CNC Post-Machining and Heat Treatment for Ti-6Al-4V 3D Printed Parts
CNC Post-Machining and Heat Treatment for Ti-6Al-4V 3D Printed Parts
Ti-6Al-4V 3D printed parts often need post-processing before they can be used as finished functional components. Metal additive manufacturing can produce complex TC4 titanium geometry, but the as-printed part may still have support marks, residual stress, rough surfaces, dimensional variation, and unfinished holes or threads. For aerospace, medical, robotics, and industrial assembly parts, post-processing is usually essential.
At Neway3DP, we provide custom Ti-6Al-4V TC4 3D Printed Parts with complete downstream processing support. Instead of only supplying printed blanks, we can combine titanium powder bed fusion with heat treatment, HIP, CNC machining, EDM machining, surface treatment, and inspection to deliver finished Ti-6Al-4V 3D printed components according to drawing requirements.
For buyers, this matters because a printed titanium blank is not always the same as an assembly-ready part. Critical datum surfaces, precision holes, threaded holes, sealing faces, and surface finish requirements usually need additional manufacturing steps after printing.


Why Printed TC4 Parts Need Post-Processing
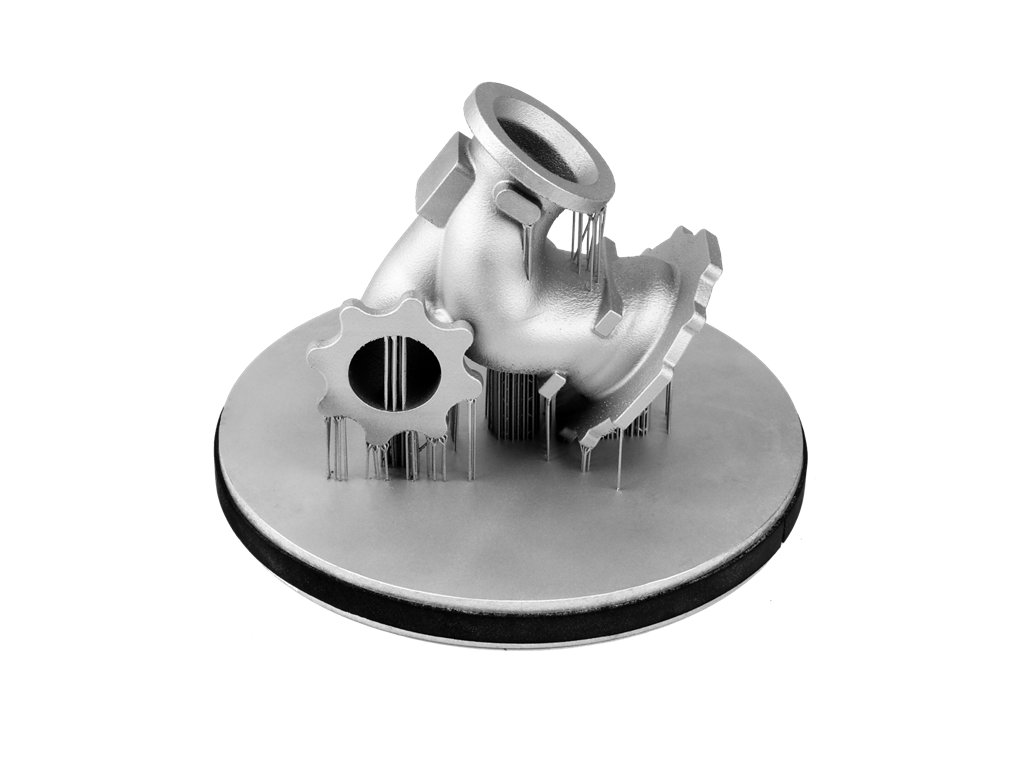
Printed TC4 parts need post-processing because the powder bed fusion process creates near-net-shape geometry rather than fully finished precision components. During printing, support structures are used to anchor the part, manage heat, and control distortion. After printing, those supports must be removed, and the supported areas may require surface finishing or machining.
Ti-6Al-4V parts may also contain residual stress from repeated rapid heating and cooling during laser melting. If the part is removed from the build plate or machined before proper stress relief, dimensional movement can occur. This is especially important for thin-wall parts, large flat sections, precision assemblies, and load-bearing titanium components.
