Español
Servicio de impresión 3D por Directed Energy Deposition
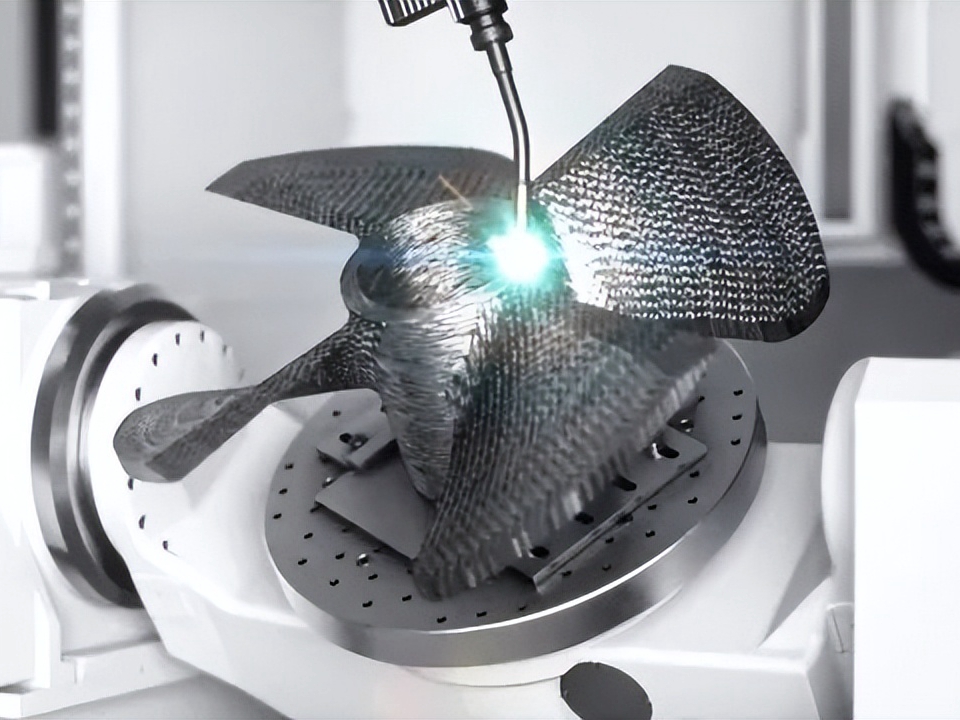
Nuestro servicio de impresión 3D por Directed Energy Deposition utiliza tecnologías de Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) y Wire Arc Additive Manufacturing (WAAM). Estos métodos permiten la producción de piezas metálicas de alto rendimiento, ideales para reparaciones, recubrimientos y geometrías complejas en los sectores aeroespacial, automotriz e industrial.

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Beneficios del servicio de impresión 3D por Directed Energy Deposition
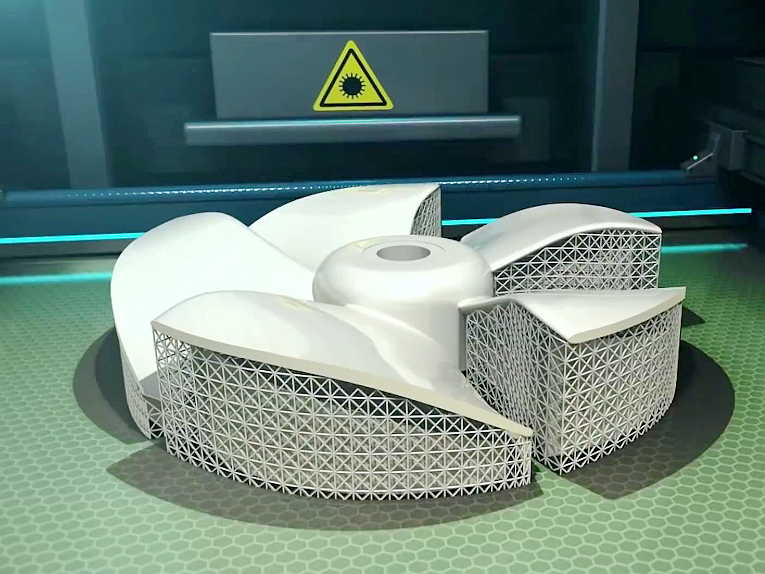
El servicio de impresión 3D por Directed Energy Deposition usa fuentes de energía focalizadas para fundir y depositar material sobre sustratos, permitiendo reparación, aleación y fabricación de grandes componentes metálicos. Es ideal para producir piezas robustas con propiedades a medida en aplicaciones industriales exigentes.

LMD vs. EBAM vs. WAAM
Esta comparación describe aspectos clave de Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) y Wire Arc Additive Manufacturing (WAAM), incluyendo tecnología, materiales, complejidad, acabado superficial, velocidad, precisión, costo, aplicaciones e impacto ambiental.
Comencemos un nuevo proyecto hoy
Guía de diseño para piezas impresas en 3D por Directed Energy Deposition
Estas directrices proporcionan recomendaciones de diseño para piezas producidas mediante Directed Energy Deposition (DED). Seguirlas ayuda a optimizar la robustez mecánica, la precisión y la calidad superficial, considerando efectos térmicos y necesidades de posprocesado.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.