इन्कोनेल 713C 3D प्रिंटेड सुपरएलॉय पार्ट्स में दरारें, विरूपण और पतली दीवारों का प्रबंधन
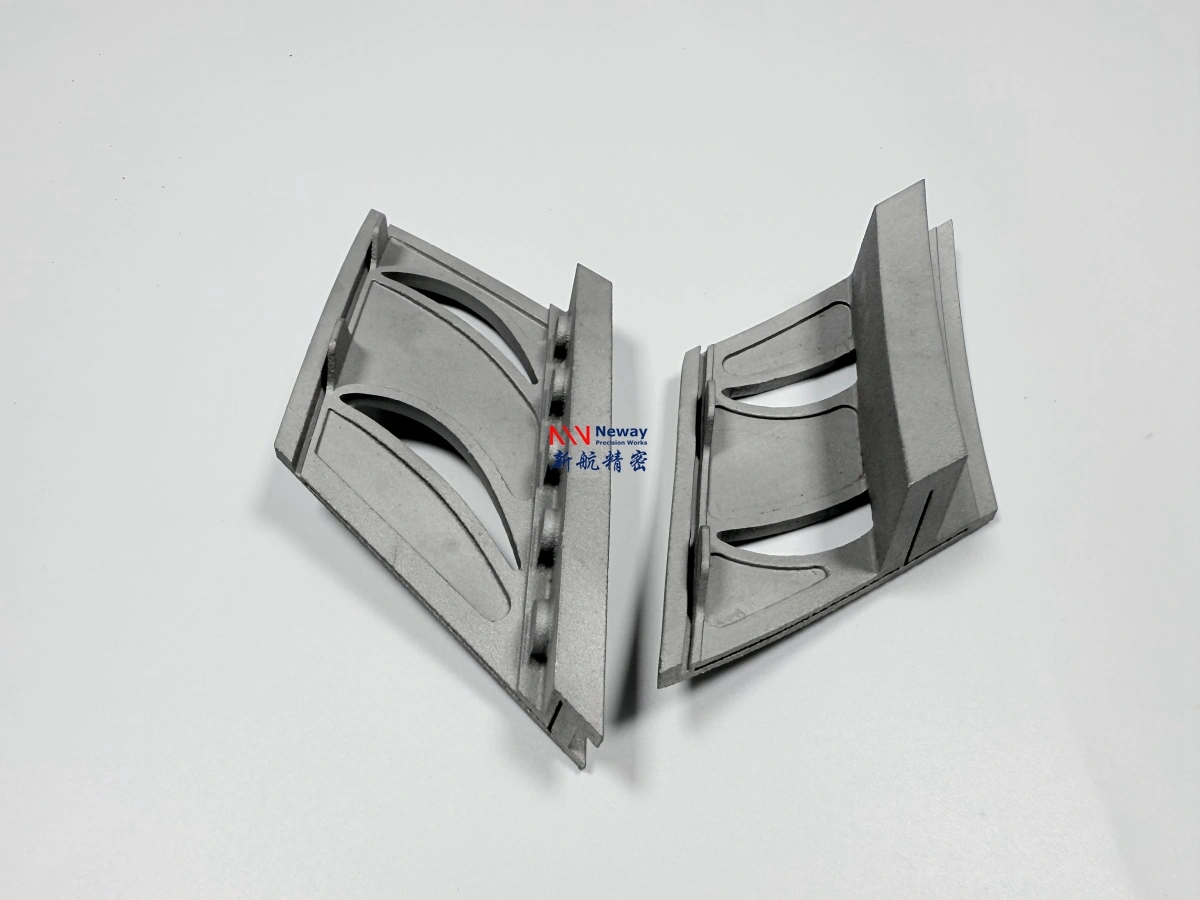
इन्कोनेल 713C / GH4099-श्रेणी के निकल-आधारित सुपरएलॉय टर्बाइन वेन्स, नोज़ल गाइड पार्ट्स, हॉट-सेक्शन ब्रैकेट्स, गैस-पाथ प्रोटोटाइप और उच्च-तापमान परीक्षण घटकों के लिए आकर्षक हैं। हालाँकि, इन्कोनेल 718 जैसे अधिक सामान्यतः प्रिंट किए जाने वाले मिश्र धातुओं की तुलना में, इन्कोनेल 713C 3D प्रिंटेड पार्ट्स को बहुत अधिक सावधानीपूर्वक प्रक्रिया नियंत्रण की आवश्यकता होती है।
मुख्य चुनौती केवल उच्च-तापमान प्रदर्शन नहीं है। योजात्मक विनिर्माण (Additive Manufacturing) के लिए, अधिक महत्वपूर्ण चिंताएं दरार संवेदनशीलता, अवशिष्ट प्रतिबल, तापीय विरूपण, पतली दीवार विकृति, सपोर्ट हटाना, पाउडर सफाई, पोस्ट-मशीनिंग भत्ता और निरीक्षण योजना हैं। यदि इन मुद्दों की प्रिंटिंग से पहले समीक्षा नहीं की जाती है, तो पार्ट निर्माण के दौरान विफल हो सकता है या प्रिंटिंग के बाद अत्यधिक पुनः कार्य की आवश्यकता हो सकती है।
टर्बाइन वेन्स, नोज़ल और पतली दीवार वाले हॉट-सेक्शन घटकों के लिए, इन्कोनेल 713C 3D प्रिंटिंग को इसलिए एक इंजीनियरिंग व्यवहार्यता परियोजना के रूप में माना जाना चाहिए। एक सफल परिणाम DfAM समीक्षा, बिल्ड ओरिएंटेशन, सपोर्ट रणनीति, हीट ट्रीटमेंट, वैकल्पिक HIP मूल्यांकन, CNC/EDM फिनिशिंग और नॉन-डिस्ट्रक्टिव निरीक्षण के संयोजन पर निर्भर करता है।

इन्कोनेल 713C को प्रक्रिया नियंत्रण की क्यों आवश्यकता है
इन्कोनेल 713C एक वर्षण-प्रबलित (precipitation-strengthened) निकल-आधारित सुपरएलॉय है जिसे उच्च-तापमान अनुप्रयोगों के लिए विकसित किया गया है। इसकी मिश्र धातु प्रणाली शक्ति, ऑक्सीकरण प्रतिरोध और क्रीप प्रतिरोध प्रदान करती है, लेकिन यह लेजर-आधारित योजात्मक विनिर्माण के दौरान तापीय तनाव के प्रति सामग्री को अधिक संवेदनशील भी बनाती है।
पाउडर बेड फ्यूजन 3D प्रिंटिंग के दौरान, सामग्री तेज़ पिघलने, ठोस होने और बार-बार तापीय चक्र से गुजरती है। 713C-श्रेणी के मिश्र धातुओं के लिए, इससे हॉट क्रैकिंग, अवशिष्ट तनाव संचय और विरूपण का जोखिम बढ़ सकता है, विशेष रूप से पतली दीवार वाली संरचनाओं या जटिल टर्बाइन ज्यामिति में।
