Mayor Densidad: Aumente la Resistencia y la Fiabilidad con HIP
Introducción
En aplicaciones de ingeniería de alto rendimiento, los defectos internos como la porosidad (típicamente del 0,5 al 5% en piezas fundidas o fabricadas aditivamente) pueden comprometer significativamente la resistencia, la vida a fatiga y la fiabilidad a largo plazo. Incluso los microporos (10–100 μm) pueden actuar como sitios de iniciación de grietas bajo carga cíclica.
La Compactación Isostática en Caliente (HIP) es una solución probada para eliminar tales defectos, logrando densidades de hasta el 99,9–100%. En Neway, el HIP se integra en nuestro flujo de trabajo de fabricación junto con la fundición de metales y la impresión 3D, asegurando que los componentes cumplan con los requisitos estructurales y de fiabilidad más exigentes.
¿Qué es la Compactación Isostática en Caliente (HIP)?
La Compactación Isostática en Caliente (HIP) es un proceso termodinámico que aplica alta temperatura y presión de gas uniforme para densificar componentes metálicos. Los parámetros típicos industriales del HIP incluyen:
• Rango de temperatura: 900–1250°C (dependiendo de la aleación)
• Rango de presión: 100–200 MPa (≈14.500–29.000 psi)
• Tiempo de mantenimiento: 2–4 horas (puede extenderse a 6+ horas para secciones gruesas)
• Atmósfera: gas inerte (argón)
Bajo estas condiciones, el material sufre deformación plástica y unión por difusión, cerrando los poros internos y eliminando defectos de contracción sin alterar la geometría externa.
Por qué Importa la Densidad en los Componentes Metálicos
La relación entre densidad y rendimiento mecánico es directa y medible:
• Un aumento del 1% en la porosidad puede reducir la vida a fatiga hasta en un 30–50%
• Los materiales completamente densos (≥99,9%) pueden mejorar la resistencia a la fatiga de 2 a 5 veces en comparación con las estructuras porosas
• Las tasas de fuga en componentes a presión pueden caer de 10⁻³ a menos de 10⁻⁹ mbar·L/s después del HIP
• Se observan comúnmente mejoras en la resistencia a la tracción del 5–15%
• La vida de iniciación de grietas por fatiga puede aumentar más del 300%