As-Printed Condition | Why It Matters | Common Post-Processing Route |
|---|---|---|
Support marks | Supported surfaces may be rough or unsuitable for assembly | Support removal, grinding, polishing, CNC machining |
Residual stress | May cause distortion during cutting, removal, or service | Heat treatment or stress relief |
Surface roughness | May not meet cosmetic, flow, sealing, or friction requirements | Blasting, polishing, surface treatment, machining |
Dimensional variation | As-printed dimensions may not meet tight tolerance features | CNC machining, CMM inspection |
Internal porosity risk | May affect fatigue performance in critical components | HIP, CT inspection, X-ray inspection if required |
Heat Treatment for Ti-6Al-4V 3D Printed Parts
Heat Treatment for 3D Printed Parts is commonly used to relieve residual stress, stabilize mechanical properties, and improve dimensional reliability before final machining or service. For Ti-6Al-4V printed parts, heat treatment is often one of the most important post-processing steps.
Stress relief helps reduce the risk of warping after support removal, build plate separation, or CNC machining. Depending on the application and material specification, heat treatment may also be used to adjust microstructure and support more stable mechanical performance for finished titanium components.
Heat Treatment Purpose | Benefit for TC4 Printed Parts | Typical Application |
|---|---|---|
Stress relief | Reduces internal stress from laser melting and rapid cooling | Thin-wall parts, brackets, housings, precision assemblies |
Dimensional stability | Reduces movement during support removal and CNC machining | Parts with datum surfaces, bores, threads, and mating faces |
Mechanical property control | Helps stabilize performance for functional titanium parts | Aerospace, medical, robotics, and industrial components |
Process reliability | Improves repeatability before final finishing and inspection | Prototype validation and low-volume production |
HIP for Titanium Printed Parts
HIP for Titanium Printed Parts is used when internal density and fatigue performance are important. Hot isostatic pressing applies high temperature and high pressure to reduce internal pores and improve the reliability of critical titanium components.
HIP is not required for every Ti-6Al-4V printed part, but it is often considered for aerospace structures, fatigue-loaded brackets, medical components, and other high-value applications where internal defects could affect performance. When combined with proper heat treatment and inspection, HIP can improve confidence in finished titanium parts for demanding service conditions.
HIP Consideration | Why It Matters | Typical Use Case |
|---|---|---|
Internal porosity reduction | Helps improve density and reduce internal defect risk | Critical structural titanium parts |
Fatigue performance | Improves reliability where cyclic loading is expected | Aerospace brackets, robotics load-bearing parts, medical components |
Process cost | Adds additional batch processing cost and lead time | Used when performance value justifies the added process |
Inspection planning | May be paired with CT, X-ray, or mechanical testing | Qualification-sensitive titanium components |
CNC Machining Titanium 3D Printed Parts
CNC Machining is used after Ti-6Al-4V printing when the part has precision features that cannot remain as-printed. Typical features include holes, threads, datum surfaces, bearing seats, sealing faces, mounting faces, and tight-tolerance assembly interfaces.
CNC post machining for TC4 printed parts should be planned before printing. The printed part needs enough machining allowance on critical surfaces, and the build orientation should consider which faces will later be machined. This helps reduce risk during final finishing and makes inspection more reliable.
CNC-Machined Feature | Why Machining Is Needed | Typical Requirement |
|---|---|---|
Mounting face | Improves flatness, alignment, and assembly stability | Flatness, parallelism, surface finish, datum control |
Precision hole | Improves diameter accuracy, roundness, and position | Drilling, reaming, boring, or multi-axis machining |
Threaded hole | Improves thread strength and repeatable assembly | Tapping, thread milling, or threaded inserts |
Sealing face | Controls flatness and roughness for sealing performance | CNC finishing, grinding, or polishing depending on drawing notes |
Datum surface | Creates reliable inspection and assembly reference | Machining allowance and CMM inspection planning |
EDM Machining for Special Features
EDM Machining can be used when Ti-6Al-4V printed parts include special holes, narrow slots, thin openings, difficult internal profiles, or details that are difficult to mill mechanically. EDM is especially useful for fine features, hard-to-access areas, and complex titanium geometries.
For custom titanium printed parts, EDM may be used together with CNC machining. CNC handles conventional precision surfaces, while EDM supports slots, sharp internal details, small openings, or difficult features that are not practical with standard cutting tools.