यही कारण है कि इन्कोनेल 713C को एक मानक प्रिंट करने योग्य मिश्र धातु की तरह नहीं संभाला जा सकता है। डिजाइन, बिल्ड दिशा, सपोर्ट संरचना, ऊष्मा प्रवाह, मशीनिंग भत्ता और निरीक्षण योजना सभी को उत्पादन से पहले Reviewed किया जाना चाहिए।
डिजाइन कारक जो दरार और विरूपण के जोखिम को बढ़ाते हैं
कई दरार और विरूपण समस्याएं पार्ट ज्यामिति से संबंधित हैं। भले ही मिश्र धातु पाउडर और प्रिंटिंग पैरामीटर उपयुक्त हों, कुछ डिजाइन विशेषताएं उच्च तापीय तनाव, खराब ऊष्मा अपव्यय या कठिन सपोर्ट हटाने का कारण बन सकती हैं।
सामान्य जोखिम कारकों में शामिल हैं:
पर्याप्त संरचनात्मक सपोर्ट के बिना बहुत पतली दीवारें
नुकीले आंतरिक कोने या अचानक अनुभाग परिवर्तन
पतले एयरफॉइल अनुभागों से सीधे जुड़े मोटे बॉस
लंबे असमर्थित किनारे या ओवरहैंग्स
बंद गुहाएं जो पाउडर को फंसाती हैं
सफाई पहुंच के बिना आंतरिक चैनल
महत्वपूर्ण सतहें भारी सपोर्ट-हटाने वाले क्षेत्रों में स्थित हैं
ऐसी विशेषताएं जिन्हें प्रिंटिंग के तुरंत बाद कसकर सहनशीलता (tight tolerance) की आवश्यकता होती है
टर्बाइन वेन्स और नोज़ल प्रोटोटाइप के लिए, सबसे अधिक जोखिम वाले क्षेत्र आमतौर पर एयरफॉइल किनारे, पतले ट्रेलिंग एज, माउंटिंग रूट्स, आंतरिक मार्ग, फ्लैंज, सीलिंग सतहें और भारी और पतले अनुभागों के बीच संक्रमण होते हैं। विनिर्माण मार्ग की पुष्टि करने से पहले DfAM चरण के दौरान इन क्षेत्रों की समीक्षा की जानी चाहिए।
डिजाइन विशेषता | विनिर्माण जोखिम | अनुशंसित समीक्षा |
|---|---|---|
पतली एयरफॉइल दीवार | विरूपण, दरारें, किनारे विकृति | दीवार की मोटाई, ओरिएंटेशन और सपोर्ट रणनीति की जांच करें |
नुकीला कोना | तनाव एकाग्रता और दरार शुरू होना | जहां कार्यात्मक रूप से स्वीकार्य हो, वहां त्रिज्या जोड़ें |
मोटे से पतले संक्रमण | असमान शीतलन और अवशिष्ट तनाव | संक्रमण ज्यामिति और ऊष्मा प्रवाह की समीक्षा करें |
बंद आंतरिक गुहा | फंसा हुआ पाउडर और निरीक्षण में कठिनाई | पाउडर हटाने के छेद जोड़ें या एक्सेस को फिर से डिजाइन करें |
कसकर सहनशीलता वाला छेद या स्लॉट | जैसा-प्रिंटेड सटीकता अपर्याप्त हो सकती है | CNC या EDM फिनिशिंग भत्ता आरक्षित करें |
