SLM e Fusão em Leito de Pó para Peças de Titânio Impressas em 3D
SLM e Fusão em Leito de Pó para Peças de Titânio Impressas em 3D
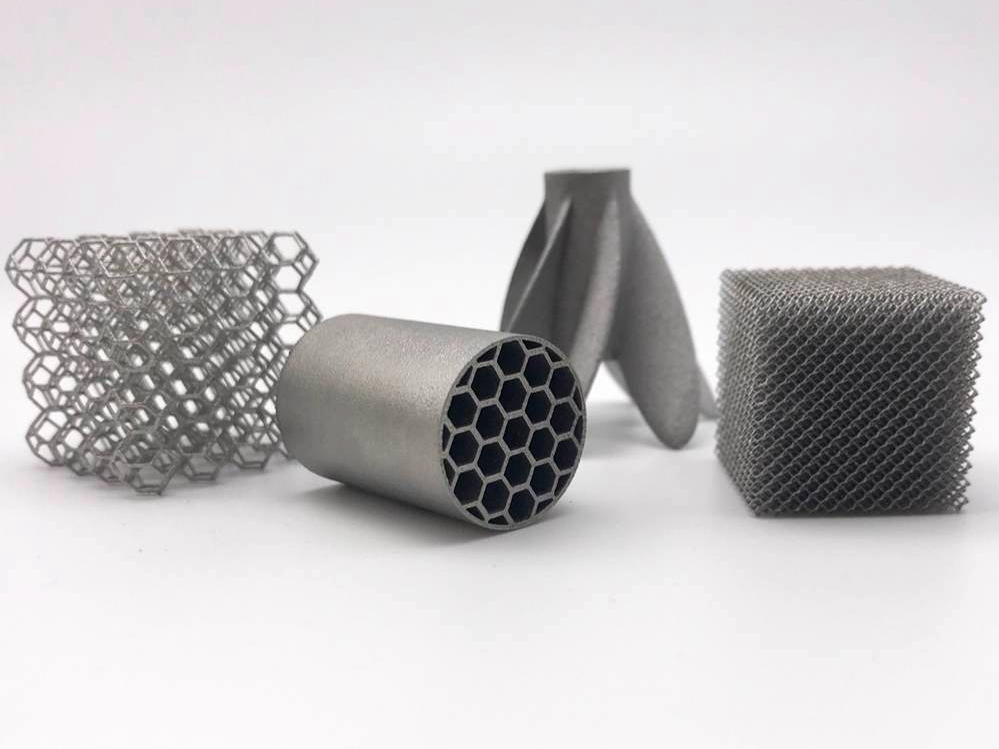
A impressão SLM de titânio e a fusão em leito de pó são amplamente utilizadas para fabricar peças personalizadas de titânio impressas em 3D com geometria complexa, alta resistência, estruturas leves e funcionalidades integradas. Em comparação com a usinagem convencional a partir de tarugos de titânio, a fusão em leito de pó permite aos engenheiros construir peças de liga de titânio quase no formato final camada por camada, reduzindo as restrições de design para canais internos, estruturas treliçadas, contornos orgânicos e componentes otimizados topologicamente.
Na Neway3DP, nossa capacidade de Impressão de Titânio por Fusão em Leito de Pó suporta peças personalizadas de titânio para aplicações aeroespaciais, médicas, de robótica, automotivas, energéticas e industriais. Combinamos revisão de processo, seleção de materiais, planejamento de orientação de construção, estratégia de suportes, tratamento térmico, usinagem CNC e tratamento de superfície para ajudar os clientes a produzir peças funcionais de titânio desde o protótipo até a produção de baixo volume.
Para engenheiros que avaliam um fornecedor de impressão SLM de titânio, a questão chave não é apenas se o fornecedor possui uma impressora 3D de metal. O fornecedor deve compreender o comportamento do pó de titânio, parâmetros de fusão a laser, design de suportes, controle de tensão residual, requisitos de pós-processamento, lógica de inspeção e a diferença entre a geometria conforme impressa e as dimensões funcionais finais.