Para aplicaciones críticas para la seguridad, lograr una porosidad casi nula no es opcional, es esencial.
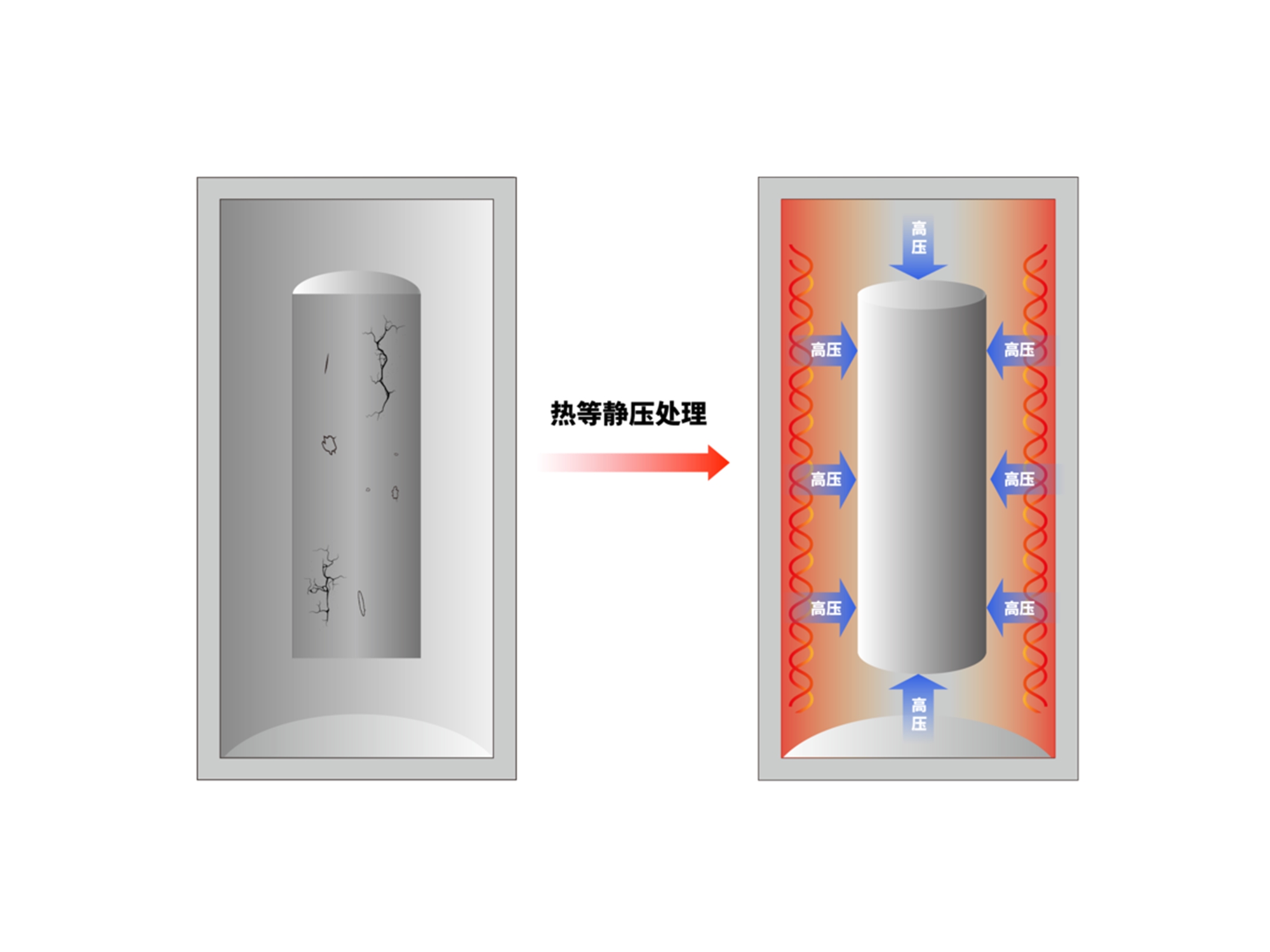
Cómo Funciona el HIP: Fundamentos del Proceso
El proceso HIP opera bajo mecanismos de difusión acoplados térmica y por presión:
• La presión externa aplica tensión de compresión isostática
• La temperatura elevada activa la difusión atómica
• Los huecos internos colapsan y se unen mediante fluencia y difusión
• Los límites de grano se reparan, mejorando la uniformidad microestructural
• Las tensiones residuales se reducen entre un 30 y un 70%
El enfriamiento controlado evita la distorsión y preserva la estabilidad dimensional.
HIP para Componentes Fundidos
En los procesos de fundición, los niveles típicos de porosidad oscilan entre el 0,5% y el 2%, dependiendo del control del proceso y de la aleación. Incluso en procesos de alta presión como la fundición a presión de aluminio, aún pueden ocurrir microporosidad y atrapamiento de gases.
El tratamiento HIP proporciona mejoras medibles:
• Reducción de la porosidad: de ~1–2% → <0,05%
• Aumento de la resistencia a la fatiga: +50% a +200%
• Mejora de la estanqueidad: hasta una reducción de 10⁶ veces en la permeabilidad
• Mejora de la resistencia a la fluencia: típicamente +5–10%
Esto es crítico para carcasas de presión, piezas estructurales automotrices y sistemas de fluidos.
HIP para Fabricación Aditiva
Los procesos de fabricación aditiva de metales (por ejemplo, LPBF, WAAM) a menudo presentan niveles de porosidad del 0,1 al 1,5% debido a defectos por falta de fusión o gases atrapados.
Cuando se combina con flujos de trabajo de prototipado rápido, el HIP transforma las piezas impresas en componentes de grado de producción:
• Aumento de densidad: de ~98,5–99,5% → ≥99,9%
• Mejora de la vida a fatiga: aumento de 2 a 4 veces
• Eliminación de defectos por falta de fusión
• Alargamiento mejorado: +10–25%
• Reducción de la anisotropía en las propiedades mecánicas
Para aplicaciones aeroespaciales y médicas, el HIP a menudo es necesario para cumplir con estándares de certificación como ASTM F2924 (Ti-6Al-4V).