सपोर्ट डिजाइन और बिल्ड ओरिएंटेशन
सपोर्ट डिजाइन इन्कोनेल 713C विरूपण नियंत्रण के लिए सबसे महत्वपूर्ण कारकों में से एक है। सपोर्ट का उपयोग केवल ओवरहैंग्स को पकड़ने के लिए नहीं किया जाता है। वे ऊष्मा का संचालन करने, विरूपण को नियंत्रित करने और प्रिंटिंग के दौरान पतली विशेषताओं को स्थिर करने में भी मदद करते हैं।
टर्बाइन वेन्स, नोज़ल घटकों और हॉट-सेक्शन प्रोटोटाइप के लिए, बिल्ड ओरिएंटेशन का चयन ज्यामिति, तापीय तनाव, सपोर्ट पहुंच, मशीनिंग भत्ता और निरीक्षण आवश्यकताओं के अनुसार किया जाना चाहिए। एक बिल्ड दिशा जो सपोर्ट वॉल्यूम को कम करती है, वह हमेशा सर्वोत्तम विकल्प नहीं हो सकती है यदि यह एयरफॉइल विरूपण को बढ़ाती है या महत्वपूर्ण गैस-प्रवाह सतहों पर सपोर्ट रखती है।
अच्छी सपोर्ट और ओरिएंटेशन योजना में निम्नलिखित बातों पर विचार करना चाहिए:
प्रिंटिंग के दौरान पार्ट के माध्यम से ऊष्मा कैसे प्रवाहित होगी
क्या बिल्ड के दौरान पतली दीवार वाले अनुभाग स्थिर हैं
क्या महत्वपूर्ण सतहों को क्षति पहुंचाए बिना सपोर्ट हटाए जा सकते हैं
क्या आंतरिक मार्गों से पाउडर को पूरी तरह से हटाया जा सकता है
क्या प्रिंटिंग के बाद मशीनिंग डेटम सतहें सुलझ रहती हैं
क्या अंतिम निरीक्षण विधि मुख्य विशेषताओं तक पहुंच सकती है
कई इन्कोनेल 713C टर्बाइन पार्ट्स के लिए, सर्वोत्तम ओरिएंटेशन प्रिंटेबिलिटी, विरूपण नियंत्रण, पोस्ट-प्रोसेसिंग एक्सेस और अंतिम कार्यात्मक आवश्यकताओं के बीच एक समझौता होता है।
हीट ट्रीटमेंट और HIP रणनीति
प्रिंट के बाद तापीय प्रसंस्करण 713C-श्रेणी के सुपरएलॉय पार्ट्स के लिए महत्वपूर्ण है। अवशिष्ट तनाव को कम करने, माइक्रोस्ट्रक्चर को स्थिर करने और पार्ट को डाउनस्ट्रीम मशीनिंग या परीक्षण के लिए तैयार करने के लिए एक नियंत्रित हीट ट्रीटमेंट सेवा का उपयोग किया जा सकता है।
कुछ अनुप्रयोगों के लिए, आंतरिक सरंध्रता को कम करने और सामग्री की अखंडता में सुधार करने के लिए हॉट आइसोस्टेटिक प्रेसिंग (HIP) का भी मूल्यांकन किया जा सकता है। हालाँकि, HIP को एक सार्वभौमिक समाधान के रूप में नहीं देखा जाना चाहिए। निर्णय पार्ट ज्यामिति, अनुप्रयोग लोड, तापमान जोखिम, दोष सहनशीलता और निरीक्षण आवश्यकताओं पर निर्भर करता है।