Por Que a Fusão em Leito de Pó É Utilizada para Peças de Titânio
A fusão em leito de pó é comumente utilizada para peças de titânio porque pode produzir componentes metálicos densos com formas complexas que são difíceis ou caras de fabricar por usinagem tradicional ou fundição. As ligas de titânio são frequentemente selecionadas para aplicações que exigem alta relação resistência-peso, resistência à corrosão, biocompatibilidade ou desempenho estrutural leve.
Para peças personalizadas de titânio, a fusão em leito de pó é especialmente útil quando o design inclui paredes finas, canais internos, superfícies orgânicas, estruturas de redução de peso ou conjuntos consolidados. Essas características podem reduzir a contagem de peças, diminuir o peso da montagem e melhorar a integração funcional.
Requisito de Design | Por Que a Fusão em Leito de Pó Ajuda |
|---|---|
Geometria complexa de titânio | Constrói formas orgânicas, canais internos e contornos difíceis diretamente a partir de dados CAD |
Alta relação resistência-peso | Suporta estruturas leves de titânio para aplicações aeroespaciais, de robótica e de alto desempenho |
Consolidação de peças | Combina múltiplas peças usinadas ou soldadas em uma única estrutura impressa |
Produção de baixo volume | Evita ferramentais e suporta peças personalizadas de titânio para protótipos e lotes piloto |
Eficiência de material | Reduz o desperdício em comparação com a usinagem pesada a partir de tarugos de titânio caros |
Processo SLM / DMLS para Impressão 3D de Metal de Titânio
SLM e DMLS são termos comumente usados para processos de fusão em leito de pó metálico. Na impressão SLM de titânio, uma fina camada de pó de liga de titânio é espalhada sobre a plataforma de construção, e um laser de alta energia derrete seletivamente o pó de acordo com o modelo CAD fatiado. Após cada camada ser fundida, a plataforma desce, uma nova camada de pó é aplicada e o processo se repete até que a peça completa seja construída.
Este processo é adequado para peças de titânio de alta densidade quando a qualidade do pó, parâmetros do laser, controle de atmosfera, layout de construção e comportamento térmico são devidamente gerenciados. Para ligas de titânio reativas, o controle de oxigênio e a consistência do processo são importantes porque afetam as propriedades mecânicas, a qualidade da superfície e a confiabilidade final da peça.
Etapas do Processo | Propósito | Foco de Engenharia |
|---|---|---|
Revisão de CAD | Avaliar se a peça é adequada para fusão em leito de pó de titânio | Espessura da parede, canais internos, áreas de suporte, superfícies de referência, zonas de tolerância |
Orientação de construção | Definir a direção da peça dentro da câmara de construção | Volume de suporte, risco de deformação, acabamento superficial, sobremetal para usinagem |
Fusão a laser | Fundir o pó de titânio camada por camada em uma peça metálica densa | Potência do laser, estratégia de varredura, consistência do pó, controle de oxigênio |
Remoção de suportes | Remover os suportes e separar a peça da placa de construção | Proteger paredes finas, superfícies funcionais e características delicadas |
Pós-processamento | Melhorar a estabilidade mecânica, precisão dimensional e qualidade da superfície | Tratamento térmico, usinagem CNC, tratamento de superfície, inspeção |
Orientação de Construção para Impressão SLM de Titânio
A orientação de construção é uma das decisões mais importantes na fusão em leito de pó de titânio. A orientação afeta a estrutura de suporte, altura de construção, tempo de impressão, risco de deformação, qualidade da superfície, remoção de pó e custo final. Uma orientação inadequada pode aumentar marcas de suporte, distorção, sobremetal para usinagem ou dificuldade de pós-processamento.
