Densité accrue : Renforcez la solidité et la fiabilité avec le HIP
Introduction
Dans les applications d'ingénierie haute performance, les défauts internes tels que la porosité (typiquement de 0,5 à 5 % dans les pièces moulées ou fabriquées par addition) peuvent compromettre significativement la résistance, la durée de vie en fatigue et la fiabilité à long terme. Même les micro-vides (10–100 μm) peuvent servir de sites d'amorçage de fissures sous chargement cyclique.
Le Pressage Isostatique à Chaud (HIP) est une solution éprouvée pour éliminer ces défauts, atteignant des densités allant jusqu'à 99,9–100 %. Chez Neway, le HIP est intégré à notre flux de travail de fabrication aux côtés de la fonderie de métaux et de l'impression 3D, garantissant que les composants répondent aux exigences structurelles et de fiabilité les plus exigeantes.
Qu'est-ce que le Pressage Isostatique à Chaud (HIP) ?
Le Pressage Isostatique à Chaud (HIP) est un procédé thermodynamique qui applique une température élevée et une pression de gaz uniforme pour densifier les composants métalliques. Les paramètres HIP industriels typiques incluent :
• Plage de température : 900–1250°C (selon l'alliage)
• Plage de pression : 100–200 MPa (≈14 500–29 000 psi)
• Temps de maintien : 2–4 heures (peut s'étendre à 6+ heures pour les sections épaisses)
• Atmosphère : gaz inerte (argon)
Sous ces conditions, le matériau subit une déformation plastique et une liaison par diffusion, refermant les pores internes et éliminant les défauts de retrait sans altérer la géométrie externe.
Pourquoi la densité est importante dans les composants métalliques
La relation entre la densité et les performances mécaniques est directe et mesurable :
• Une augmentation de 1 % de la porosité peut réduire la durée de vie en fatigue jusqu'à 30–50 %
• Les matériaux entièrement denses (≥99,9 %) peuvent améliorer la résistance à la fatigue de 2 à 5 fois par rapport aux structures poreuses