प्रोटोटाइप टर्बाइन वेन्स, नोज़ल और गैस-पाथ पार्ट्स के लिए, हीट ट्रीटमेंट और HIP रणनीति पर ग्राहक के परीक्षण उद्देश्य के साथ चर्चा की जानी चाहिए। एक दृश्य प्रोटोटाइप, असेंबली प्रोटोटाइप, थर्मल फिक्स्चर और कार्यात्मक हॉट-सेक्शन टेस्ट कंपोनेंट को अलग-अलग पोस्ट-प्रोसेसिंग स्तरों की आवश्यकता हो सकती है।
पोस्ट-प्रोसेस | मुख्य उद्देश्य | इसे कब विचार करें |
|---|---|---|
तनाव राहत (Stress relief) | प्रिंटिंग के बाद अवशिष्ट तनाव को कम करें | पतली दीवारें, जटिल ज्यामिति, प्रिंटिंग के बाद मशीनिंग |
हीट ट्रीटमेंट | सामग्री स्थिरता और प्रदर्शन में सुधार करें | कार्यात्मक हॉट-सेक्शन प्रोटोटाइप या परीक्षण घटक |
HIP | आंतरिक सरंध्रता के जोखिम को कम करें | उच्च आंतरिक अखंडता या थर्मल परीक्षण की आवश्यकता वाले पार्ट्स |
पोस्ट-मशीनिंग | सहनशीलता और कार्यात्मक इंटरफेस प्राप्त करें | माउंटिंग फेस, सीलिंग फेस, छेद, स्लॉट, डेटम सतहें |
कार्यात्मक विशेषताओं के लिए CNC और EDM भत्ता
अधिकांश इन्कोनेल 713C 3D प्रिंटेड टर्बाइन पार्ट्स को महत्वपूर्ण विशेषताओं के लिए केवल जैसा-प्रिंटेड सटीकता पर निर्भर नहीं रहना चाहिए। माउंटिंग सतहें, सीलिंग फेस, परिशुद्धता छेद, स्लॉट, वेन रूट्स, फ्लैंज फेस और डेटम क्षेत्रों को आमतौर पर पोस्ट-मशीनिंग की आवश्यकता होती है।
CNC मशीनिंग का उपयोग आम तौर पर समतलता, सीलिंग सतहों, माउंटिंग इंटरफेस और परिशुद्धता डेटम विशेषताओं के लिए किया जाता है। इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) की आवश्यकता कठिन सुपरएलॉय स्लॉट्स, छोटे छेद, आंतरिक विशेषताओं और जटिल प्रोफाइल के लिए हो सकती है जिन्हें पारंपरिक रूप से मशीन करना कठिन होता है।
इन फिनिशिंग चरणों का समर्थन करने के लिए, पार्ट में 3D मॉडल या 2D ड्राइंग में मशीनिंग भत्ता शामिल होना चाहिए। भत्ता के बिना, सपोर्ट मार्क्स को हटाना, विरूपण को ठीक करना या महत्वपूर्ण विशेषताओं पर अंतिम सहनशीलता प्राप्त करना मुश्किल हो सकता है।
CNC या EDM फिनिशिंग की आवश्यकता वाली विशिष्ट विशेषताओं में शामिल हैं:
माउंटिंग फेस और फ्लैंज फेस
सीलिंग सतहें और गैस्केट संपर्क क्षेत्र
वेन रूट्स और असेंबली इंटरफेस
