्रॉनिक्स और जटिल ज्वेलरी तक—रेज़िन प्रिंटिंग डिज़ाइन और कार्यात्मकता को एक नए स्तर पर ले जाती है। रोबोटिक्स, आर्किटेक्चर, फ़ैशन और एजुकेशन जैसे क्षेत्रों में अल्ट्रा-प्रिसाइज़, स्मूथ-फिनिश पार्ट्स कैसे बदलाव ला रहे हैं, खोजें।








आज ही नया प्रोजेक्ट शुरू करें
रेज़िन 3D प्रिंटेड पार्ट्स: डिज़ाइन संबंधी विचार
उच्च विवरण और स्मूथ फिनिश के लिए प्रसिद्ध रेज़िन 3D प्रिंटिंग में वार्पिंग और पोस्ट-क्योरिंग डिफॉर्मेशन जैसी समस्याओं को कम करने हेतु डिज़ाइन पर विशेष ध्यान आवश्यक है। विशेष रूप से प्रकाश या ताप के सम्पर्क में आने वाले फ़ंक्शनल पार्ट्स के लिए संरचनात्मक अखंडता, क्योरिंग समय और रासायनिक प्रतिरोध पर फ़ोकस करें।
रेज़िन 3D प्रिंटेड पार्ट्स: मैन्युफैक्चरिंग संबंधी विचार
रेज़िन 3D प्रिंटेड पार्ट्स के लिए निर्माण-संबंधी विचार सर्वोत्तम परिणामों हेतु महत्वपूर्ण हैं। इसमें सही रेज़िन सामग्री का चयन, टेक्सचर और सतह खुरदरापन का प्रबंधन, तथा सटीकता, लेयर, सिकुड़न और वार्प नियंत्रण लागू करना शामिल है। पोस्ट-प्रोसेसिंग अंतिम गुणवत्ता को निर्णायक रूप से प्रभावित करती है, जिससे यांत्रिक गुण और सौंदर्य दोनों सुधरते हैं।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें



Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.