• Les taux de fuite dans les composants sous pression peuvent chuter de 10⁻³ à moins de 10⁻⁹ mbar·L/s après HIP
• Des améliorations de la résistance à la traction de 5–15 % sont couramment observées
• La durée de vie avant amorçage de fissure par fatigue peut augmenter de plus de 300 %
Pour les applications critiques pour la sécurité, atteindre une porosité quasi nulle n'est pas une option—c'est essentiel.
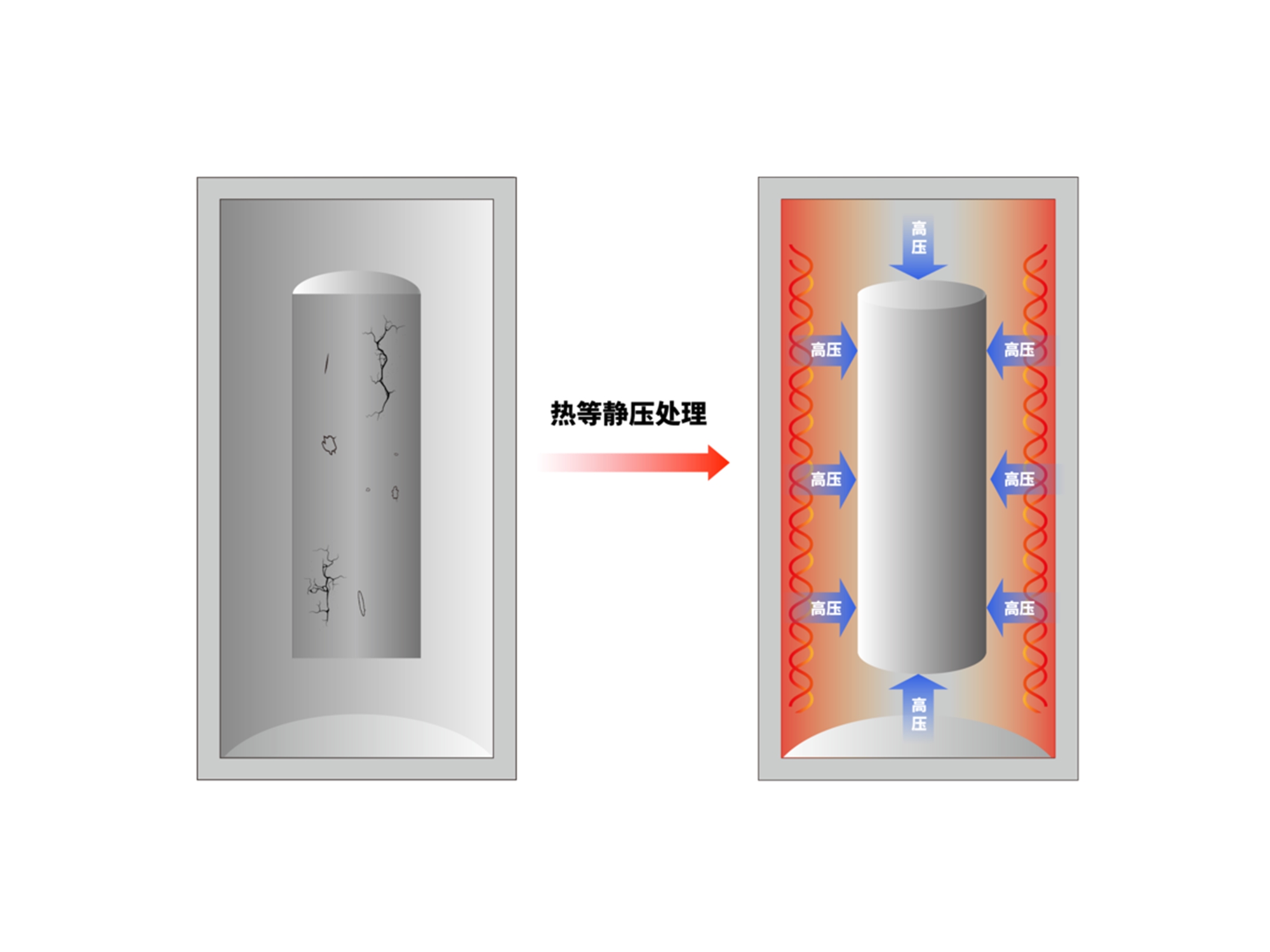
Fonctionnement du HIP : Principes fondamentaux du procédé
Le procédé HIP fonctionne grâce à des mécanismes de diffusion couplés thermiques et induits par la pression :
• La pression externe applique une contrainte de compression isotrope
• La température élevée active la diffusion atomique
• Les vides internes s'effondrent et se lient par fluage et diffusion
• Les joints de grains se cicatrisent, améliorant l'uniformité microstructurale
• Les contraintes résiduelles sont réduites de 30–70 %
Un refroidissement contrôlé prévient la distorsion et préserve la stabilité dimensionnelle.
HIP pour les composants moulés
Dans les procédés de fonderie, les niveaux de porosité typiques varient de 0,5 % à 2 %, selon le contrôle du procédé et l'alliage. Même dans les procédés haute pression comme la fonderie sous pression d'aluminium, une micro-porosité et un piégeage de gaz peuvent encore survenir.
Le traitement HIP apporte des améliorations mesurables :
• Réduction de la porosité : de ~1–2 % → <0,05 %
• Augmentation de la résistance à la fatigue : +50 % à +200 %
• Amélioration de l'étanchéité : réduction de la perméabilité jusqu'à 10⁶ fois
• Amélioration de la limite d'élasticité : typiquement +5–10 %
Ceci est critique pour les boîtiers sous pression, les pièces structurelles automobiles et les systèmes fluides.
HIP pour la fabrication additive
Les procédés de fabrication additive de métaux (par ex., LPBF, WAAM) présentent souvent des niveaux de porosité de 0,1–1,5 % en raison de défauts de fusion incomplète ou de gaz piégés.