परिशुद्धता छेद, स्लॉट और थ्रेडेड विशेषताएं
निरीक्षण और असेंबली के लिए डेटम सतहें
नियंत्रित ज्यामिति की आवश्यकता वाले महत्वपूर्ण गैस-पाथ इंटरफेस
दरार, विरूपण और आंतरिक दोषों के लिए निरीक्षण योजना
निरीक्षण योजना इन्कोनेल 713C 3D प्रिंटेड सुपरएलॉय पार्ट्स के लिए आवश्यक है। क्योंकि दरारें, विरूपण, पाउडर फंसना और आंतरिक दोष मुख्य विनिर्माण जोखिम हैं, निरीक्षण को पार्ट पूरा होने के बाद जोड़ने के बजाय उत्पादन से पहले परिभाषित किया जाना चाहिए।
सामान्य निरीक्षण विधियों में दृश्य निरीक्षण, आयामी निरीक्षण, CMM माप, 3D स्कैनिंग, एक्स-रे, CT स्कैनिंग, FAI रिपोर्टिंग और सामग्री प्रमाणपत्र समीक्षा शामिल हो सकती है। टर्बाइन वेन्स और नोज़ल पार्ट्स के लिए, जब आंतरिक चैनल, बंद गुहाएं या पतली दीवार वाले अनुभाग शामिल होते हैं, तो CT या एक्स-रे निरीक्षण महत्वपूर्ण हो सकता है।
निरीक्षण विधि | यह क्या जांचता है | विशिष्ट उपयोग मामला |
|---|---|---|
दृश्य निरीक्षण | सतह दरारें, सपोर्ट मार्क्स, स्पष्ट दोष | प्रारंभिक गुणवत्ता स्क्रीनिंग |
CMM निरीक्षण | महत्वपूर्ण आयाम और डेटम संरेखण | मशीन किए गए इंटरफेस और असेंबली विशेषताएं |
3D स्कैनिंग | समग्र प्रोफाइल विचलन और विरूपण | एयरफॉइल, वेन और जटिल वक्र सतहें |
एक्स-रे निरीक्षण | आंतरिक दोष संकेत | हॉट-सेक्शन प्रोटोटाइप और संरचनात्मक पार्ट्स |
CT स्कैनिंग | आंतरिक चैनल, सरंध्रता, पाउडर फंसना | कूलिंग पासज, नोज़ल संरचनाएं, बंद गुहाएं |
FAI रिपोर्ट | पहले आइटम आयामी पुष्टि | बार-बार उत्पादन से पहले प्रोटोटाइप सत्यापन |
एयरोस्पेस और एविएशन 3D प्रिंटिंग के लिए, निरीक्षण आवश्यकताओं को RFQ चरण पर स्पष्ट रूप से परिभाषित किया जाना चाहिए। यह इस बारे में गलतफहमी से बचने में मदद करता है कि पार्ट केवल फिट चेकिंग, थर्मल टेस्टिंग, फ्लो-पाथ वैलिडेशन या कार्यात्मक योग्यता के लिए है या नहीं।
इन्कोनेल 713C 3D प्रिंटेड पार्ट्स के लिए DfAM चेकलिस्ट
DfAM समीक्षा प्रिंटिंग शुरू होने से पहले दरारें, विरूपण, सपोर्ट-हटाने की समस्याओं और पोस्ट-मशीनिंग समस्याओं को कम करने में मदद करती है। इन्कोनेल 713C / GH4099-श्रेणी के सुपरएलॉय पार्ट्स के लिए, कोटेशन और उत्पादन से पहले निम्नलिखित वस्तुओं की जांच की जानी चाहिए:
