De la coulée à cire perdue à l'impression 3D : quand utiliser l'Inconel 713C pour des composants de...
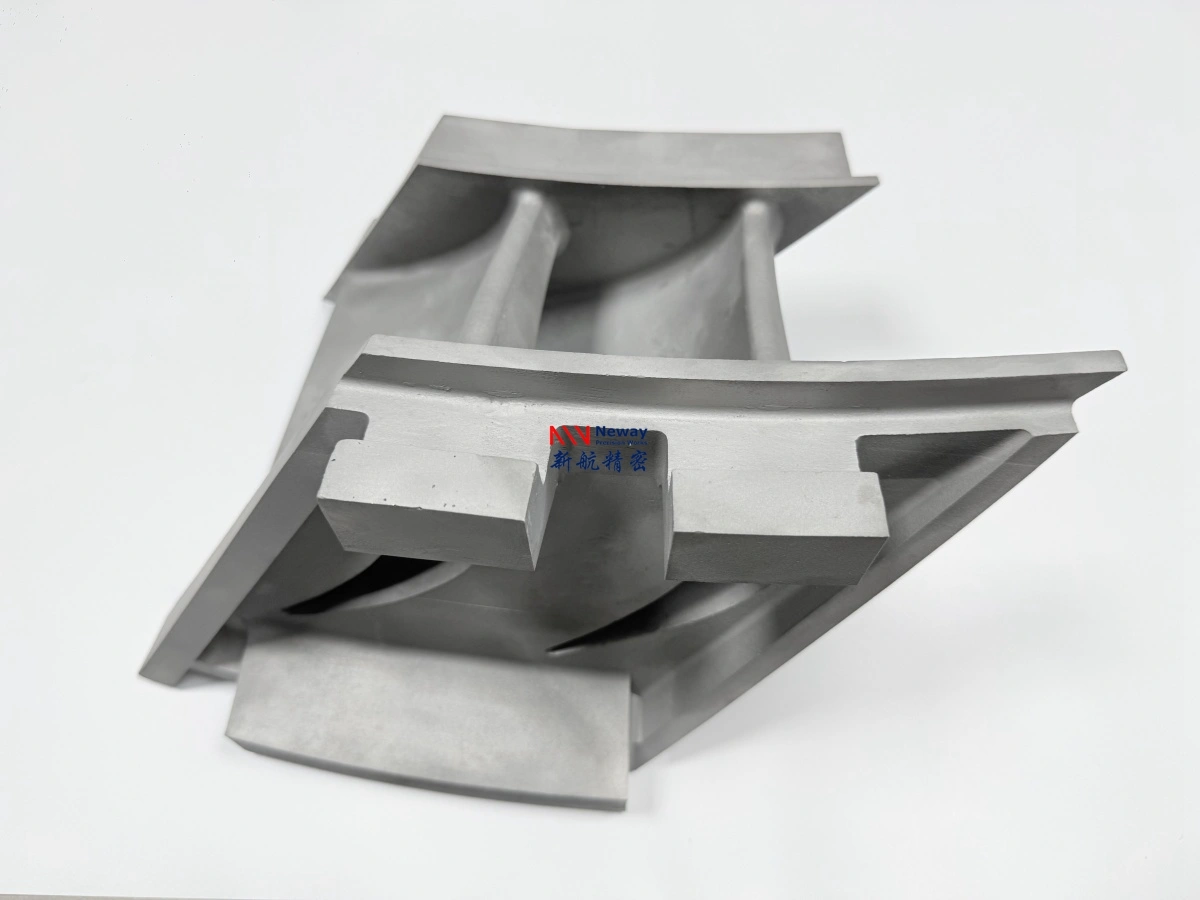
L'Inconel 713C est un superalliage à base de nickel largement utilisé pour les composants de section chaude de turbine, les pièces de guidage de tuyère, les structures de chemin de gaz et les équipements de turbine haute température. Traditionnellement, de nombreux composants de turbine en Inconel 713C sont fabriqués par coulée à cire perdue, suivie d'usinage CNC, d'électro-érosion (EDM), de traitements thermiques, de revêtements et d'inspection.
Cependant, tous les projets de turbines ne sont pas prêts pour l'outillage de coulée dès le départ. Pour le développement précoce, les tests en petite série, la vérification du chemin d'écoulement, la validation de la structure de refroidissement et les essais d'assemblage, l'impression 3D peut offrir une voie plus flexible. La question clé n'est pas simplement de savoir si l'Inconel 713C peut être imprimé, mais quand l'impression 3D a plus de sens sur le plan technique et commercial que la coulée à cire perdue.