Lorsqu'il est combiné aux flux de travail de prototypage rapide, le HIP transforme les pièces imprimées en composants de qualité production :
• Augmentation de la densité : de ~98,5–99,5 % → ≥99,9 %
• Amélioration de la durée de vie en fatigue : augmentation de 2 à 4 fois
• Élimination des défauts de fusion incomplète
• Allongement amélioré : +10–25 %
• Anisotropie réduite des propriétés mécaniques
Pour les applications aérospatiales et médicales, le HIP est souvent requis pour répondre aux normes de certification telles que l'ASTM F2924 (Ti-6Al-4V).
Améliorations des propriétés mécaniques après HIP
Le HIP améliore simultanément plusieurs propriétés du matériau :
Résistance à la fatigue : Augmentation de 50–300 % selon la porosité initiale
Résistance à la traction : Typiquement +5–15 %
Ductilité : Amélioration de l'allongement de 10–30 %
Ténacité à la rupture : Résistance améliorée à la propagation des fissures
Fiabilité : Variabilité réduite entre les lots (écart type réduit d'environ 20–40 %)
Ces améliorations sont particulièrement précieuses pour les applications dynamiques de support de charge.
HIP vs autres méthodes de post-traitement
Le HIP est unique car il traite les défauts internes, contrairement aux procédés axés sur la surface :
• L'usinage CNC améliore la précision dimensionnelle (±0,01–0,05 mm typique)
• L'anodisation augmente la dureté de surface (HV 300–500) et la résistance à la corrosion
• Les revêtements de surface améliorent la résistance à l'usure et l'esthétique
• Le HIP améliore la densité interne et l'intégrité structurelle
Dans les composants haute performance, ces procédés sont complémentaires plutôt qu'interchangeables.
Applications du HIP
Le HIP est largement adopté dans les industries où la défaillance n'est pas acceptable :
• Aérospatiale : aubes de turbine, supports structurels (durée de vie en fatigue +200 % typique)
• Automobile : blocs-moteurs, carter de transmission
• Pétrole & gaz : récipients sous pression avec des taux de fuite <10⁻⁹ mbar·L/s
• Médical : implants nécessitant une porosité quasi nulle
• Outillage : moules avec une résistance améliorée à la fatigue thermique
Par exemple, les pièces en aluminium haute performance utilisées dans les systèmes automobiles, similaires aux composants automobiles, dépendent du HIP pour garantir une durabilité à long terme.
Le HIP dans la solution de fabrication tout-en-un de Neway
Chez Neway, le HIP est intégré à notre service tout-en-un, permettant une combinaison transparente avec la fonderie, la fabrication additive, l'usinage et la finition.
Cette intégration offre des avantages mesurables :
• Réduction des délais : 15–30 % par rapport aux flux de travail multi-fournisseurs
• Réduction du taux de défauts : jusqu'à 80 %
• Amélioration de la cohérence du procédé entre les lots
• Traçabilité complète de la matière première à l'inspection finale
Tendances futures de la technologie HIP
La technologie HIP continue d'évoluer avec des améliorations mesurables :
• Réduction du temps de cycle : jusqu'à 20–40 % avec des équipements avancés
• Intégration avec la fabrication additive pour une production certifiée
• Surveillance en temps réel et contrôle numérique du procédé
• Extension à des composants plus grands (>2 mètres de diamètre)
Ces avancées augmenteront encore l'efficacité et l'applicabilité du HIP dans la fabrication moderne.
Conclusion
Le Pressage Isostatique à Chaud (HIP) est une technologie habilitante critique pour atteindre une densité quasi complète et maximiser les performances mécaniques des composants métalliques. En éliminant les défauts internes et en améliorant l'intégrité microstructurale, le HIP améliore significativement la résistance, la durée de vie en fatigue et la fiabilité.
Chez Neway, nous combinons le HIP avec des procédés de fabrication avancés pour fournir des composants répondant aux normes d'ingénierie les plus élevées. Pour les applications où la performance et la sécurité sont critiques, le HIP n'est pas seulement une option—c'est une nécessité.
FAQ
Quels matériaux bénéficient le plus du HIP pour une densité et une résistance accrues ?
Comment le HIP réduit-il la porosité interne dans les pièces imprimées en 3D ?
Quelles améliorations des propriétés mécaniques peut-on attendre après un traitement HIP ?
Le HIP affecte-t-il la précision dimensionnelle de la pièce pendant la densification ?
.webp)