न्यूनतम दीवार मोटाई और पतली दीवार स्थिरता
नुकीले कोने, आंतरिक त्रिज्या और तनाव एकाग्रता क्षेत्र
मोटे से पतले संक्रमण और तापीय ढलान जोखिम
बिल्ड ओरिएंटेशन और सपोर्ट पहुंच
आंतरिक गुहाओं या चैनलों के लिए पाउडर हटाने के छेद
महत्वपूर्ण गैस-पाथ या सीलिंग सतहों पर संपर्क का समर्थन करें
डेटम, सीलिंग, माउंटिंग और परिशुद्धता विशेषताओं के लिए मशीनिंग भत्ता
अनुप्रयोग के आधार पर हीट ट्रीटमेंट और HIP आवश्यकताएं
आयाम, दरारें, सरंध्रता और आंतरिक मार्गों के लिए निरीक्षण मानक
कोटेशन से पहले इंजीनियरिंग समीक्षा कब मांगें
इंजीनियरिंग समीक्षा की दृढ़ता से सिफारिश की जाती है जब पार्ट एक टर्बाइन वेन, नोज़ल गाइड कंपोनेंट, पतली दीवार वाली हॉट-सेक्शन संरचना, दहन परीक्षण पार्ट या उच्च-तापमान फिक्स्चर हो। ये पार्ट अक्सर पतली दीवारों, जटिल वक्रों, आंतरिक मार्गों, तापीय जोखिम और कसकर असेंबली आवश्यकताओं को जोड़ते हैं।
कोटेशन से पहले विनिर्माण योग्यता समीक्षा यह निर्धारित करने में मदद कर सकती है कि क्या पार्ट प्रिंटिंग के लिए उपयुक्त है, क्या डिजाइन परिवर्तनों की आवश्यकता है, सपोर्ट कहाँ रखे जाने चाहिए, कितने मशीनिंग भत्ते की आवश्यकता है, और क्या हीट ट्रीटमेंट, HIP, CT स्कैनिंग या CMM निरीक्षण को कोट में शामिल किया जाना चाहिए।
यह समीक्षा विशेष रूप से महत्वपूर्ण है यदि परियोजना में शामिल है:
पतली दीवार वाली टर्बाइन वेन या नोज़ल ज्यामिति
आंतरिक कूलिंग चैनल या बंद गुहाएं
उच्च संचालन तापमान या बार-बार तापीय चक्र
महत्वपूर्ण माउंटिंग, सीलिंग या डेटम सतहें
निवेश कास्टिंग से पहले प्रोटोटाइप सत्यापन
टेस्ट रिग्स या हॉट-सेक्शन विकास के लिए छोटे बैच टर्बाइन घटक
FAQ
क्या इन्कोनेल 713C को बिना दरार के 3D प्रिंट किया जा सकता है?
क्या इन्कोनेल 713C 3D प्रिंटिंग टर्बाइन वेन और नोज़ल प्रोटोटाइप के लिए उपयुक्त है?
क्या टर्बाइन डेवलपर्स को इन्कोनेल 713C 3D प्रिंटिंग या इन्वेस्टमेंट कास्टिंग चुननी चाहिए?
इन्कोनेल 713C 3D प्रिंटेड पार्ट्स के लिए किस प्रकार के पोस्ट-प्रोसेसिंग नियंत्रण की आवश्यकता है?
इन्कोनेल 713C टर्बाइन या हॉट-सेक्शन पार्ट्स का कोटेशन देने के लिए किस तकनीकी डेटा की आवश्यकता है?