Pourquoi l'Inconel 713C est traditionnellement fabriqué par coulée à cire perdue
L'Inconel 713C appartient à la famille des superalliages haute température et est apprécié pour sa résistance à haute température, sa résistance à l'oxydation et sa résistance au fluage. Ces propriétés le rendent adapté aux aubes de turbine, aux composants de tuyère, aux pièces de section chaude de turbocompresseur, aux équipements de brûleur et aux composants de test de turbine à gaz.
La coulée à cire perdue est largement utilisée pour ces applications car elle permet de produire des pièces complexes en superalliage de forme quasi brute avec une géométrie contrôlée. Pour les programmes de production stables, la coulée permet au fabricant d'amortir le coût de l'outillage sur plusieurs lots répétés. C'est également une voie éprouvée pour les composants de turbine nécessitant des performances matérielles cohérentes, une géométrie reproductible et une finition en aval.
Pour la production à long terme, la coulée à cire perdue peut toujours être la meilleure option, en particulier lorsque la conception est figée, la quantité annuelle est prévisible et la géométrie du composant convient à l'outillage de modèles en cire et à la coulée en coquille céramique.
Pourquoi les ingénieurs envisagent l'impression 3D pour les prototypes en Inconel 713C
Dans les premières phases de développement d'une turbine, les ingénieurs doivent souvent valider une conception avant d'investir dans l'outillage. La pièce peut encore nécessiter des modifications de la structure de refroidissement, de la direction de l'écoulement de gaz, de l'interface de montage, du profil de l'aubage, de l'épaisseur de paroi ou du repère d'assemblage. Dans ces situations, une voie de coulée conventionnelle peut entraîner des coûts initiaux élevés et des cycles de développement plus longs.
Le service d'impression 3D métallique offre une voie différente. Les petites séries peuvent être fabriquées directement à partir de données CAO, rendant l'impression 3D utile pour les tests de prototypes, l'itération de conception et la validation technique en faible volume.
Pour les composants de turbine, l'impression 3D est particulièrement précieuse lorsque le projet implique :
1 à 20 pièces pour la validation de prototype ou technique
Des conceptions qui ne sont pas encore figées
Des passages internes complexes ou des caractéristiques d'écoulement de gaz
Des vérifications d'assemblage avant de s'engager dans l'outillage
Des cycles de développement courts pour la R&D ou les bancs d'essai
Des composants de section chaude qui pourraient ensuite passer à la production par coulée
Quand l'impression 3D est judicieuse pour les composants en Inconel 713C en petite série
L'impression 3D n'est pas toujours le procédé le moins cher par pièce, mais elle peut être le choix le plus intelligent lorsque le risque lié à l'outillage est élevé. Si le client n'a besoin que de quelques pièces pour des tests thermiques, une vérification d'assemblage, une validation du chemin d'écoulement ou une comparaison de conceptions, la capacité d'éviter l'outillage de coulée peut être plus importante que le coût unitaire le plus bas.
Condition du projet | Voice recommandée | Raison |
|---|---|---|
1 à 10 pièces de prototype | Impression 3D | Évite le coût de l'outillage et prend en charge une validation rapide de la conception |
Conception encore en évolution | Impression 3D | Les mises à jour CAO peuvent être testées sans modifier les outils de coulée |
Structure de refroidissement ou d'écoulement complexe | Évaluation par impression 3D | Prend en charge la géométrie complexe avant la sélection du procédé de production |
Géométrie stable et commandes répétées | Coulée à cire perdue | Le coût de l'outillage peut être réparti sur les lots de production |
Programme d'équipement de turbine à long terme | Coulée ou voie hybride | Meilleur pour une production qualifiée et reproductible après validation |
Pour de nombreux projets de R&D sur les turbines, la meilleure approche ne consiste pas à choisir définitivement l'impression 3D ou la coulée. Au lieu de cela, l'impression 3D peut être utilisée en premier pour valider la géométrie, puis le projet peut passer à la coulée une fois la conception stabilisée.
Quand la coulée à cire perdue reste le meilleur choix
La coulée à cire perdue reste très appropriée lorsque la conception du composant est mature et que la quantité justifie l'outillage. Si la pièce a déjà passé la validation technique, que la géométrie est stable et que des lots répétés sont attendus, la coulée devient généralement plus économique avec le temps.
La coulée peut également être préférée lorsque le client exige un procédé de production déjà qualifié pour l'application, en particulier pour les équipements de turbine critiques pour la sécurité. Pour les pièces finales de production de turbines, l'historique du procédé, les normes d'inspection, les enregistrements de traitement thermique et la qualification des matériaux peuvent être plus importants qu'un délai d'exécution rapide.