Mejoras en las Propiedades Mecánicas Después del HIP
El HIP mejora múltiples propiedades del material simultáneamente:
Resistencia a la Fatiga: Aumento del 50–300% dependiendo de la porosidad inicial
Resistencia a la Tracción: Típicamente +5–15%
Ductilidad: Mejora del alargamiento del 10–30%
Tenacidad a la Fractura: Mejor resistencia a la propagación de grietas
Fiabilidad: Variabilidad reducida entre lotes (desviación estándar reducida en ~20–40%)
Estas mejoras son particularmente valiosas para aplicaciones de carga dinámica.
HIP vs Otros Métodos de Postprocesado
El HIP es único porque aborda defectos internos, a diferencia de los procesos centrados en la superficie:
• El mecanizado CNC mejora la precisión dimensional (±0,01–0,05 mm típico)
• La anodización aumenta la dureza superficial (HV 300–500) y la resistencia a la corrosión
• Los recubrimientos superficiales mejoran la resistencia al desgaste y la estética
• El HIP mejora la densidad interna y la integridad estructural
En componentes de alto rendimiento, estos procesos son complementarios más que intercambiables.
Aplicaciones del HIP
El HIP es ampliamente adoptado en industrias donde el fallo no es aceptable:
• Aeroespacial: álabes de turbina, soportes estructurales (vida a fatiga +200% típico)
• Automoción: bloques de motor, carcasas de transmisión
• Petróleo y gas: recipientes a presión con tasas de fuga <10⁻⁹ mbar·L/s
• Médica: implantes que requieren porosidad casi nula
• Moldes: moldes con resistencia mejorada a la fatiga térmica
Por ejemplo, las piezas de aluminio de alto rendimiento utilizadas en sistemas automotrices, similares a los componentes automotrices, dependen del HIP para garantizar una durabilidad a largo plazo.
HIP en la Solución de Fabricación Integral de Neway
En Neway, el HIP está integrado en nuestro servicio integral, permitiendo una combinación perfecta con fundición, fabricación aditiva, mecanizado y acabado.
Esta integración proporciona beneficios medibles:
• Reducción del plazo de entrega: 15–30% en comparación con flujos de trabajo con múltiples proveedores
• Reducción de la tasa de defectos: hasta el 80%
• Mejora de la consistencia del proceso entre lotes
• Trazabilidad completa desde la materia prima hasta la inspección final
Tendencias Futuras en la Tecnología HIP
La tecnología HIP continúa evolucionando con mejoras medibles:
• Reducción del tiempo de ciclo: hasta un 20–40% con equipos avanzados
• Integración con la fabricación aditiva para producción certificada
• Monitoreo en tiempo real y control digital del proceso
• Expansión a componentes más grandes (>2 metros de diámetro)
Estos avances aumentarán aún más la eficiencia y aplicabilidad del HIP en la fabricación moderna.
Conclusión
La Compactación Isostática en Caliente (HIP) es una tecnología habilitadora crítica para lograr una densidad casi total y maximizar el rendimiento mecánico de los componentes metálicos. Al eliminar defectos internos y mejorar la integridad microestructural, el HIP mejora significativamente la resistencia, la vida a fatiga y la fiabilidad.
En Neway, combinamos el HIP con procesos de fabricación avanzados para ofrecer componentes que cumplen con los más altos estándares de ingeniería. Para aplicaciones donde el rendimiento y la seguridad son críticos, el HIP no es solo una opción, es una necesidad.
Preguntas Frecuentes
¿Qué materiales se benefician más del HIP para aumentar la densidad y la resistencia?
¿Cómo reduce el HIP la porosidad interna en piezas impresas en 3D?
¿Qué mejoras en las propiedades mecánicas se pueden esperar después del procesamiento HIP?
¿Afecta el HIP la precisión dimensional de la pieza durante la densificación?