Para peças de titânio, a orientação deve ser selecionada com base tanto na viabilidade de impressão quanto na função final da peça. Superfícies críticas, furos, roscas, faces de vedação e características de referência podem precisar ser posicionadas com sobremetal suficiente para usinagem CNC após a impressão. Canais internos também precisam ser revisados para remoção de pó e acesso para inspeção.
Fator de Orientação | Impacto na Impressão de Titânio | Consideração de Engenharia |
|---|---|---|
Volume de suporte | Mais suportes aumentam o tempo de impressão, uso de material e mão de obra de remoção | Reduzir suportes desnecessários enquanto protege a geometria crítica |
Altura de construção | Maior altura de construção pode aumentar o tempo da máquina e o custo | Equilibrar a altura de construção com a redução de suportes e qualidade da superfície |
Qualidade da superfície | Superfícies voltadas para baixo e áreas suportadas frequentemente requerem mais acabamento | Mantenha superfícies importantes visíveis ou funcionais afastadas de zonas de suporte pesado, quando possível |
Risco de distorção | A tensão residual do titânio pode causar empenamento ou desvio dimensional | Use orientação, suportes e estratégia de tratamento térmico para controlar a deformação |
Sobremetal para usinagem | Características críticas podem precisar de material adicional para usinagem CNC final | Defina superfícies de referência, furos, roscas e faces de encaixe antes da impressão |
Tensão Residual na Fusão em Leito de Pó de Titânio
A tensão residual é uma consideração chave na manufatura aditiva de titânio. Durante a impressão SLM, o pó de titânio é rapidamente fundido e solidificado camada por camada. Este ciclo térmico repetido pode gerar tensão interna, especialmente em paredes finas, grandes seções planas, saliências não suportadas e peças com seções transversais irregulares.
Para peças funcionais de titânio, a tensão residual deve ser considerada antes que a peça seja removida da placa de construção ou usinada. O alívio de tensão ou Tratamento Térmico é frequentemente usado para estabilizar as propriedades mecânicas, reduzir o risco de distorção e melhorar a confiabilidade da peça antes da usinagem ou inspeção final.
Risco de Tensão Residual | Efeito Possível | Método de Controle |
|---|---|---|
Paredes finas | Empenamento, sensibilidade à vibração ou instabilidade dimensional | Revisar espessura da parede, estratégia de suporte e roteiro de tratamento térmico |
Grandes seções planas | Encurvamento, levantamento das bordas ou distorção pós-remoção | Otimizar orientação e distribuição de suportes |
Alta concentração de suportes | Marcas de remoção de suporte ou concentração de tensão local | Reduzir a densidade de suporte onde possível e planejar o sobremetal de acabamento |
Usinagem pós-impressão | Movimento do material após corte ou liberação de referência | Utilizar alívio de tensão antes da usinagem CNC de precisão |
Tolerância e Acabamento Superficial para Peças de Titânio Impressas em 3D
A impressão SLM de titânio pode produzir peças metálicas complexas, mas a condição conforme impressa não é a mesma que a usinagem de precisão. As superfícies conforme impressas podem mostrar textura de camadas, marcas de contato de suporte, variação de rugosidade e desvio dimensional em áreas críticas. Por essa razão, peças funcionais de titânio geralmente requerem um planejamento claro de tolerância antes da impressão.
Geometria geral, estruturas leves e superfícies não críticas podem permanecer conforme impressas ou ser acabadas por jateamento ou polimento. No entanto, furos de precisão, roscas, faces de vedação, superfícies de referência e interfaces de encaixe devem geralmente ser acabados após a impressão. O acabamento de superfície também pode ser necessário para aparência, desempenho de fluxo, resistência à corrosão ou requisitos de montagem.