En bref, la coulée est généralement meilleure lorsque :
La conception est déjà figée
La quantité de production prévue est suffisamment élevée pour absorber le coût de l'outillage
La géométrie convient à la coulée à cire perdue
Le client a besoin d'une voie de production éprouvée pour des commandes répétées
Le projet nécessite une qualification de production stricte
Une stratégie de développement hybride : imprimer d'abord, couler plus tard
Pour les composants de turbine en petite série, une stratégie de développement hybride est souvent la voie la plus pratique. Au lieu d'investir dans l'outillage de coulée dès le début, les ingénieurs peuvent utiliser l'impression 3D pour valider la géométrie, identifier les risques de conception et confirmer les interfaces critiques.
Un flux de travail typique peut inclure :
Examiner le modèle 3D et le dessin 2D pour la fabricabilité
Produire 1 à 10 prototypes imprimés pour la vérification de la conception
Usiner les surfaces critiques de repérage, d'étanchéité ou d'assemblage par usinage CNC
Utiliser l'électro-érosion (EDM) pour les fentes, les trous, les canaux ou les caractéristiques difficiles des superalliages
Inspecter les pièces imprimées et finies
Modifier la conception en fonction des résultats des tests
Passer à la coulée à cire perdue si la géométrie et la demande deviennent stables
Cette approche aide à réduire les risques liés à l'outillage. Elle est particulièrement utile lorsque le client compare encore des profils d'aubes, des dispositions de tuyères, des caractéristiques de refroidissement, des interfaces de fixation ou des structures de montage.
Logique des coûts et des délais
Pour les pièces en Inconel 713C, le coût doit être évalué au niveau du projet plutôt que uniquement par le prix unitaire. La coulée à cire perdue nécessite généralement un outillage, un développement de procédé, des coulées d'essai, des dispositifs d'usinage et une planification de l'inspection. Ces coûts peuvent être justifiés pour la production, mais ils peuvent être trop élevés pour une courte série de prototypes.
L'impression 3D évite l'outillage initial de coulée, mais la pièce imprimée elle-même peut avoir des coûts plus élevés en matière première, machine, retrait des supports, traitement thermique, usinage et inspection. Par conséquent, elle est souvent idéale pour les petites quantités ou les conceptions à forte incertitude.
Facteur | Impression 3D | Coulée à cire perdue |
|---|---|---|
Coût de l'outillage | Généralement non requis | Requis pour l'outillage de production |
Plage de quantité optimale | Prototype et petite série | Série stable et production |
Modifications de conception | Flexible | Des modifications d'outillage peuvent être nécessaires |
Coût unitaire à grande échelle | Souvent plus élevé | Souvent plus bas après amortissement de l'outillage |
Vitesse de développement | Plus rapide pour les premiers essais | Meilleure après stabilisation du procédé |
Contrôle qualité pour les composants 713C imprimés et coulés
Que la pièce soit imprimée en 3D ou coulée à cire perdue, le contrôle qualité est essentiel pour les composants de turbine en Inconel 713C. Les pièces de section chaude peuvent nécessiter une inspection dimensionnelle, une inspection des défauts internes, une vérification des matériaux et des enregistrements de procédé.
Pour les projets de prototypes, les contrôles qualité courants peuvent inclure l'inspection par MMT (machine à mesurer tridimensionnelle), les rayons X, la scanographie (CT), les rapports FAI (First Article Inspection), les enregistrements de traitement thermique et les certificats de matériau. Pour les pièces imprimées, l'inspection doit également prendre en compte l'élimination de la poudre, les zones de retrait des supports, les passages internes, l'état de surface et l'alignement des repères après usinage.
Pour les applications énergétiques et électriques, le contrôle qualité est particulièrement important lorsque le composant sera utilisé dans des bancs d'essai de turbine, des tests de brûleur, des dispositifs de cyclage thermique ou le développement de chemins de gaz chauds.
Conseils pour les demandes de devis (RFQ) concernant les projets de prototypes en Inconel 713C
Pour choisir la bonne voie de fabrication, le fournisseur a besoin de plus qu'un fichier 3D. Pour les composants de turbine en Inconel 713C en petite série, la demande de devis doit préciser si le projet concerne la validation de prototype, les tests fonctionnels ou la planification de la production future.
Veuillez fournir les informations suivantes lors d'une demande de devis :
Fichier CAO 3D aux formats STEP, X_T ou STL
Dessin 2D avec tolérances, références de repères et dimensions critiques
Quantité cible pour le prototype, le lot pilote et la production future
Si la conception est figée ou toujours en développement
Température de fonctionnement, conditions de charge et exigences de cyclage thermique
Surfaces critiques nécessitant un usinage CNC, une EDM ou un polissage
Exigences d'inspection telles que MMT, CT, rayons X, FAI ou tests de matériaux
Si le projet pourrait ultérieurement passer à une production par coulée
FAQ
