Português
Serviço de Impressão 3D por Fotopolimerização em Cuba (Vat Photopolymerization)
O nosso Serviço Online de Fotopolimerização em Cuba (Vat Photopolymerization) utiliza as tecnologias Stereolithography (SLA), Digital Light Processing (DLP) e Continuous Liquid Interface Production (CLIP). Estes métodos oferecem impressões de alta precisão e detalhe com acabamentos de superfície suaves, ideais para protótipos intrincados e peças de uso final em indústrias que exigem elevada resolução e exatidão.

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Vantagens do Serviço de Impressão 3D por Fotopolimerização em Cuba
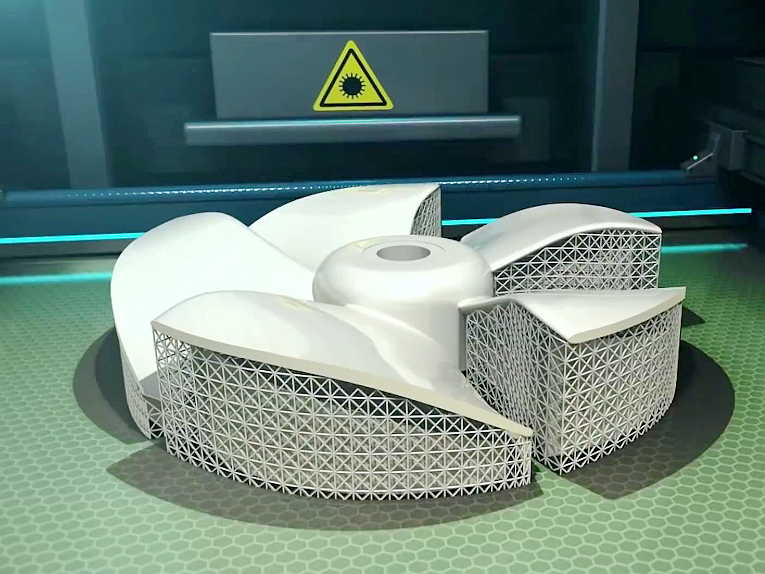
O Serviço de Impressão 3D por Fotopolimerização em Cuba utiliza uma cuba de resina fotopolimérica que é curada seletivamente, camada a camada, por uma fonte de luz. Conhecida como SLA ou DLP, esta tecnologia oferece alta resolução, detalhes intrincados e acabamentos suaves — perfeita para protótipos, modelos detalhados e peças funcionais.

SLA vs. DLP vs. CLIP
Uma comparação de três tecnologias populares de impressão 3D à base de resina: Stereolithography (SLA), Digital Light Processing (DLP) e Continuous Liquid Interface Production (CLIP). A tabela apresenta aspetos-chave como tecnologia, velocidade, precisão, materiais, resistência, acabamento superficial, custos de máquina, complexidade operacional e aplicações típicas.
Comece um novo projeto hoje
Diretrizes de Design para Peças Impressas em 3D por Fotopolimerização em Cuba
Estas diretrizes de design ajudam a otimizar peças para impressão 3D por fotopolimerização em cuba. Abordam aspetos críticos como tamanho mínimo de detalhe, espessura de parede, suportes, orientação, drenagem, folgas, altura de camada, pós-cura, rácio de aspeto, detalhes de texto, aligeiramento (hollowing), acabamento de superfície e tolerância, garantindo impressões robustas e de alta qualidade.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.