De la fundición de precisión a la impresión 3D: Cuándo utilizar Inconel 713C para componentes de tur...
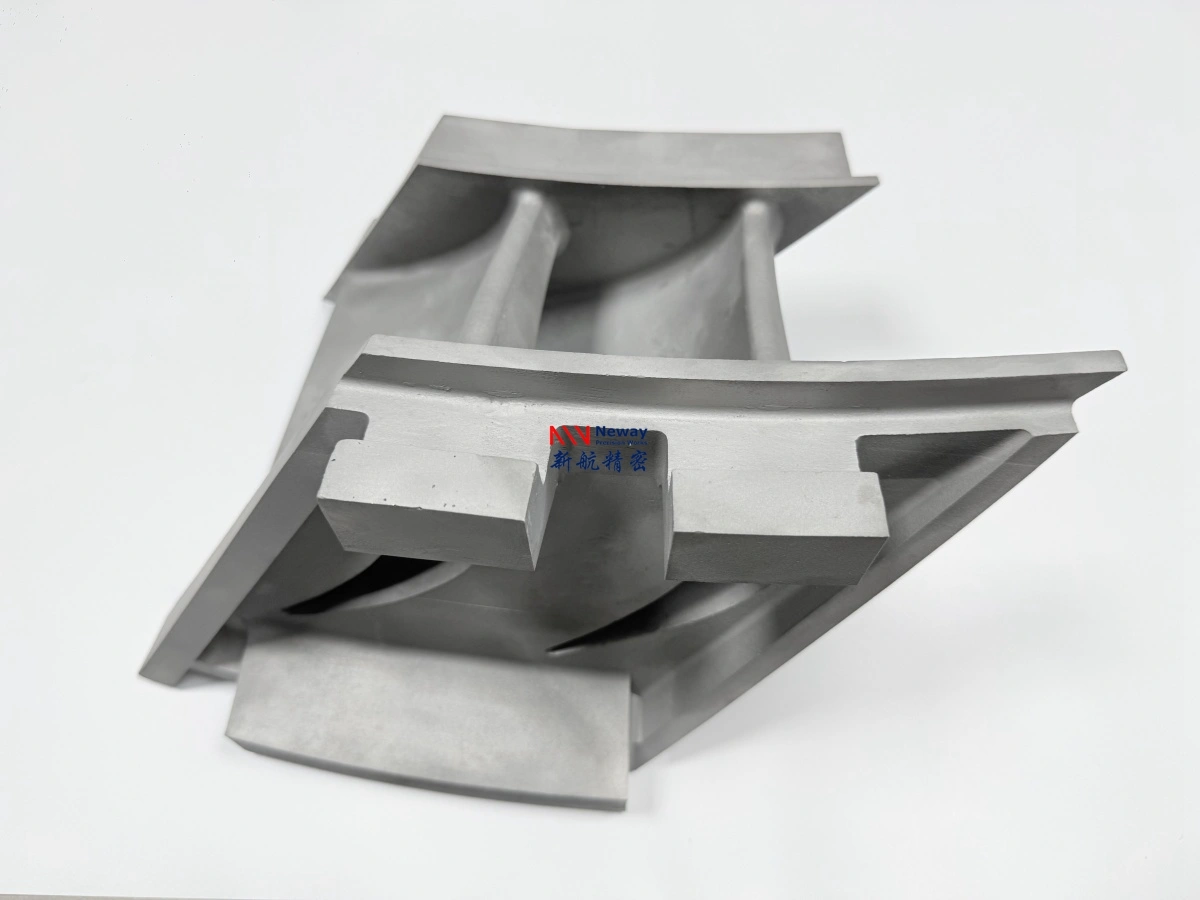
Inconel 713C es una superaleación base níquel ampliamente utilizada para componentes de la sección caliente de turbinas, piezas guía de toberas, estructuras de paso de gas y hardware de turbinas de alta temperatura. Tradicionalmente, muchos componentes de turbina de Inconel 713C se fabrican mediante fundición de precisión, seguida de mecanizado CNC, electroerosión (EDM), tratamiento térmico, recubrimiento e inspección.
Sin embargo, no todos los proyectos de turbinas están listos para el utillaje de fundición desde el inicio. Para el desarrollo en etapas tempranas, pruebas en pequeños lotes, verificación del flujo de paso, validación de estructuras de refrigeración y ensayos de montaje, la impresión 3D puede ofrecer una ruta más flexible. La pregunta clave no es simplemente si el Inconel 713C se puede imprimir, sino cuándo la impresión 3D tiene más sentido desde el punto de vista ingenieril y comercial que la fundición de precisión.