Tipo de Característica | Adequação Conforme Impresso | Rota de Acabamento Recomendada |
|---|---|---|
Superfícies orgânicas externas | Frequentemente aceitável para protótipos ou áreas não de encaixe | Jateamento, polimento ou Tratamento de Superfície |
Superfícies de referência | Geralmente não recomendado como superfícies finais conforme impressas | Usinagem CNC com sobremetal definido |
Furos de precisão | Pode necessitar de pós-usinagem para diâmetro e circularidade precisos | Furação, alargamento, mandrilamento ou usinagem CNC |
Roscas | Roscas conforme impressas podem não atender aos requisitos de montagem funcional | Tarraxagem, fresamento de rosca ou instalação de insertos |
Faces de vedação | Geralmente requerem planicidade e rugosidade controladas | Usinagem CNC de precisão ou retificação, dependendo do requisito |
Quando a Usinagem CNC É Necessária Após a Impressão SLM de Titânio
A fusão em leito de pó de titânio é excelente para criar peças complexas quase no formato final, mas a Usinagem CNC é frequentemente necessária quando a peça possui superfícies funcionais ou requisitos de montagem de precisão. As características mais comumente usinadas em CNC incluem faces de montagem, assentos de rolamento, furos roscados, furos de precisão, faces de vedação, ranhuras e superfícies de referência.
Uma rota híbrida é frequentemente a melhor escolha para peças personalizadas de metal de titânio. A peça é impressa primeiro para alcançar a geometria complexa, e então a usinagem CNC é usada para acabar nas áreas críticas. Isso ajuda a combinar a liberdade de design da manufatura aditiva de titânio com o controle dimensional da usinagem de precisão.
Característica Usinada em CNC | Por Que a Usinagem É Necessária | Requisito Típico |
|---|---|---|
Face de montagem | Melhora a planicidade e o alinhamento da montagem | Controle de referência, acabamento superficial, paralelismo |
Furo de precisão | Melhora a circularidade, precisão do diâmetro e controle posicional | Alargamento, mandrilamento ou usinagem multi-eixo |
Furo roscado | Melhora a resistência da rosca e a repetibilidade da montagem | Tarraxagem, fresamento de rosca ou insertos |
Superfície de vedação | Controla a planicidade e rugosidade para desempenho de vedação | Acabamento CNC ou retificação, dependendo das notas do desenho |
Referência crítica | Cria uma referência confiável para inspeção e montagem | Sobremetal para usinagem planejado antes da impressão |
Materiais de Titânio Adequados para SLM e Fusão em Leito de Pó
A seleção de materiais afeta a imprimibilidade, resistência, comportamento à fadiga, tratamento térmico, requisitos de inspeção e custo final. A Neway3DP suporta fusão em leito de pó de titânio através do nosso Serviço de Impressão 3D de Titânio, incluindo ligas de titânio comumente usadas para aplicações aeroespaciais, médicas, de robótica e industriais.
Para muitos projetos, a Impressão 3D de Ti-6Al-4V TC4 é a escolha mais comum porque fornece um forte equilíbrio entre desempenho leve, resistência mecânica, resistência à corrosão e disponibilidade. A Impressão 3D de Titânio TA15 pode ser selecionada quando é necessário maior desempenho estrutural ou estabilidade em temperaturas elevadas.
Material de Titânio | Aplicação Típica | Notas de Seleção |
|---|---|---|
Ti-6Al-4V TC4 | Suportes aeroespaciais, peças de robótica, estruturas leves, protótipos funcionais | Liga de titânio comum para impressão SLM com ampla cobertura de aplicação |
TA15 | Peças de carga aeroespaciais, componentes de alta resistência, estruturas de temperatura elevada | Adequado quando são necessários maior desempenho estrutural e estabilidade térmica |
Ti-6Al-4V ELI Grau 23 | Componentes médicos, implantes, instrumentos cirúrgicos, peças de precisão biocompatíveis | Frequentemente selecionado para aplicações médicas ou sensíveis à ductilidade |
CP-Ti Graus 1-4 | Componentes resistentes à corrosão, equipamentos químicos, peças médicas | Útil quando a resistência à corrosão e a conformabilidade são mais importantes do que a resistência máxima |
Como Escolher um Fornecedor de Impressão SLM de Titânio
Um fornecedor de impressão SLM de titânio deve ser capaz de avaliar mais do que o volume da peça e o peso do material. Para peças funcionais de titânio, o fornecedor deve revisar a imprimibilidade, orientação, estratégia de suporte, tensão residual, tratamento térmico, sobremetal para pós-usinagem, acabamento de superfície e requisitos de inspeção antes de confirmar a rota de processo final.