EDM Feature | Why EDM May Be Used | Typical TC4 Application |
|---|---|---|
Narrow slots | Can produce thin features that are difficult to mill | Precision openings, flow features, special fixtures |
Small holes | Useful when drilling access or tool strength is limited | Cooling holes, vent holes, functional passages |
Complex details | Supports difficult profiles and hard-to-machine geometries | Custom titanium structures and precision components |
Internal cutouts | Can create features where conventional cutting tools have limited access | Special aerospace, medical, and industrial parts |
Surface Treatment for Ti-6Al-4V Printed Components
As-printed Ti-6Al-4V surfaces often show visible layer texture and support contact marks. Depending on the application, the surface may need blasting, polishing, passivation, or other Surface Treatment to improve appearance, roughness, corrosion resistance, cleanability, or functional performance.
Surface treatment should be selected based on the part’s final use. A prototype bracket may only need blasting, while a medical component, sealing surface, or visible industrial part may require finer finishing and more controlled inspection.
Surface Process | Purpose | Typical Use Case |
|---|---|---|
Sand blasting | Reduces visual layer marks and creates a more uniform surface | Brackets, housings, prototypes, industrial parts |
Polishing | Improves smoothness and appearance | Visible components, medical parts, flow-contact surfaces |
Passivation | Improves surface cleanliness and corrosion resistance | Medical, corrosion-sensitive, or clean-use titanium parts |
Localized finishing | Improves selected functional or cosmetic areas without over-processing the full part | Sealing zones, assembly areas, visible surfaces |
Inspection After Post-Processing
Inspection after post-processing confirms that finished Ti-6Al-4V 3D printed components meet drawing and application requirements. Since heat treatment, HIP, CNC machining, EDM, and surface finishing can all affect the final part condition, inspection should be planned as part of the manufacturing route rather than added only at the end.
Common inspection items include dimensional checks, CMM reports, surface roughness measurement, CT or X-ray inspection, material certificates, heat treatment records, HIP records, and final visual inspection. For aerospace, medical, or critical industrial components, inspection requirements should be confirmed before quotation.
Inspection Item | Purpose | When It Is Recommended |
|---|---|---|
Dimensional inspection | Confirms overall size and drawing requirements | Most custom TC4 printed parts |
CMM inspection | Checks datums, precision features, and positional relationships | Parts with machined datum surfaces, holes, and assembly interfaces |
CT / X-ray inspection | Checks internal porosity, hidden channels, or internal defects | Critical components, internal structures, fatigue-loaded applications |
Material certificate | Confirms material grade and traceability | Aerospace, medical, industrial qualification, customer approval projects |
Surface roughness report | Confirms surface quality for sealing, flow, appearance, or assembly | Sealing faces, medical parts, visible parts, precision assemblies |
What Information Is Needed for Finished Ti-6Al-4V 3D Printed Components?
To quote finished Ti-6Al-4V 3D printed components accurately, the supplier needs to understand both the printed geometry and the final assembly requirements. A 3D model helps evaluate printability and support strategy, while a 2D drawing defines tolerances, datums, machined surfaces, threads, surface finish, heat treatment, inspection, and documentation requirements.
For faster quotation, please provide the following information:
3D CAD model, preferably STEP, X_T, IGS, or STL format
2D drawing with tolerances, datum requirements, threads, surface finish, and inspection notes
Material requirement, such as Ti-6Al-4V, TC4, or Titanium Grade 5
Quantity for prototype, pilot batch, or low-volume production
Required post-processing, such as heat treatment, HIP, CNC machining, EDM, polishing, blasting, passivation, or surface treatment
Critical functional areas, such as sealing faces, mounting surfaces, precision holes, threads, and datum features
Inspection requirements, such as dimensional report, CMM report, CT inspection, X-ray inspection, material certificate, heat treatment record, HIP record, or surface roughness report
Target delivery schedule and shipping destination
FAQ
What Information Is Needed for a Titanium 3D Printing Quote?
Which Titanium Alloy Is Best for 3D Printed Parts: TC4, TA15, or Grade 23?
Can Ti-6Al-4V / TC4 Be 3D Printed for Functional Titanium Parts?
Does Ti-6Al-4V 3D Printing Require Heat Treatment, HIP, or CNC Machining?
Is TA15 Titanium Suitable for Aerospace 3D Printed Structural Parts?