Por qué el Inconel 713C se fabrica tradicionalmente mediante fundición de precisión
El Inconel 713C pertenece a la familia de las superaleaciones de alta temperatura y es valorado por su resistencia a altas temperaturas, resistencia a la oxidación y resistencia a la fluencia. Estas propiedades lo hacen adecuado para álabes de turbina, componentes de toberas, piezas de sección caliente de turbocompresores, hardware de quemadores y componentes de prueba de turbinas de gas.
La fundición de precisión se utiliza ampliamente para estas aplicaciones porque puede producir piezas complejas de superaleación con formas cercanas a la geometría final y controlada. Para programas de producción estables, la fundición permite al fabricante amortizar el costo del utillaje a lo largo de lotes repetidos. También es una ruta madura para componentes de turbinas que requieren un rendimiento consistente del material, geometría repetible y acabados posteriores.
Para la producción a largo plazo, la fundición de precisión puede seguir siendo la mejor opción, especialmente cuando el diseño está fijado, la cantidad anual es predecible y la geometría del componente es adecuada para el utillaje de modelos de cera y la fundición con carcasa cerámica.
Por qué los ingenieros consideran la impresión 3D para prototipos de Inconel 713C
En el desarrollo temprano de turbinas, los ingenieros a menudo necesitan validar un diseño antes de invertir en utillaje. La pieza aún puede requerir cambios en la estructura de refrigeración, la dirección del flujo de gas, la interfaz de montaje, el perfil del álabe, el espesor de la pared o el datum de ensamblaje. En estas situaciones, una ruta de fundición convencional puede generar altos costos iniciales y ciclos de desarrollo más largos.
El servicio de impresión 3D de metal proporciona un camino diferente. Los pequeños lotes se pueden fabricar directamente a partir de datos CAD, lo que hace que la impresión 3D sea útil para pruebas de prototipos, iteración de diseño y validación ingenieril de bajo volumen.
Para los componentes de turbinas, la impresión 3D es especialmente valiosa cuando el proyecto implica:
1–20 piezas para prototipos o validación ingenieril
Diseños que aún no están congelados
Pasajes internos complejos o características de flujo de gas
Verificaciones de ensamblaje antes de comprometerse con el utillaje
Ciclos de desarrollo cortos para I+D o bancos de prueba
Componentes de sección caliente que posteriormente puedan pasar a producción por fundición
Cuándo tiene sentido la impresión 3D para componentes de Inconel 713C en pequeños lotes
La impresión 3D no siempre es el proceso más barato por pieza, pero puede ser la opción más inteligente cuando el riesgo de utillaje es alto. Si el cliente solo necesita algunas piezas para pruebas térmicas, verificación de ensamblaje, validación del flujo de paso o comparación de diseños, la capacidad de evitar el utillaje de fundición puede ser más importante que el menor costo unitario.
Condición del proyecto | Ruta recomendada | Razón |
|---|---|---|
1–10 piezas de prototipo | Impresión 3D | Evita el costo de utillaje y admite una validación rápida del diseño |
Diseño aún en cambio | Impresión 3D | Las actualizaciones de CAD se pueden probar sin modificar las herramientas de fundición |
Estructura compleja de refrigeración o flujo | Evaluación mediante impresión 3D | Admite geometrías complejas antes de seleccionar el proceso de producción |
Geometría estable y pedidos repetidos | Fundición de precisión | El costo del utillaje se puede distribuir entre los lotes de producción |
Programa de hardware de turbinas a largo plazo | Fundición o ruta híbrida | Mejor para una producción cualificada y repetible después de la validación |
Para muchos proyectos de I+D de turbinas, el mejor enfoque no es elegir permanentemente la impresión 3D o la fundición. En cambio, se puede utilizar primero la impresión 3D para validar la geometría y luego pasar a la fundición una vez que el diseño esté estable.
Cuándo la fundición de precisión sigue siendo la mejor opción
La fundición de precisión sigue siendo muy adecuada cuando el diseño del componente es maduro y la cantidad justifica el utillaje. Si la pieza ya ha pasado la validación ingenieril, la geometría es estable y se esperan lotes repetidos, la fundición suele volverse más económica con el tiempo.
La fundición también puede ser preferible cuando el cliente requiere un proceso de producción que ya esté cualificado para la aplicación, especialmente para hardware de turbinas crítico para la seguridad. Para las piezas finales de producción de turbinas, el historial del proceso, los estándares de inspección, los registros de tratamiento térmico y la cualificación del material pueden ser más importantes que la rapidez de entrega.