Isso é especialmente importante para peças usadas em aplicações aeroespaciais, médicas, de robótica e industriais de alto desempenho. Um fornecedor que compreende tanto a manufatura aditiva de titânio quanto a usinagem downstream pode ajudar a reduzir o risco de redesign, melhorar a precisão do orçamento e produzir peças que estejam mais próximas dos requisitos funcionais finais.
Capacidade do Fornecedor | Por Que Isso Importa |
|---|---|
Experiência em fusão em leito de pó de titânio | Suporta a estabilidade do processo para ligas de titânio reativas |
Planejamento de orientação de construção | Reduz o volume de suporte, risco de deformação e dificuldade de acabamento |
Suporte para tratamento térmico | Controla a tensão residual e melhora a estabilidade da peça |
Capacidade de usinagem CNC | Acaba superfícies de referência, furos, roscas e interfaces de encaixe |
Suporte para inspeção | Confirma a precisão dimensional, qualidade interna e conformidade final da peça |
Quais Informações São Necessárias para um Orçamento de Fusão em Leito de Pó de Titânio?
Para orçar peças impressas em SLM de titânio com precisão, o fornecedor precisa de informações suficientes para avaliar a imprimibilidade, orientação da peça, estrutura de suporte, escolha de material, pós-processamento, usinagem, inspeção e risco de entrega. Um modelo 3D é necessário para revisão da geometria, enquanto um desenho 2D é necessário para confirmar tolerâncias, roscas, superfícies de referência, acabamento de superfície e requisitos de inspeção.
Para uma cotação mais rápida, forneça as seguintes informações:
Modelo CAD 3D, preferencialmente nos formatos STEP, X_T, IGS ou STL
Desenho 2D com tolerâncias, requisitos de referência, roscas, acabamento de superfície e notas de inspeção
Material de titânio necessário, como TC4, TA15, Grau 23 ou CP-Ti
Quantidade para protótipo, lote piloto ou produção de baixo volume
Pós-processamento necessário, como tratamento térmico, usinagem CNC, EDM, polimento, jateamento de areia ou passivação
Ambiente de aplicação, incluindo carga, temperatura, exposição à corrosão, requisito de fadiga ou uso médico
Requisitos especiais de inspeção, como relatório CMM, inspeção por TC, inspeção por raios-X, certificado de material, teste de tração ou relatório de rugosidade superficial
Cronograma de entrega alvo e destino de envio
Conclusão
SLM e fusão em leito de pó são processos eficazes para peças de titânio impressas em 3D que requerem geometria complexa, alta resistência, estrutura leve e integração funcional. O processo é bem adequado para Ti-6Al-4V, TA15, Grau 23, CP-Ti e outros materiais de titânio quando a orientação de construção, tensão residual, remoção de suporte, pós-processamento e inspeção são devidamente planejados.
A Neway3DP fornece serviço de fusão em leito de pó de titânio com revisão de engenharia, seleção de material de titânio, tratamento térmico, usinagem CNC, tratamento de superfície e suporte de inspeção. Para peças personalizadas de titânio, um modelo 3D completo, desenho 2D, quantidade, requisito de material e detalhes da aplicação nos ajudam a recomendar a rota de processo mais confiável e fornecer uma cotação precisa.