En resumen, la fundición suele ser mejor cuando:
El diseño ya está congelado
La cantidad de producción esperada es lo suficientemente alta como para absorber el costo del utillaje
La geometría es adecuada para la fundición de precisión
El cliente necesita una ruta de producción madura para pedidos repetidos
El proyecto requiere una cualificación de producción estricta
Una estrategia de desarrollo híbrida: imprimir primero, fundir después
Para componentes de turbinas en pequeños lotes, una estrategia de desarrollo híbrida suele ser la ruta más práctica. En lugar de invertir en utillaje de fundición al principio, los ingenieros pueden utilizar la impresión 3D para validar la geometría, identificar riesgos de diseño y confirmar interfaces críticas.
Un flujo de trabajo típico puede incluir:
Revisar el modelo 3D y el plano 2D para evaluar la fabricabilidad
Producir 1–10 prototipos impresos para verificación del diseño
Mecanizar datum críticos, superficies de sellado o de ensamblaje mediante mecanizado CNC
Utilizar electroerosión (EDM) para ranuras, agujeros, canales o características difíciles en superaleaciones
Inspeccionar las piezas impresas y acabadas
Modificar el diseño basándose en los resultados de las pruebas
Pasar a la fundición de precisión si la geometría y la demanda se estabilizan
Este enfoque ayuda a reducir el riesgo de utillaje. Es especialmente útil cuando el cliente aún está comparando perfiles de álabes, disposiciones de toberas, características de refrigeración, interfaces de accesorios o estructuras de montaje.
Lógica de costos y tiempos de entrega
Para las piezas de Inconel 713C, el costo debe evaluarse a nivel de proyecto en lugar de solo por precio unitario. La fundición de precisión generalmente requiere utillaje, desarrollo de procesos, fundición de prueba, accesorios de mecanizado y planificación de inspección. Estos costos pueden justificarse para la producción, pero pueden ser demasiado altos para una tirada corta de prototipos.
La impresión 3D evita el utillaje inicial de fundición, pero la pieza impresa en sí misma puede tener costos más altos de material, máquina, eliminación de soportes, tratamiento térmico, mecanizado e inspección. Por lo tanto, a menudo es mejor para pequeñas cantidades o diseños con alta incertidumbre.
Factor | Impresión 3D | Fundición de precisión |
|---|---|---|
Costo de utillaje | Generalmente no requerido | Requerido para utillaje de producción |
Rango de cantidad óptimo | Prototipos y pequeños lotes | Lotes estables y producción |
Cambios de diseño | Flexible | Pueden ser necesarios cambios en el utillaje |
Costo unitario a escala | A menudo más alto | A menudo más bajo después de la amortización del utillaje |
Velocidad de desarrollo | Más rápido para ensayos iniciales | Mejor después de la estabilización del proceso |
Control de calidad para componentes 713C impresos y fundidos
Tanto si la pieza está impresa en 3D como si está fundida por precisión, el control de calidad es esencial para los componentes de turbinas de Inconel 713C. Las piezas de la sección caliente pueden requerir inspección dimensional, inspección de defectos internos, verificación de material y registros de proceso.
Para proyectos de prototipos, las verificaciones de calidad comunes pueden incluir inspección por MMC (máquina de medición por coordenadas), rayos X, escaneo CT, informes FAI (inspección de primer artículo), registros de tratamiento térmico y certificados de material. Para las piezas impresas, la inspección también debe considerar la eliminación de polvo, las áreas de eliminación de soportes, los pasajes internos, la condición de la superficie y la alineación del datum post-mecanizado.
Para aplicaciones de energía y potencia, el control de calidad es especialmente importante cuando el componente se utilizará en bancos de prueba de turbinas, pruebas de quemadores, accesorios de ciclado térmico o desarrollo de rutas de gas caliente.
Consejos para solicitudes de cotización (RFQ) en proyectos de prototipos de Inconel 713C
Para elegir la ruta de fabricación correcta, el proveedor necesita más que un archivo 3D. Para componentes de turbinas de Inconel 713C en pequeños lotes, la RFQ debe explicar si el proyecto es para validación de prototipos, pruebas funcionales o planificación de producción futura.
Por favor, proporcione la siguiente información al solicitar una cotización:
Archivo CAD 3D en formato STEP, X_T o STL
Plano 2D con tolerancias, referencias de datum y dimensiones críticas
Cantidad objetivo para prototipo, lote piloto y producción futura
Si el diseño está congelado o aún en desarrollo
Temperatura de operación, condiciones de carga y requisitos de ciclado térmico
Superficies críticas que requieren mecanizado CNC, EDM o pulido
Requisitos de inspección como MMC, CT, rayos X, FAI o pruebas de material
Si el proyecto puede transicionar posteriormente a producción por fundición
Preguntas frecuentes (FAQ)
